便携式机床的制作方法
1.本发明涉及便携式机床,更为详细而言,涉及通过电磁铁将机床主体相对于被加工物固定的状态下进行加工作业的便携式机床。
背景技术:
2.在穿孔机等的机床中,存在搬运到作业现场来进行被加工物的加工作业的便携式机床。这种便携式机床以各种方法相对于被加工物固定,但是考虑到操作的容易性、便利性,通过基于电磁铁的磁吸附来相对于被加工物进行固定。(专利文献1、2)
3.通常基于电磁铁的磁吸附设计为充分大的力,但是,有时由于加工作业时受到的反作用力、施加于机床主体的其他外力,机床主体从被加工物脱离。这样一来在电磁铁与被加工物之间产生间隙,基于电磁铁的磁吸附力急剧变小,担心无法将便携式机床相对于被加工物固定、便携式机床倾倒或者掉落。特别在钻头、环状刀具这种的加工工具被旋转驱动的过程中便携式机床出现倾倒的情况下存在危险。因此,在专利文献2所示的钻头装置中,设置对从电磁铁产生的磁通量进行测定的霍尔元件,在霍尔元件的输出电压v超过规定阈值va时判断为产生脱离从而停止钻头马达、送给马达的旋转。
4.在先技术文献
5.专利文献
6.专利文献1:jp特开2014-231129号公报
7.专利文献2:jp实开平3-126512号公报
技术实现要素:
[0008]-发明要解决的课题-[0009]
但是,电磁铁磁吸附于被加工物时的电磁铁周围的磁通密度的大小因被加工物的厚度、材质而变化。因此,以被加工物比较厚的情况、是具有比较强的磁性的材料的情况为基准而将规定阈值设定为比较大的值的情况下,在磁吸附于比较薄或者具有比较弱的磁性的被加工物的情况下担心无法适当地进行脱离的检测,相反,以被加工物比较薄的情况、是具有比较弱的磁性的材料的情况为基准而将规定阈值设定为比较小的值的情况下,在磁吸附比较厚或者具有比较强的磁性的被加工物的情况下担心无法适当地进行脱离的检测。
[0010]
因此,本发明的目的在于,提供一种即使电磁铁磁吸附的被加工物的板厚、材质不同也能够适当地检测电磁铁的脱离的便携式机床。
[0011]-解决课题的手段-[0012]
也就是说,本发明提供一种便携式机床,具备:
[0013]
机床主体;
[0014]
电磁铁,被安装于该机床主体,用于将该机床主体相对于被加工物固定;
[0015]
磁传感器,被配置于该电磁铁的周围;
[0016]
控制部,控制该电磁铁的工作;和
[0017]
驱动部,用于驱动被安装于该机床主体的加工工具,以使得进行针对该被加工物的加工作业,
[0018]
该控制部基于该电磁铁的工作中且开始基于该驱动部的加工作业之前的该磁传感器的输出值来设定正常动作范围,在开始加工作业之后的该磁传感器的输出值从该正常动作范围偏离时,判断为该电磁铁从该被加工物脱离。
[0019]
在该便携式机床中,基于电磁铁的工作中且驱动电动马达来开始加工作业之前所测定的磁传感器的输出值来设定正常动作范围,因此,能够设定与电磁铁进行磁吸附的被加工物的板厚、材质相匹配的适当的正常工作范围。由此,即使被加工物的板厚、材质不同也能够适当地检测电磁铁的脱离的判断。
[0020]
具体而言,该磁传感器检测通过该被加工物而形成的该电磁铁的磁路中的磁通密度,该输出值是表示该磁通密度的大小的值。
[0021]
此外,该正常动作范围是将基于该输出值的大小而决定的脱离判定基准值作为下限值的范围,
[0022]
该控制部在开始加工作业之后的该磁传感器的输出值小于该脱离判定基准值时能够判断为该电磁铁从该被加工物脱离。
[0023]
此外,该控制部检测对该电磁铁的提供电压,
[0024]
该控制部能够基于该电磁铁的工作中且开始基于该驱动部的加工作业之前的该磁传感器的输出值和该提供电压来设定该正常动作范围
[0025]
该情况下,该控制部能够在加工作业中该提供电压变化时,基于该提供电压的大小来重设定该正常动作范围。
[0026]
由此,能够减小由电源电压的变化引起的磁通密度的变化的影响,从而进一步稳定地判断电磁铁的脱离。
[0027]
此外,能够在该电磁铁的工作中且开始基于该驱动部的加工作业之前的该磁传感器的输出值为规定的第1阈值以上时,该控制部将该正常动作范围设定为将规定的第1脱离判定基准值作为下限值的范围,
