一种燃料电池电堆压装装置的制作方法
1.本实用新型涉及一种压装装置,尤其涉及一种燃料电池电堆压装装置。
背景技术:
2.燃料电池是由多个单电池串联层叠而成,通过内定位螺杆或者卡条紧固,组成燃料电池电堆。电堆工作时,氢气和氧气分别由进口进入,经过电堆主通道分配至各单电池双极板,双极板导流均匀分配给电极,通过扩散层与催化剂接触而发生电化学反应。叠合时必须保证各个极板相互压紧防止漏气,并确保各个极板的气体主通道对正,以便氢气和氧气能够顺利到达燃料电池的每一节单电池。燃料电池的装堆质量与电池产品的性能息息相关,每一个单电池在组装时候如果没有良好的定位装置,组装时存在错位,都将导致燃料电池电堆受力不均,将影响电堆的密封性能、接触性能、传质性能,最终影响电池的输出特性。目前,一般是通过人工或者半自动化对电堆进行装配,在电堆装配的过程中会产生对位不齐的情况,因此,在电堆压装装置需要有定位结构来实现电堆的精密装叠。在电堆压装时,都是在水平面上对电堆进行压装,无法满足特定条件下电堆的压装,因此,需要一种能在不同角度装叠电堆的压装装置来解决这一问题。
技术实现要素:
3.本实用新型提供了一种能旋转压装机构,使其能在不同角度下完成电堆压装;设有定位结构,实现电堆精密装叠;设有多根导向柱导向定位电堆压装,使电堆压装过程中电堆各处受力均匀的燃料电池电堆压装装置,解决了现有技术中存在的电堆压装装置适用角度单一,电堆压装受力不均匀,装堆状态无法精密控制的技术问题。
4.本实用新型的上述问题是通过下述的技术方案解决的:一种燃料电池电堆压装装置,包括基座、压装机构、压力检测机构、控制压装机构旋转的旋转机构以及驱动压装机构的驱动机构,所述旋转机构设置在所述基座上,所述压装机构通过旋转机构和所述基座相连接,所述压装机构包括压装中间活动板,所述压装中间活动板和所述驱动机构相连接,所述压力检测机构设置在所述压装中间活动板上。旋转机构控制压装机构旋转,使压装机构能在不同角度进行电堆压装;驱动机构驱动压装机构进行电堆的装叠,压力检测机构能够精准控制压装力,实现电堆的精准装叠。
5.作为优选,所述旋转装置包括旋转座,所述旋转座设置在所述基座上,所述压装机构上设有旋转块,所述旋转座通过旋转轴和所述旋转块相连接,在所述基座上还设有旋转电机,所述旋转电机通过传动机构和所述旋转轴的一端相连接。旋转电机通过传动机构驱动旋转轴转动,从而控制压装机构旋转。
6.作为优选,所述传动机构包括第一齿轮和第二齿轮,两所述齿轮之间通过链带相连接,所述旋转轴包括主动旋转轴和从动旋转轴,所述第一齿轮和所述旋转电机相连接,所述第二齿轮和所述主动旋转轴相连接,在所述设有主动旋转轴一侧的旋转座上设有接近开关。通过齿轮和链带传动,带动旋转轴转动。在旋转座的前侧装有接近开关,在压装机构转
动过程中靠近接近开关的感应区域时,接近开关就能对旋转电机发出指令,停止转动压装机构,避免压装机构在旋转过程中出现旋转角度过大的情况。
7.作为优选,所述压装机构还包括压装底板,所述压装底板上设有定位结构,在所述压装底板上方设有压装顶板,所述压装底板和压装顶板通过若干导向柱连接,所述压装中间活动板滑动设置在压装底板和压装顶板之间的导向柱上,在所述压装中间活动板的下侧面设有压块,所述压块设置在所述定位装置正上方,所述导向柱上还设有旋转块,所述旋转块位于所述压装底板和压装中间活动板之间。导向柱有四根,导向柱的下端和压装底板相连接,导向柱的上端和压装顶板相连接,其中两根导向柱固定在压装底板的左侧,另外两根导向柱固定在压装底板的右侧,且左右两侧的导向柱对称设置。压装中间活动板套在四根导向柱上,且能沿着导向柱上下移动,四根导向柱对压装中间活动板起到导向以及定位的效果,使电堆压装过程中电堆各处受力均匀。定位结构的作用是对电堆进行精准定位,方便电堆的压装。导向柱上固定有旋转块,旋转块通过旋转轴和旋转座相连接,使旋转机构能够控制压装机构前后摆动旋转。
8.作为优选,所述定位结构包括电堆装叠定位块和若干限位杆,所述电堆装叠定位块设置在所述压装底板上侧面,所述限位杆竖直设置在所述电堆装叠定位块上侧面。电堆装叠定位块的作用是明确电堆装叠的位置,限位杆的作用是对电堆装叠进行定位。
9.作为优选,所述压装中间活动板上设有若干导向套,所述导向套滑动设置在所述导向柱上。导向套和导向柱精密配合,使压装中间活动板具备良好的平行度,确保电堆的压装精度和压装质量。
10.作为优选,所述驱动装置包括伺服电缸和驱动伺服电缸的控制系统,所述控制系统设置在所述基座的一侧,所述伺服电缸下端和所述压装中间活动板相连接。伺服电缸连接压装中间活动板,驱动压装中间活动板沿着导向柱上下移动。采用伺服电缸代替传统的液压缸,使压装机构具备精准的压装速度,且能够对压装力进行精准的控制。控制系统能够控制伺服电缸,实现对装堆状态的精密控制。
