激光打孔装置的制作方法
1.本发明涉及激光打孔装置,尤其涉及一种使入射的激光束的光轴移动而变更照射于工件表面的位置,并使光轴移动部旋转而能够迅速执行孔加工的激光打孔装置。
背景技术:
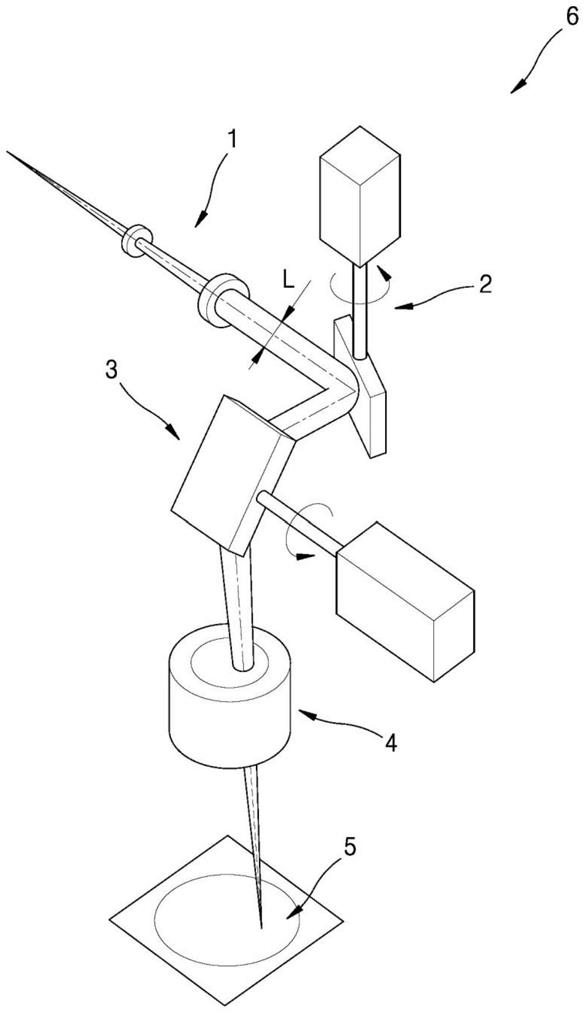
2.图1示出了根据以往技术的激光打孔装置的一个示例。根据以往技术的激光打孔装置包括使激光束的焦点可变的焦点可变模块1、使激光束的照射位置可变的第一扫描器模块2和第二扫描器模块3、使激光束聚光的平场聚焦透镜模块(focus-theta lens)4构成。穿过所述各装置的激光束照射于既定工件的照射面5。
3.这种以往激光打孔装置为了变更激光束的方向,需同时驱动第一、第二扫描器模块2、3,因而在实现高速打孔方面存在局限。另外,当激光束相对于工件需照射的面积较大时,需在利用平台而使配置于所述平场聚焦透镜模块4下方的工件移动的同时照射激光束,因而需要用于移动工件的另外的平台,存在费用增加、安装复杂的缺点。另外,需消除为了使平台移动而控制延时的问题。
技术实现要素:
4.技术课题
5.本发明正是为了解决上述问题而研发的,其目的尤其在于提供一种使入射的激光束的光轴移动而变更照射于工件表面的位置,并使光轴移动部旋转而能够迅速执行孔加工的激光打孔装置。
6.技术方案
7.为了实现上述目的,根据本发明实施例的激光打孔装置的特征在于,包括:变焦模块,所述变焦模块使激光束的焦距可变;光轴移动部,当将穿过所述变焦模块的激光束入射时的光轴称为基准光轴时,所述光轴移动部使所述激光束相对于所述基准光轴移动既定距离并射出;第一驱动部,所述第一驱动部使所述光轴移动部旋转;第一聚焦透镜,所述第一聚焦透镜对穿过所述光轴移动部的激光束进行聚焦;其中,借助于所述驱动部而使光轴移动部旋转,借助于所述变焦模块而渐进地使所述激光束的焦距变长,同时对工件表面进行打孔。
8.另外,优选所述光轴移动部包括:第一棱镜,所述第一棱镜使入射的所述激光束折射;第二棱镜,所述第二棱镜与所述第一棱镜隔开,相对于所述第一棱镜倒转配置。
9.另外,所述激光束从所述基准光轴偏离的距离越大,则在所述工件上形成的孔的尺寸越大。
10.另外,优选在所述光轴移动部与所述第一聚焦透镜之间,配备有变更照射于所述工件表面的激光束方向的扫描器。
11.另外,优选所述第一聚焦透镜为远心透镜,所述远心透镜用以使得与入射激光束位置无关地垂直照射于所述工件照射。
12.另外,优选所述第一聚焦透镜为远心透镜,所述远心透镜用以使得与入射激光束位置无关地垂直于所述工件照射,在所述远心透镜与所述工件之间配备有第二聚焦透镜,包括第二驱动部,所述第二驱动部使所述第二聚焦透镜移动,以使所述第二聚焦透镜向所述扫描器照射激光束的方向联动移动。
13.另外,优选变更所述第一棱镜与所述第二棱镜的距离,从而变更穿过所述聚焦透镜的激光束光轴的位置。
14.发明效果
15.根据本发明实施例的激光打孔装置可以移动入射的激光束的光轴,变更照射于工件表面的位置,使光轴移动部旋转并迅速执行孔加工。特别是根据本发明实施例,提供可以迅速加工锥形孔的效果。
16.另外,激光束的光轴借助于光轴移动部而变更,所述光轴移动部借助于第一驱动部而旋转,从而提供可以迅速容易地变更激光束照射的方向的效果。
17.另外,根据本发明实施例,利用远心透镜确保宽阔的激光束照射区域,提供确保宽阔的工件加工面积的效果。