[0028]
在该输出值小于该第1阈值且为比该第1阈值小的规定的第2阈值以上时,该控制部将该正常动作范围设定为将比该第1脱离判定基准值小的规定的第2脱离判定基准值作为下限值的范围。
[0029]
该情况下,能够在该电磁铁的工作中且开始基于该驱动部的加工作业之前的该磁传感器的输出值小于该第2阈值时,不能开始该驱动部的驱动。
[0030]
此外,还具备显示该便携式机床的状态的显示部,
[0031]
能够在该电磁铁的工作中且开始基于该驱动部的加工作业之前的该磁传感器的输出值为该第1阈值以上时、小于该第1阈值且为该第2阈值以上时、和小于该第2阈值时,分别进行不同的显示。
[0032]
以下,基于附图对本发明所涉及的便携式机床的实施方式进行说明。
附图说明
[0033]
图1是本发明的一实施方式所涉及的便携式机床的侧视图。
[0034]
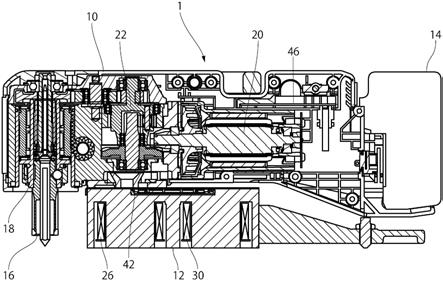
图2是图1的便携式机床的剖视图。
[0035]
图3是图1的便携式机床的功能框图。
[0036]
图4是表示本发明的一实施方式所涉及的便携式机床的动作的第1流程图。
[0037]
图5是表示本发明的一实施方式所涉及的便携式机床的动作的第2流程图。
[0038]
图6是表示本发明的一实施方式所涉及的便携式机床的动作的第3流程图。
[0039]
图7是表示本发明的其他实施方式所涉及的便携式机床的动作之中的阈值重设定相关的动作的流程图。
具体实施方式
[0040]
如图1所示,本发明的一实施方式所涉及的便携式机床1具备:机床主体10、被安装于机床主体10的下侧的电磁铁12。在机床主体10的后方,可装卸地安装有作为该便携式机床1的主电源的蓄电池14。如图2所示,机床主体10具备可装卸地安装环状刀具16(加工工具)的加工工具安装部18,在机床主体10内设有用于对加工工具安装部18进行旋转驱动的电动马达20(驱动部)。加工工具安装部18与电动马达20经由包含多个齿轮的齿轮机构22被驱动连结。如图1所示,在机床主体10安装有杆24,通过使该杆24枢转从而使加工工具安装部18与环状刀具16一起上下移动。如图2所示,电磁铁12具有环状的第1线圈26和相同的环状的第2线圈30。如果在将该便携式机床1载置于磁性体材料之上的状态下对这些第1线圈26以及第2线圈30提供来自蓄电池14的电力,则通过由电磁铁12产生的磁吸附力,机床主体10相对于作为磁性体材料的被加工物被固定。该便携式机床1是在通过电磁铁12将机床主体10相对于被加工物固定的状态下、将通过电动马达20被旋转驱动的环状刀具16抵接于被加工物来进行针对被加工物的加工作业的穿孔机。
[0041]
如图1所示,在机床主体10的侧面,配置有用于开始电动马达20的驱动的马达驱动开关34、用于使电动马达20的驱动停止的马达停止开关36、用于使电磁铁12的工作开始以及停止的电磁铁开关38。在机床主体10的侧面还配置有照明开关40。照明开关40被用于将配置在机床主体10的前方下表面的未图示的照明装置进行点亮以及熄灭。这些开关34、36、38、40均是在按压的期间成为接通状态、若手离开则返回至断开状态的按钮式瞬时开关。在机床主体10还设置有用于将该便携式机床1的状态表示给作业者的led显示部41。
[0042]
如图2所示,在电磁铁12安装有磁传感器42。磁传感器42测定在电磁铁12的周围穿过被加工物而形成的电磁铁12的磁路中的磁通密度的大小。
[0043]
该便携式机床1在机床主体10内具有控制电路基板46,在控制电路基板46设有用于对电动马达20、电磁铁12等进行控制的控制部48(图3)。若将蓄电池14装配于机床主体10,则从蓄电池14经由控制用电源电路50对控制部48提供电力从而控制部48启动。控制部48根据马达驱动开关34、马达停止开关36、以及电磁铁开关38的操作状态以及此时的该便携式机床1的动作状态,来控制电动马达20的驱动以及电磁铁12的工作。控制部48在驱动电动马达20时,对马达控制部52发送控制信号从而控制电动马达20的旋转速度。此时,控制部48通过马达电流检测部54检测电动马达20中流过的电流量来监视电动马达20的负载状况。控制部48在使电磁铁12进行工作时,经由线圈控制电路56来控制第1线圈26以及第2线圈30提供的电力。由于第1线圈26与第2线圈30被串联连接,因此对第1线圈26与第2线圈30提供的电力通常相同。线圈断线检测电路58检测第1线圈26与第2线圈30中流过的电流,来检测第1线圈26与第2线圈30的断线。在检测出第1线圈26或者第2线圈30的断线的情况下,控制
