一种异形工件特殊夹具机构的制作方法
1.本实用新型涉及数控钻床技术领域,尤其是涉及一种异形工件特殊夹具机构。
背景技术:
2.随着数控钻床行业的飞速发展,数控钻床逐渐替代大部分摇臂钻床和立钻,加工效率有质的提升,一些不规则的异形工件也逐渐用数控钻床来批量加工,比如零配件中的仪表壳体,且中部轴向方向具有通孔,其径向剖切面下半部分为规则矩形,上半部分为左右对称的带转角棱边的不规则形体,对于此类异行工件,当需要在其多个棱面上均进行钻孔加工时,往往处理较为困难,通常需要通过借助其他工具或者对异行工件的多个棱边依次定位加工,这种操作方式效率非常的低下,影响加工进度,且因工人操作误差问题造成加工精度不准确。
技术实现要素:
3.鉴于现有技术中存在的不足和缺陷,本实用新型的目的在于提供一种异形工件特殊夹具机构。
4.为了解决上述技术问题,本实用新型采用如下技术方案:括夹具本体、分度盘、螺杆锁紧夹紧部、钻模装置、定位部和异形工件,所述的异形工件中部轴向方向具有通孔,其径向剖切面下半部分为规则矩形,上半部分为左右对称的带转角棱边的不规则形体,所述的夹具本体和螺杆锁紧夹紧部配合完成对异形工件的夹紧,所述的钻模装置数量有多个,并设置在分度盘上,所述的分度盘能够将多个钻模装置设置在一定的角度上,所述的每个钻模装置能够对准异形工件的一个需要钻孔加工的面,从而以完成对异形工件在不同的角度棱面上的钻孔加工。
5.作为实用新型的进一步改进,所述的夹具本体包括支座板和立板,所述的立板竖直设在所述的支座板上。
6.作为实用新型的进一步改进,所述分度盘一部分为弧形边,一部分为多角棱边,且其中一部分棱边与异形工件的棱边一一对应平行,在与异形工件棱边平行的分度盘的棱面上分别设置一个钻模装置,所述的钻模装置对准异形工件的棱面,以完成对异形工件棱面的钻孔加工。
7.作为实用新型的进一步改进,所述的钻模装置包括钻模套、锁紧螺钉和钻模板,所述的钻模板一端固定在所述的分度盘上,所述的钻模套为中间开有通孔的t形凸台,所述的钻模板中部位置开有通孔并内嵌钻模套的非凸台部分,所述的钻模套端部凸台直径大于上述通孔,并露出钻模板上表面,所述的钻模套凸台上设有一个台阶,所述的上述台阶用锁紧螺钉的头部卡住,所述锁紧螺钉的螺纹部分旋拧进所述的钻模板上。
8.作为实用新型的进一步改进,所述的螺杆锁紧夹紧部包括锁紧手柄、螺杆、锁紧螺母、垫片和挡块,所述的螺杆依次穿过所述的挡块、夹具本体、分度盘、异形工件和垫片,所述的螺杆一端用锁紧螺母锁紧,一端用锁紧手柄锁紧。
9.作为实用新型的进一步改进,所述的定位部包括定位插销和定位挡销,所述的定位插销和定位挡销把分度盘固定定位在所述的夹具本体上,所述的定位挡销一端穿过分度盘后露出分度盘的表面,定位挡销的露出部分阻挡接触异形工件,以完成对异形工件的定位。
10.与现有技术相比,本实用新型具有的有益效果为:通过设置特殊的异形工件的夹具结构,能够完成对此类异形工件不同棱边的夹紧钻孔,大大提高了对此类异形工件的加工效率,加工精度高,操作方便,在生产加工中非常的实用。
附图说明
11.下面结合附图对本实用新型作进一步的说明:
12.图1为本实用新型一种异形工件特殊夹具机构的平面结构示意图;
13.图2为图1的a向视图;
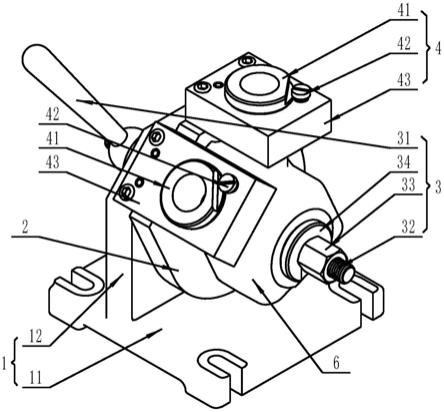
14.图3为本实用新型一种异形工件特殊夹具机构的立体结构示意图;
15.图中:1夹具本体,11立板,12支座板,2分度盘,3螺杆锁紧夹紧部,31锁紧手柄,32螺杆,33锁紧螺母,34垫片,35挡块,4钻模装置,41钻模套,42锁紧螺钉,43钻模板,5定位部,51定位插销,52定位挡销,6异形工件。