11.作为优选,所述压力检测机构包括压力传感器和压力显示器,所述压力传感器和压力显示器均设置在压装中间活动板的上侧面。压力检测机构实现装堆状态的精密控制。
12.因此,本实用新型具有下述优点:设计有定位结构,使电堆精密装叠;设计有压力检测机构和控制系统,实现对装堆状态的精密控制;设计有旋转电机,通过带动旋转轴、旋转块,控制压装机构旋转,以实现压装装置可以在不同角度下装叠电堆;设计有接近开关,避免压装机构在旋转过程中出现旋转角度过大的情况;设计有四根导向柱对压装中间活动板进行导向、定位,实现电堆压装过程中电堆各处受力均匀的目的。
附图说明
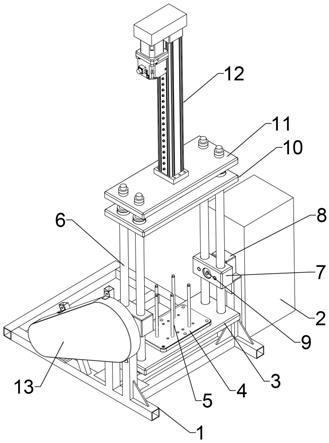
13.图1为本实用新型一种燃料电池电堆压装装置的示意图。
14.图2为本实用新型一种燃料电池电堆压装装置的正视图。
15.图示说明:1
‑
基座,2
‑
控制系统,3
‑
压装底板,4
‑
电堆装叠定位块,5
‑
限位杆,6
‑
导向柱,7
‑
旋转块,8
‑
旋转座,9
‑
从动旋转轴,10
‑
压装中间活动板,11
‑
压装顶板,12
‑
伺服电缸,13
‑
传动机构,14
‑
旋转电机,15
‑
接近开关,16
‑
压块,17
‑
压力传感器,18
‑
压力显示器,19
‑
导向套。
具体实施方式
16.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
17.实施例:如图1~2所示的一种燃料电池电堆压装装置。在基座1正上方有一块压装底板3,在压装底板3的上侧面的中心位置水平安装有一块电堆装叠定位块4,在电堆装叠定位块4的上侧面竖直装有若干根限位杆5,电堆装叠定位块4和限位杆5使电堆在装叠过程中能够精准定位。在压装底板3上方装有一块压装顶板11,压装底板3和压装顶板11通过四根导向柱6连接,其中两根导向柱6安装在压装底板3的左侧,另外两根导向柱6安装在压装底板3的右侧,左右两侧的导向柱6对称安装。在压装底板3和压装顶板11之间的导向柱6上装有一块压装中间活动板10,压装中间活动板10上装有四个导向套19,压装中间活动板10通过导向套19和导向柱6活动连接,使压装中间活动板10能够沿着导向柱6上下移动。在压装中间活动板10的下侧面中心位置装有一块水平安装的压块16,压块16在电堆装叠定位块4的正上方。在压装顶板11的上方竖直装有一个伺服电缸12,伺服电缸12的下端穿过在压装顶板11和压装中间活动板10相连接,伺服电缸12控制压装中间活动板10沿着导向柱6上下运动。在基座1的右侧装有一台控制系统2,控制系统2驱动伺服电缸运行。在伺服电缸12和压装中间活动板10的连接处装有一个压力传感器17,在压力传感器17的右侧安装有一个压力显示器18,安装压力传感器17和压力显示器18能够实现对电堆在压装过程中的压装力精准控制。在基座1的左右两侧都装有一个旋转座8,两个旋转座8对称安装。在旋转座8的中心位置装有旋转轴,旋转轴的一端和旋转座8相连接,旋转轴的另一端和旋转块7相连接。旋转轴分为主动旋转轴和从动旋转轴9,主动旋转轴连接基座1左侧的旋转座8和旋转块7,从动旋转轴9连接基座1右侧的旋转座8和旋转块7。旋转块7安装在压装中间活动板10和压装底板3之间的导向柱6上,基座1左侧的旋转块7固定在左侧的两根导向柱6上,基座1右侧的旋转块7固定在右侧的两根导向柱6上。在基座1右侧的旋转座8的前侧面装有一个接近开关15,在压装机构转动过程中靠近接近开关15的感应区域时,接近开关15就能对旋转电机14发出指令,停止转动压装机构,接近开关15可以避免压装机构在旋转过程中出现旋转角度过大的情况。在基座1的左侧底部安装有一台旋转电机14,在基座1的左侧装有传动机构13,旋转电机14带动传动机构13传动。传动机构13由两个齿轮和一根链带组成,两个齿轮通过链带连接传动,其中一个齿轮和旋转电机14相连接,另一个齿轮和主动旋转轴相连接,旋转电机14和传动装置13控制主动旋转轴转动,从而控制导向杆6带动整个压装机构转动。
18.使用时,先通过操作旋转电机14,将压装机构调整到适合的角度使得每一片电堆在堆叠过程中自然的保持一致,再将燃料电池电堆按顺序从下往上堆叠,完成堆叠后通过操作控制系统2控制伺服电缸12带动压机中间活动板10往下运动,将堆叠好的电堆压装到规定的状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1