部48停止控制并且使led显示部41点亮来将线圈26、30出现断线这一情况告知使用者。此外,控制部48存储线圈26、30出现断线这一情况,在蓄电池14暂时被卸下之后被重新连接从而控制部48的控制重新开始时,使led显示部41点亮从而将线圈26、30处于断线这一情况告知使用者。
[0044]
在控制电路基板46还设有电源电压检测电路60,该电源电压检测电路60用于检测与机床主体10连接的蓄电池14的电压(电源电压)。
[0045]
以下基于图4至图6的流程图来说明该便携式机床1的动作。如图4所示,若在机床主体10装配蓄电池14并对控制部48提供电力,则基于控制部48的控制开始(s10)。首先,控制部48判定是否为电磁铁开关38未被按下而处于断开状态(s12)。在断开状态的情况下,若电磁铁开关38被按下而从断开状态变为接通状态(s18),则控制部48开始电磁铁12的工作(s20)。若电磁铁12进行工作,则该便携式机床1通过电磁铁12的磁吸附力被固定于被加工物。
[0046]
在控制开始时电磁铁开关38不是断开状态、即电磁铁开关38被按下从而处于接通状态的情况下(s12),控制部48不开始电磁铁12的工作,在该状态持续了5秒的情况下(s14),使led显示部41闪烁来进行警告显示(s16)。由此,在作业者错误地按下电磁铁开关38的状态下装配蓄电池14时,防止控制被开始同时电磁铁12的工作开始从而突然地进行磁吸附。如果作业者从电磁铁开关38拿开手从而电磁铁开关38成为断开状态,则led显示部41的警告显示被解除,并且控制进入步骤s18。另外,在电磁铁12的工作开始之前,即使将马达驱动开关34设为接通,控制部48也不开始电动马达20的驱动。
[0047]
若电磁铁12进行工作,则如图5所示,控制部48通过磁传感器42测定电磁铁12的周围的磁通密度(s22)。在表示被测定的磁通密度的大小的磁传感器42的输出值为规定的第1阈值x[v]以上的情况下(s24),控制部48判断为电磁铁12进行磁吸附的构件的板厚为α[mm]以上(s26),为了向作业者表示是充分的板厚且电磁铁12的磁吸附力是充分的大小,使led显示部41的蓝色led点亮(s28)。在磁传感器42的输出值小于x[v](s24)且为比x小的规定的第2阈值y[v]以上时(s30),控制部48判断为板厚小于α[mm]且为β[mm]以上(s32),为了向作业者表示尽管是安全动作范围内但是板厚略薄电磁铁12的磁吸附力略小,使led显示部41的黄色led点亮(s34)。在此,所谓安全动作范围,是指产生能够没有危险地进行基于该便携式机床1的加工作业的大小的磁吸附力的磁通密度的范围。在蓝色led或者黄色led点亮的状态下,若马达驱动开关34被按压从而成为接通状态(s38),则控制部48开始电动马达20的驱动(s40)。
[0048]
在磁传感器42的输出值小于y[v]且未处于安全动作范围内时(s30),控制部48为了向作业者表示板厚过于薄从而没有得到充分的磁吸附力,使led显示部41点亮红色led(s36)。该状态下,即使马达驱动开关34被按压从而成为接通状态,控制部48也不开始电动马达20的驱动。
[0049]
在电磁铁12进行工作但是电动马达20未进行驱动的状态下,若长按电磁铁开关34并将接通状态维持2秒以上(s42、s44),之后停止电磁铁开关34的长按从而电磁铁开关34成为断开状态(s46),则控制部48停止电磁铁12的工作(s48)。由此,一连串的控制结束(s50)。
[0050]