18.另外,在所述远心透镜的后端配置的第二聚焦透镜使激光束的焦距比只使用所述远心透镜时变短,从而确保入射到工件表面的较大的激光束角度,提供容易加工大倾斜的锥形孔的效果。
附图说明
19.图1是以往激光打孔装置的概念图,
20.图2是根据本发明一实施例的激光打孔装置的概念图,
21.图3是示出图2中的光轴移动部旋转180度的状态的图,
22.图4是示出从图2打孔至图3的状态的俯视图,
23.图5是图2中的光轴移动部旋转并打孔的状态的侧视图,
24.图6是示出图2中的激光束的焦距变更为f2的状态的图,
25.图7是图6中的光轴移动部旋转并打孔的状态的侧视图,
26.图8是示出图6中的激光束的焦距变更为f3的状态的图,
27.图9是示出图8中的光轴移动部旋转并打孔的状态的侧视图,
28.图10是根据本发明另一实施例的激光打孔装置的概念图,
29.图11是本发明又一实施例中采用的扫描器的立体图,
30.图12是根据本发明又一实施例的激光打孔装置的概念图,
31.图13是图12采用的主要构成的框图。
具体实施方式
32.下面参照附图,详细说明本发明的优选实施例。
33.图2是根据本发明一实施例的激光打孔装置的概念图,图3是示出图2中的光轴移动部旋转180度的状态的图,图4是示出从图2打孔至图3的状态的俯视图,图5是图2中的光轴移动部旋转并打孔的状态的侧视图。图6是示出图2中的激光束的焦距变更为f2的状态的图,图7是图6中的光轴移动部旋转并打孔的状态的侧视图,图8是示出图6中的激光束的焦
距变更为f3的状态的图,图9是示出图8中的光轴移动部旋转并打孔的状态的侧视图。
34.根据本发明一实施例的激光打孔装置包括变焦模块10、光轴移动部20、第一驱动部30、第一聚焦透镜40。
35.配备所述变焦模块10以使激光束的焦距可变。变焦模块10包括彼此之间距离可变的多个透镜。通过调节所述透镜之间的距离,穿过变焦模块10的激光束的焦距可变。
36.例如,变焦模块10可以包括沿激光束的光路径方向整齐配置的凹透镜、凸透镜及使所述凹透镜或凸透镜的位置移动的移动模块(未示出)。因此,通过调整凹透镜与凸透镜之间距离,可以调节穿过变焦模块10的激光束的焦距。穿过所述变焦模块10的激光束可以以平行状态行进,或者扩散(divergency),或者以聚焦的形态行进。
37.在将穿过所述变焦模块10的激光束入射时的光轴称为基准光轴ra时,配备所述光轴移动部20以使所述激光束相对于所述基准光轴ra移动既定距离并射出。所述激光束在穿过所述光轴移动部20的同时折射,激光束的行进路径被变更。
38.具体地,根据本实施例,所述光轴移动部20包括第一棱镜21和第二棱镜22。
39.如图2所示,所述第一棱镜21使入射的激光束折射。以图2为基准时,所述激光束在穿过所述第一棱镜21的同时向下方折射既定角度。所述第二棱镜22与所述第一棱镜21隔开配置,相对于所述第一棱镜21倒转配置。即,所述第二棱镜22以相对于所述第一棱镜21的线对称结构配置。
40.穿过所述第一棱镜21的激光束在所述第二棱镜22中第二次折射。如图2所示,穿过所述第二棱镜22的激光束的光轴以与基准光轴ra隔开既定距离d1的状态移动,激光束的行进路径发生变更。