具体实施方式
16.以下结合附图1
‑
3对本实用新型作进一步详细说明。
17.本实用新型实施例公开一种异形工件特殊夹具机构。参照图1,一种异形工件特殊夹具机构,包括夹具本体1、分度盘2、螺杆锁紧夹紧部3、钻模装置4、定位部5和异形工件6,所述的夹具本体1和螺杆锁紧夹紧部3配合完成对异形工件6的夹紧,括夹具本体1、分度盘2、螺杆锁紧夹紧部3、钻模装置4、定位部5和异形工件6,所述的异形工件6中部轴向方向具有通孔,其径向剖切面下半部分为规则矩形,上半部分为左右对称的带转角棱边的不规则形体,所述的夹具本体1和螺杆锁紧夹紧部3配合完成对异形工件6的夹紧,所述的钻模装置4数量有多个,并设置在分度盘2上,所述的分度盘2能够将多个钻模装置4设置在一定的角度上,所述的每个钻模装置4能够对准异形工件6的一个需要钻孔加工的面,从而以完成对异形工件6在不同的角度棱面上的钻孔加工。
18.所述的夹具本体1包括支座板11和立板12,所述的立板12竖直设在所述的支座板11上;所述分度盘2一部分为弧形边,一部分为多角棱边,且其中一部分棱边与异形工件6的棱边一一对应平行,在与异形工件6棱边平行的分度盘2的棱面上分别设置一个钻模装置4,所述的钻模装置4对准异形工件6的棱面,以完成对异形工件6棱面的钻孔加工。所述的分度盘2通过定位插销51和定位挡销52固定在立板12上,所述的立板12和分度盘2中部轴线重合的通孔,所述的异行工件6也开有带有u形凹槽的开口,所述的螺杆32依次穿过立板12、分度盘2的通孔、异形工件6的凹形槽一端用锁紧螺母33锁紧,一端用锁紧手柄31锁紧,并且在锁紧螺母33和异行工件6之间设置垫片34,所述的锁紧手柄31和立板12之间设置挡块35。所述的钻模装置4包括钻模套41、锁紧螺钉42和钻模板43,所述的钻模板43一端固定在所述的分度盘2上,所述的钻模套41为中间开有通孔的t形凸台,所述的钻模板43中部位置开有通孔并内嵌钻模套41的非凸台部分,所述的钻模套41端部凸台直径大于上述通孔,并露出钻模
板43上表面,所述的钻模套41凸台上设有一个台阶,所述的上述台阶用锁紧螺钉42的头部卡住,所述锁紧螺钉42的螺纹部分旋拧进所述的钻模板43上。所述的定位挡销52一端穿过分度盘2后露出分度盘2的表面,定位挡销52的露出部分阻挡接触异形工件6,以完成对异形工件6的定位。
19.本实用新型实施例一种数控钻圆管浮动支撑装置的实施原理为:工作时,将与异行工件6相对应的分度盘2,通过定位插销51和定位挡销52固定在夹具本体1的立板12上,另外将异行工件6的一个端面紧贴分度盘2,异行工件6贴紧在分度盘2时,异行工件6的棱边要与分度盘2的棱边平行,所述立板12、分度盘2、异行工件6贴紧之后,用螺杆32穿过其中部的通孔,所述螺杆32的两端分别用锁紧螺母33和锁紧手柄31锁紧,在锁紧时,异形工件6的边缘要与定位挡销52接触,以准确定位异形工件6的安装位置,分度盘2上的两个或多个棱面上安装固定钻模装置4,钻模装置4上的钻模套41垂直对准异形工件6的棱面,以备配合钻头完成对异形工件6多个棱面的加工。
20.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。应当理解,此处所描述的具体实施方式仅用于理解本实用新型,并不用于限定本实用新型,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1