若在步骤s40中电动马达20的驱动开始,则控制部48执行用于检测加工作业中的该便携式机床1的脱离、被加工物的板厚的变化的图6所示的控制。控制部48首先确认是否
判断出被加工物的板厚为α[mm]以上(s52)。在判断出板厚为α[mm]以上的情况下,控制部48将磁传感器42的输出值与规定的第1脱离判定基准值a[v]进行比较(s54)。第1脱离判定基准值a[v]是板厚为α[mm]以上时被设定的正常动作范围的下限值,是比第1阈值x[v]小的值。这里,所谓正常动作范围,是能够视为在加工作业中该便携式机床1没有从被加工物脱离而适当被固定于被加工物的磁通密度的范围。控制部48在磁传感器42的输出值小于第1脱离判定基准值(a[v])、即从正常动作范围偏离时,判断为电磁铁12从被加工物脱离,为了向作业者表示这一情况,使led显示部41的红色led点亮(s56),并且停止电动马达20的驱动(s58)。在电动马达20停止后,基于控制部48的控制返回至上述步骤22。
[0051]
在步骤s54中,在磁传感器42的输出值为第1脱离判定基准值(a[v])以上、即处于正常动作范围内时,控制部48判断为电磁铁12未从被加工物脱离,从而继续电动马达20的驱动。在电动马达20的驱动继续时,若马达停止开关36被按压从而成为接通状态(s66)、或者电磁铁开关38被按压从而成为接通状态(s68),则控制部48停止电动马达20的驱动(s58),返回至上述步骤s22的控制。在马达停止开关36和电磁铁开关38均未按压而处于断开状态时,通过磁传感器24重新测定电磁铁12的周围的磁通密度(s70),并返回至上述步骤s52的控制。
[0052]
在判断为板厚不是α[mm]以上、即小于α[mm]且为β[mm]以上的情况下(s52),将磁传感器42的输出值与规定的第2脱离判定基准值b[v]进行比较(s60)。第2脱离判定基准值b[v]是板厚小于α[mm]且为β[mm]以上时的正常动作范围的下限值,是比第2阈值y[v]以及第1脱离判定基准值a[v]小的值。在磁传感器42的输出值小于第2脱离判定基准值(b[v])、即处于正常动作范围外时(s60),控制部48判断为电磁铁12从被加工物脱离,为了向作业者表示这一情况,使led显示部41的红色led点亮(s56),并且停止电动马达20的驱动(s58)。在磁传感器42的输出值为b[v]以上的情况下(s60),控制部48将磁传感器12的输出值与第1阈值x[v]进行比较(s62)。在磁传感器42的输出值为x[v]以上时,判断为板厚增加至α[mm]以上(s64)。假定这是尽管当初板厚小于α[mm]、但是中途在被加工物之下进行其他板的安装等从而整体的板厚增加至α[mm]以上的这种情况。之后进入步骤66,进行上述的控制。
[0053]
这样,在该便携式机床1中,基于电磁铁12的工作中且开始基于电动马达20的加工作业之前的磁传感器42的输出值来设定正常动作范围。因此,能够设定与电磁铁12进行磁吸附的被加工物的板厚相匹配的适当的正常工作范围,能够更加稳定且适当地进行电磁铁12的脱离的判断。另外,尽管在电磁铁12没有从被加工物脱离而进行横向滑动的情况下电磁铁12从板厚比较厚的部分移动至比较薄的部分时磁传感器42的输出值也降低,但是由此磁传感器42的输出值从正常工作范围偏离的情况下控制部48也判断为电磁铁12出现了脱离。也就是说,本技术的脱离的判断中也能够包含产生了上述这种横向滑动的判断。
[0054]
在本发明的其他实施方式中,在图5的s22和图6的s70的基于磁传感器42的磁通密度的测定之后,执行基于图7所示的电源电压的阈值的重设定。其他的控制与上述实施方式同样。
[0055]
在基于电源电压的阈值的重设定中,首先,进行向电磁铁12的提供电压、即蓄电池14的电压(电源电压)的测定(s100),将测定出的电源电压与规定阈值z[v]进行比较(s102)。在电源电压大于z[v]的情况下,将各阈值、基准值(x、y、z、a、b)变更为增大了规定的增减值(a、b、c、d、e)的值(s104)。即,对x加上a,对y加上b,对z加上c,对a加上d,对b加上