41.图2是穿过变焦模块10的激光束水平行进的情形,穿过所述光轴移动部20的激光束的光轴与所述基准光轴ra平行移动既定距离d1。在图2中,双点划线的宽度简要示出了激光束的尺寸,穿过光轴移动部20的同时发生折射的激光束的光轴用虚线标记。另一方面,根据本实施例,所述第一、第二棱镜21、22的剖面构成梯形形态,但所述第一、第二棱镜21、22的剖面也可以构成三角形形态。
42.所述第一棱镜21与所述第二棱镜22的距离如果变更,则所述激光束的光轴的位置变更。参照图2,所述第一、第二棱镜的距离d如果增加,则穿过光轴移动部20的激光束的光轴va与基准光轴ra的距离d1进一步增加,因此,穿过第一聚焦透镜40的光轴的位置发生变更。
43.配备所述第一驱动部30以使所述光轴移动部20旋转。
44.根据本实施例,所述第一驱动部30使所述光轴移动部20以所述基准光轴ra为中心轴旋转。图3示出所述第一驱动部30使所述光轴移动部20旋转180
°
的状态。
45.如图3所示,如果所述光轴移动部20借助于所述第一驱动部30而旋转180
°
,则穿过所述第二棱镜22的激光束的光轴va在所述光轴移动部20旋转180
°
前(图2的状态)的状态下,以所述基准光轴ra为中心旋转半圈而位于对面。即,激光束的光轴va相对于所述基准光轴ra旋转180
°
。图4示出激光束的光轴va旋转180
°
而按半圆打孔的状态。
46.如果所述第一驱动部30使所述光轴移动部20连续旋转,则所述激光束的光轴va以所述基准光轴ra为中心旋转,所述激光束在所述工件80的表面画圆并对所述工件80的表面打孔。
47.如果调节所述第一棱镜21与第二棱镜22的距离,则可以调节所述激光束的光轴va从所述基准光轴ra偏离的距离d1。例如,如果使所述第一棱镜21与第二棱镜22的距离进一步增加,则所述激光束的光轴va从所述基准光轴ra移动得更远。
48.因此,所述激光束从所述基准光轴ra偏离的距离越大,在所述工件80上形成的孔的尺寸则可以加工得越大。即,使激光束的光轴从所述基准光轴ra移动后,如果借助于所述第一驱动部30而使所述光轴移动部20旋转,则可以在所述工件80的表面加工以所述激光束的光轴为半径远离所述基准光轴ra的孔。
49.配备所述第一聚焦透镜40以对穿过所述光轴移动部20的激光束进行聚焦。所述第一聚焦透镜40使穿过所述光轴移动部20的激光束折射而聚焦,从而在所述工件80的表面形成焦点。所述第一聚焦透镜40可以采用已公知的构成。
50.根据这种构成,根据本发明一实施例的激光打孔装置借助于所述第一驱动部30而使光轴移动部20旋转,借助于所述变焦模块10而使所述激光束焦距渐进式变长,同时对所述工件80的表面打孔。
51.具体参照附图进行说明。
52.图2、图3和图5示出相对于所述基准光轴ra在工件80表面打出半径为r1的孔。在图2、图3及图5中,激光束的焦距为f1,焦点在工件80的表面(前面)81形成。随着所述光轴移动部20的旋转,激光束进行旋转,半径为r1,以激光束实际聚焦时的尺寸在所述工件80上形成槽。
53.图6和图7示出使激光束的焦距变长的情形。在图6和图7中,激光束的焦距为f2(f2》f1),焦点在工件80内部形成。与图3相比,图6和图7示出了如果使激光束的焦距后退并使所述光轴移动部20旋转,则在激光束旋转的同时在所述工件80上形成槽的情形。在连续形成所述槽的同时对工件80打孔。
