增材、切削与磨抛复合加工设备的制作方法
1.本实用新型涉及增材制造技术领域,特别涉及一种增材、切削与磨抛复合加工设备。
背景技术:
2.随着增材制造技术的发展,许多领域都使用增材制造设备。目前出现了集增材和减材一体的增减材设备,该设备能生产出尺寸偏差较小的产品。但是,对于一些对内部尺寸精度要求较高的产品,目前的增减材设备无法生产。
3.以上背景技术内容的公开仅用于辅助理解本实用新型的发明构思及技术方案,其并不必然属于本实用新型的现有技术,在没有明确的证据表明上述内容在本实用新型的申请日已经公开的情况下,上述背景技术不应当用于评价本实用新型的新颖性和创造性。
技术实现要素:
4.本实用新型提出一种增材、切削与磨抛复合加工设备,能生产对内部尺寸精度要求较高的产品。
5.一种增材、切削与磨抛复合加工设备,包括增材设备,和减材与磨抛设备;
6.所述减材与磨抛设备包括减材与磨抛动力组件、切削刀具和磨抛工具;
7.所述减材与磨抛动力组件用于驱动所述切削刀具切削所述增材设备在加工过程中制造的中间产品,以及用于驱动所述磨抛工具对切削后的中间产品的内部进行打磨和/或抛光。
8.在一些优选的实施方式中,所述减材与磨抛设备还包括用于放置所述切削刀具和所述磨抛工具的刀库。
9.在一些优选的实施方式中,所述减材与磨抛动力组件包括切削动力组件和磨抛动力组件;
10.所述切削动力组件用于驱动所述切削刀具切削所述增材设备在加工过程中制造的中间产品;
11.所述磨抛动力组件用于驱动所述磨抛工具对切削后的中间产品的内部进行打磨和/或抛光。
12.在一些优选的实施方式中,所述减材与磨抛动力组件为数控加工动力组件。
13.在一些优选的实施方式中,所述增材设备包括打印平台和激光加工组件。
14.在一些优选的实施方式中,所述磨抛工具包括磨具和/或抛光工具。
15.与现有技术相比,本实用新型的有益效果有:
16.通过减材与磨抛动力组件驱动切削刀具对增材设备在加工过程中制造的中间产品进行切削,再通过减材与磨抛动力组件驱动磨抛工具对切削后的产品的内部进行打磨和/或抛光,使得磨抛后的中间产品的内部尺寸能得到较高的精度,然后再由增材设备在磨抛后的中间产品的基础上进行打印,能使得最终得到的产品的内部尺寸具有较高的精度。
附图说明
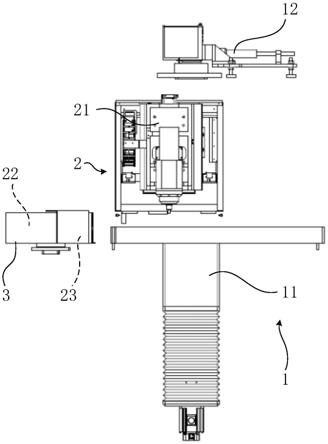
17.图1为本实用新型一个实施例的增材、切削与磨抛复合加工设备的结构示意图;
18.图2为本实用新型一个实施例的减材与磨抛动力组件的结构示意图。
具体实施方式
19.为了使本实用新型实施例所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合图1至图2及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
20.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。另外,连接即可以是用于固定作用也可以是用于电路连通作用。
21.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
23.参考图1,本实施例提供一种增材、切削与磨抛复合加工设备,用于生产对内部尺寸有要求的产品。本实施例的增材、切削与磨抛复合加工设备包括增材设备1和减材与磨抛设备2。
24.增材设备1用于通过增材制造技术生产产品,或者说打印产品。参考图1,在本实施例中,增材设备1包括打印平台11和激光加工组件12。打印平台11与激光加工组件12进行配合来开展打印产品。
25.减材与磨抛设备2包括减材与磨抛动力组件21、切削刀具22和磨抛工具23。
26.减材与磨抛动力组件21用于驱动切削刀具22切削增材设备1在加工过程中制造的中间产品,以及用于驱动磨抛工具23对切削后的中间产品的内部进行打磨和/或抛光。
27.具体的,在打印产品的过程中,增材设备1完成一个阶段的打印后,得到第一阶段产品,减材与磨抛动力组件21驱动切削刀具22对第一阶段产品进行切削加工,得到切削后的第一阶段产品;然后,减材与磨抛动力组件21再驱动磨抛工具23对切削后的第一阶段产品的内部进行打磨、或抛光、或者打磨和抛光,得到磨抛后的第一阶段产品;增材设备1在磨抛后的第一阶段产品的基础上继续打印,得到第二阶段产品,减材与磨抛动力组件21驱动切削刀具22对第二阶段产品进行切削加工,得到切削后的第二阶段产品;然后,减材与磨抛动力组件21再驱动磨抛工具23对切削后的第二阶段产品的内部进行打磨、或抛光、或者打磨和抛光,得到磨抛后的第二阶段产品;如此反复,得到最终产品,该产品的结构可能是半封闭或者全封闭的,后期难以对该产品的内部进行加工。
28.在本实施例中,在增材制造的过程中,通过减材与磨抛动力组件21驱动切削刀具22对增材设备1在加工过程中制造的中间产品进行切削,再通过减材与磨抛动力组件21驱动磨抛工具23对切削后的产品的内部进行打磨和/或抛光,使得磨抛后的中间产品的内部
尺寸能得到较高的精度,然后再由增材设备1在磨抛后的中间产品的基础上进行打印,能使得最终得到的产品的内部尺寸具有较高的精度。
29.其中,减材与磨抛动力组件21除了会驱动切削刀具22对中间产品的外表面进行切削加工,还会驱动切削刀具22对中间产品的内表面(或者说产品的内部)进行切削加工,以保障产品的外表面和内表面尺寸符合要求。
30.参考图1,本实施例的减材与磨抛设备2还包括用于放置切削刀具22和磨抛工具23的刀库3。如此,减材与磨抛动力组件21可以从刀库3装备不同的刀具,实现刀具的更换。
31.切削刀具22包括铣刀、车刀、钻头和丝锥中的至少一者,可根据实际的产品情况确定切削刀具的具体类型。切削刀具22的数量可以是多个。
32.磨抛工具23包括磨具、抛光工具、或者磨具和抛光工具,可根据实际的产品情况确定磨抛工具的具体类型。磨抛工具23的数量可以是多个。
33.本实施例的减材与磨抛动力组件21为数控加工动力组件,其通过更换刀具的方式来实现切削加工和磨抛加工;示例的,在对中间产品进行切削加工时,减材与磨抛动力组件21从刀库3装配切削刀具22;完成切削加工后,减材与磨抛动力组件21换下切削刀具22放回刀库3中,然后从刀库3中装配磨抛工具23对切削后的中间产品进行磨抛。
34.参考图2,在其他实施例中,减材与磨抛动力组件21包括切削动力组件211和磨抛动力组件212。切削动力组件211用于驱动切削刀具22切削增材设备1在加工过程中制造的中间产品;磨抛动力组件212用于驱动磨抛工具23对切削后的中间产品的内部进行打磨和/或抛光。如此,减材与磨抛设备2不用更换刀具就可以对产品实现切削加工以及磨抛加工,能缩短加工时间。
35.以上内容是结合具体/优选的实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,其还可以对这些已描述的实施方式做出若干替代或变型,而这些替代或变型方式都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1