e。然后,对测定的电源电压与变更的z[v]进行比较(s106),在电源电压为z[v]以上时,将各阈值、基准值(x、y、z、a、b)变更为进一步增大了规定的增减值(a、b、c、d、e)的值(s104)。对此进行到测定出的电源电压小于被变更的z[v]为止。在s102中电源电压为z[v]以下时,将各阈值、基准值(x、y、z、a、b)变更为减小了规定的增减值(a、b、c、d、e)的值(s108)。即,从x减去a,从y减去b,从z减去c,从a减去d,从b减去e。然后,对测定出的电源电压与变更的z[v]进行比较(s110),在测定出的电源电压为z[v]以下时,将各阈值、基准值(x、y、z、a、b)变更为进一步减小了规定的增减值(a、b、c、d、e)的值(s108)。对此进行到电源电压变得大于被变更的z[v]为止。例如,在测定出的电源电压为19.5v、当初的阈值z[v]为18v、增减值c为1v的情况下,由于电源电压(19.5v)大于18v(s102),因此z被重设定为大了1v的19v(s104)。由于电源电压(19.5v)未小于被变更的z(19v)(s106),因此z被重设定为进一步增大了1v的20v(s104)。于是,由于电源电压(19.5v)小于被变更的z(20v),因此图7的阈值的重设定结束。在此期间,其他的阈值、基准值(x、y、a、b)也按照对应的增减值(a、b、d、e)分别重设定为较大的值。
[0056]
上述的基于电源电压的阈值的重设定在驱动电动马达20开始加工作业之前(图5的s22之后)、驱动电动马达20进行加工作业的过程中(图6的s70之后)来进行。
[0057]
特别在对电源利用蓄电池14的情况下,伴随着蓄电池剩余容量的降低,电源电压降低,提供至电磁铁12的电压也降低。于是,在电磁铁12的周围产生的磁通密度变小。也就是说,在电磁铁12的周围产生的磁通密度的大小不仅依赖于被加工物的板厚,也依赖于电源电压的大小。在上述实施方式中,由于根据电源电压的大小来变更各阈值、基准值的大小来对正常工作范围进行重设定,因此能够减小由电源电压的变化引起的磁通密度的变化对脱离判定带来的影响,能够进一步稳定地检测电磁铁12的脱离。
[0058]
以上,对本发明的实施方式进行了说明,但是本发明并不限定于这些实施方式。例如,也可以设为不是安装环状刀具而安装钻头等其他加工工具的机床。此外,在上述实施方式中将蓄电池用作为主电源,但是也可以将ac电源等的外部电源作为主电源。此外,将电动马达用作为驱动部,但是也可以将气动马达等的其他装置用作为驱动部。在上述实施方式中,以α[mm]以上、小于α[mm]且为β[mm]以上、小于β[mm]的三阶段进行板厚的判断,来设定正常动作范围,但是也可以更加细致地或者无阶段地判断板厚来设定正常动作范围。另外,根据电磁铁进行磁吸附的被加工物的材质而在电磁铁的周围产生的磁通密度的大小也变化。因此,在便携式机床针对不同材质的被加工物使用等情况下,也未必进行板厚的判断,可以基于加工作业前的磁传感器的输出值直接设定正常动作范围。
[0059]
符号说明
[0060]
1 便携式机床
[0061]
10 机床主体
[0062]
12 电磁铁
[0063]
14 蓄电池
[0064]
16 环状刀具
[0065]
18 加工工具安装部
[0066]
20 电动马达
[0067]
22 齿轮机构
[0068]
24 杆
[0069]
26 第1线圈
[0070]
30 第2线圈
[0071]
34 马达驱动开关
[0072]
36 马达停止开关
[0073]
38 电磁铁开关
[0074]
40 照明开关
[0075]
41 led显示部
[0076]
42 磁传感器
[0077]
46 控制电路基板
[0078]
48 控制部
[0079]
50 控制用电源电路
[0080]
52 马达控制部
[0081]
54 马达电流检测部
[0082]
56 线圈控制电路
[0083]
58 线圈断线检测电路
[0084]
60 电源电压检测电路。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1