54.图6中的激光束的焦点被调节成在图3的激光束的光轴上形成。在图7中形成的槽处于图5中形成的槽的延长线上,由于焦距后退,因而图7的半径r2大于图5的半径r1。
55.图8和图9示出将激光束的焦距比图6变长并打孔的情形。与图6中一样,图8中激光束的焦距被调节得在图3中激光束的光轴上形成。
56.具体地,图8中激光束的焦点在图6中激光束的光轴上后退,在工件80的底面形成。即,激光束的焦距给出为f3(f3》f2)。图9中形成的槽位于在图7形成的槽的延长线上,焦距后退,因而图9的半径r3大于图7的半径r2。
57.结果,经过图2、图6和图8的过程,在工件80上加工出锥形的孔。此时,为了便于说明,不连续地描述了图2、图6和图8的各过程,但实际上,在激光束的焦点连续后退的同时执行打孔。如上所述,根据本发明实施例,激光束的焦点在最初照射于工件80表面的激光束光轴上后退并形成,结果,可以进行锥形孔加工。另外,可以将图11的扫描器50配置于第一聚焦透镜40的前端,将激光束照射于工件80上所需位置并执行打孔。
58.图10示出本发明另一实施例。与图2的实施例一样,本实施例包括变焦模块10、光轴移动部20、第一驱动部30和第一聚焦透镜40。所述变焦模块10、光轴移动部20、第一驱动部30的构成与如上所述实施例的构成相同,因此不再赘述。
59.不过,在本实施例中,不同之处在于使用远心透镜(telecentric lens)作为所述第一聚焦透镜40。所述远心透镜使激光束与入射的激光束位置无关地垂直紧身于所述工件
80。
60.如图10所示,穿过所述光轴移动部20的激光束入射到所述远心透镜时,与所述激光束入射的角度无关,穿过所述远心透镜的激光束垂直照射于工件80。远心透镜本身为公知的构成,因此不再赘述。
61.在本实施例中,通过使用远心透镜作为所述第一聚焦透镜40,从而可以增大在所述工件80上形成的孔的直径,通过使用远心透镜,从而可以容易地加工所述工件80的前面81和后面82的直径相同的孔。
62.与图2的实施例一样,根据本发明又一实施例,包括变焦模块10、光轴移动部20、第一驱动部30和第一聚焦透镜40,而且在所述光轴移动部20与所述第一聚焦透镜40之间可以配备有扫描器50,所述扫描器50变更照射于所述工件80表面的激光束的方向。在本实施例中,所述变焦模块10、光轴移动部20、第一驱动部30和第一聚焦透镜40的构成与如上所述实施例的构成相同,因此不再赘述。
63.所述扫描器50使激光束在预定工件80整个表面沿着预定路径连续或断续照射于所需位置。
64.如图11所示,所述扫描器50可以包括第一反射镜模块51和第二反射镜模块52。所述第一、第二反射镜模块51、52可以为所谓x-y扫描器装置。
65.图11示出根据本实施例的第一、第二反射镜模块51、52。所述第一反射镜模块51可以包括反射激光束的第一反射镜511、使所述第一反射镜511旋转的第一马达512而构成。另外,与所述第一反射镜模块51一样,所述第二反射镜模块52可以包括反射激光束的第二反射镜521、使所述第二反射镜521旋转的第二马达522而构成。
66.将如上所述构成扫描器50的第一反射镜511和第二反射镜521的旋转进行组合,使激光束可以照射于所需位置。这种基于反射镜和马达的扫描器装置的运转可以应用根据以往技术的内容,因而不再赘述。
67.所述扫描器50可以应用于图10的实施例。可以利用所述扫描器50,使激光束移动至远心透镜的边缘,此时,远心透镜可以全部使用透镜表面,因而可以提供能在工件80上确保宽阔加工面积的效果。
68.图12示出本发明又一实施例。本实施例可以变更扫描器50在图10中应用的实施例而实现。具体地,本实施例包括变焦模块10、光轴移动部20、第一驱动部30、远心透镜和扫描器50,在此基础上,包括第二聚焦透镜90和第二驱动部60。所述变焦模块10、光轴移动部20、第一驱动部30、远心透镜和扫描器50与如上所述实施例的构成相同,因此不再赘述。
69.如图12所示,所述第二聚焦透镜90配备于所述远心透镜与所述工件80之间。所述第二聚焦透镜90使穿过所述远心透镜的激光束的焦距变短。参照图10,穿过所述远心透镜的激光束的焦距为f4,但配置有所述第二聚焦透镜90,所述激光束的焦距变短为f5。即,f4》f5的关系成立。
70.因此,使激光束的焦距比只使用所述远心透镜时变短,确保入射到工件80表面的激光束的角度更大,提供容易加工倾斜更大的锥形(更大地确保延伸孔内壁而相交的虚拟顶角)的孔的效果。而且,提供可以缩小装备尺寸而紧凑构成的效果。
71.配备所述第二驱动部60以使所述第二聚焦透镜90移动,以使所述第二聚焦透镜90向所述扫描器50照射激光束的方向联动移动。即,所述第二驱动部60沿着扫描器50照射激
光束的方向,使所述第二聚焦透镜90移动。所述第二驱动部60使所述第二聚焦透镜90按照扫描器50照射激光束的方向移动,从而提供无需利用另外的平台来使工件80移动,便可以简便地向所需位置照射激光束而迅速加工孔的效果。
72.根据本实施例,可以在所述第二聚焦透镜90移动的同时在工件80的多个位置加工孔。参照图12,光轴移动部20使激光束的光轴旋转,扫描器50使激光束穿过图12所示的第二聚焦透镜90的位置。于是,穿过所述第二聚焦透镜90的激光束的光轴va进行旋转的同时在工件80上加工孔。此时,借助于所述变焦模块10而使穿过所述第二聚焦透镜90的激光束的焦距渐进地变长,从而根据与图2、图6及图8类似的过程来加工锥形孔。
73.当扫描器50要向工件80的不同位置照射激光束而加工孔时,所述第二驱动部60使所述第二聚焦透镜90移动到对应于设定位置的位置,以使所述扫描器50照射激光束。之后的孔加工与上述内容相同,经过这种过程可以在多个位置迅速加工孔。
74.在图12的实施例中,控制部70控制变焦模块10对激光束焦距的调节,并控制扫描器50的运转以向设定位置照射激光束。另外,所述控制部70控制使光轴移动部20旋转的第一驱动部30和使第二聚焦透镜90移动的第二驱动部60的运转。所述控制部70控制变焦模块10、扫描器50、第一、第二驱动部的运转的实施,可以应用通常的控制领域的技术,因此不再赘述。
75.如上所述根据本发明实施例的激光打孔装置使入射的激光束的光轴移动而变更照射于工件80表面的位置,使光轴移动部20旋转,从而使激光束的光轴旋转,提供迅速加工孔的作用以及效果。
76.以上列举优选实施例详细说明了本发明,但本发明不限于所述实施例,可以在不超出本发明范畴的范围内提供多种变形。因此,本发明真正的技术保护范围应由附带的权利要求书的技术思想确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1