一种磁控摆动等离子电弧熔宽的调节控制方法
1.本发明属于焊接技术领域,具体的说是用于电弧增材制造方面上的一种磁控摆动等离子电弧熔宽的调节控制方法。
背景技术:
2.等离子弧与自由电弧的物理本质相同,目前磁控自由电弧的技术已趋成熟,结合焊接参数制作的电弧传感器在焊缝跟踪方面也已经取得很多成果。近些年在自由电弧焊接的基础上发展起来了一种等离子焊。等离子焊通过机械压缩将电弧柱的横截面减小,加上水冷作用,磁收缩作用,使得电弧的弧柱收缩,具有能量高、挺度大、焊接速度快等特点。
3.两者不足之处在于:自由电弧的弧柱区比较散,一般呈现钟罩状,能量不够集中、温度较低、挺度比较小;而等离子焊对弧柱区约束太多,形成的等离子弧挺度大,不易控制,单纯利用自由电弧的相关焊接参数难以有效进行焊缝跟踪与熔宽的有效控制。
4.增材制造概念的提出始于20世纪80年代后期,我国则于90年代初开始研究。经过短短20余年的时间,这一技术已取得了飞速发展,在航空航天、微纳制造、生物医学工程等诸多领域的应用前景十分广阔。电弧增材制造中的熔宽是关系到焊接质量的一个重要参数。研究控制熔宽,对于增材制造自动化、智能化发展意义重大。
5.因熔宽不均匀而导致的焊接缺陷问题,一直以来受到普遍关注。针对如何解决熔宽不均匀这一问题,如“杨鹏昊提出的一种窄间隙焊接熔宽的自适应检测控制系统及方法,通过检测出熔宽不均匀即熔宽的宽窄变化这一焊缝信息后,用比较脉冲总数大小的方式,调整焊炬摆动振幅的大小,实现熔宽的自适应控制。”此方法确实能够提高电弧焊的焊接稳定性,在检测到熔宽宽窄信息之后,通过计算机控制马达操纵升缩杆调整焊枪摆动幅度,使焊枪自适应熔宽变化,但是对于熔宽的均匀程度的调节,做的不够到位,通过机械操纵难免会产生熔宽调整的巨大误差并没有实时数据能够表现出对于熔宽宽窄变化的一个精确调节;还有就是李林提出的磁控摆动电弧埋弧焊跟踪系统的电弧运动学及熔宽的研究也考虑到了许多影响熔宽的焊接参数,比如励磁线圈匝数,励磁电流,励磁频率,焊接电流,焊接速度以及电弧电压等等,这些焊接参数都会对熔宽产生巨大影响,为此李林也做了这些焊接参数的数学模型仿真,证实了这些参数对熔宽会有影响的可能性。而本发明是采用一种磁控摆动等离子弧的方式,通过一系列的方法得知熔宽宽窄变化之后,根据预先设立的励磁线圈匝数和熔宽之间的函数关系,通过调节励磁线圈匝数,最终影响等离子弧的摆幅去实现更精确的调节熔宽宽窄的变化。
技术实现要素:
6.本发明的目的在于解决现有的在增材制造方向上熔宽不均匀导致焊接缺陷的问题以及对熔宽均匀程度的精确调节,本发明提供了一种磁控摆动等离子弧熔宽的调节控制方法。
7.本发明解决其技术问题所采用的技术方案是:首先,将焊枪在一个外接横向交变
磁场下进行焊接,磁控电弧传感器控制电弧摆动以进行焊缝坡口扫描,以电弧从焊炬中心开始摆动到坡口最右侧壁后再摆动到坡口最左侧壁,最后回到焊炬中心作为一个周期,由霍尔传感器采集原始信号,对原始信号进行硬件滤波处理;首先进行焊炬的对中以及熔宽宽窄信号的检测,通过电流传感器检测脉冲电弧的电流信号i,并在对该信号进行硬件滤波和脉冲整形等预处理后,输入计算机中,通过一系列的方式获取到了熔宽的宽窄信息变化,然后由计算机传送信号至焊枪上的传感器上。其特征在于包括以下步骤:
8.步骤一:
9.建立励磁线圈匝数和等离子弧摆幅角度的数学模型,通过对励磁线圈的的匝数和摆幅角度之间的数学关系式,得到两者之间的函数关系,通过改变每提高100匝的励磁线圈匝数,得到与之相对应的摆幅角度的大小的调整,利用摆幅角度的调整来控制熔宽值的调节方法,再根据预先设立的励磁线圈匝数与熔宽值的函数关系,为实现通过励磁线圈匝数的增加或减少来实现对熔宽的自适应调节提供理论基础。
10.步骤二:
11.(1)当熔宽值b=b0时,熔宽不变,计算机将信号传输给传感器,此时不需要接通可调励磁线圈匝数装置,电流流经正常线圈匝数,并记录下此时励磁线圈的电流,此电流应与预设熔宽不变时的励磁线圈电流i0保持一致或者相差不大。
12.(2)当熔宽值b<b0时,熔宽变窄,传感器接收信号,左侧可调励磁线圈匝数装置进行通电,该装置开始运行,此时自动加载拉力装置开始加载拉力,使足够小的滑块开始沿轨道移动,与小滑块连接的导体棒还与励磁线圈相连接,滑块在轨道上移动时,其连接的导体棒在移动的过程中渐渐的以100匝的移动速率增加励磁线圈匝数,根据其后电流传感器显示的电流值,直至与预设的熔宽不变的励磁线圈所产生的电流值相比较时相差不大或相等,即为通过对励磁线圈匝数的调节,进而影响所产生的励磁线圈电流,同时根据预先设立的励磁线圈匝数与熔宽b的函数关系,由于励磁匝数的增加,励磁电流也会变大,而等离子弧受到励磁电流的影响,它的摆动的幅度也会增大,则熔宽值b 也将会变大,从而实现对熔宽变窄的调节,当熔宽值恢复正常后,断开此电路,此时与小滑块连接的轻质弹簧会逐渐将小滑块拉回至原位置,对励磁线圈匝数的调节也回归正常。
13.(3)当熔宽值b>b0时,熔宽变宽。右侧可调励磁线圈匝数装置通电,此时自动加载推力装置开始加载推力使导体棒以100匝的移动速率减少励磁线圈匝数,根据电流传感器显示的电流直至与所预设的熔宽不变的励磁线圈匝数所产生的电流值相等或者相差不大,根据预先设立的励磁线圈匝数与熔宽b的函数关系,减少励磁线圈匝数,即为当熔宽变宽时对熔宽的一个均匀性的精准调节。而励磁线圈匝数调节的装置的轻质弹簧起到自动复位的作用,为使下次熔宽变宽时调节能够从正常励磁线圈匝数开始。
14.与现有技术相比,本发明的有益效果是:适用与磁控摆动等离子弧焊接领域,能够更好的解决焊接过程中熔宽的不均匀性等焊接缺陷。
15.下面结合附图对本发明作进一步详细说明。
附图说明
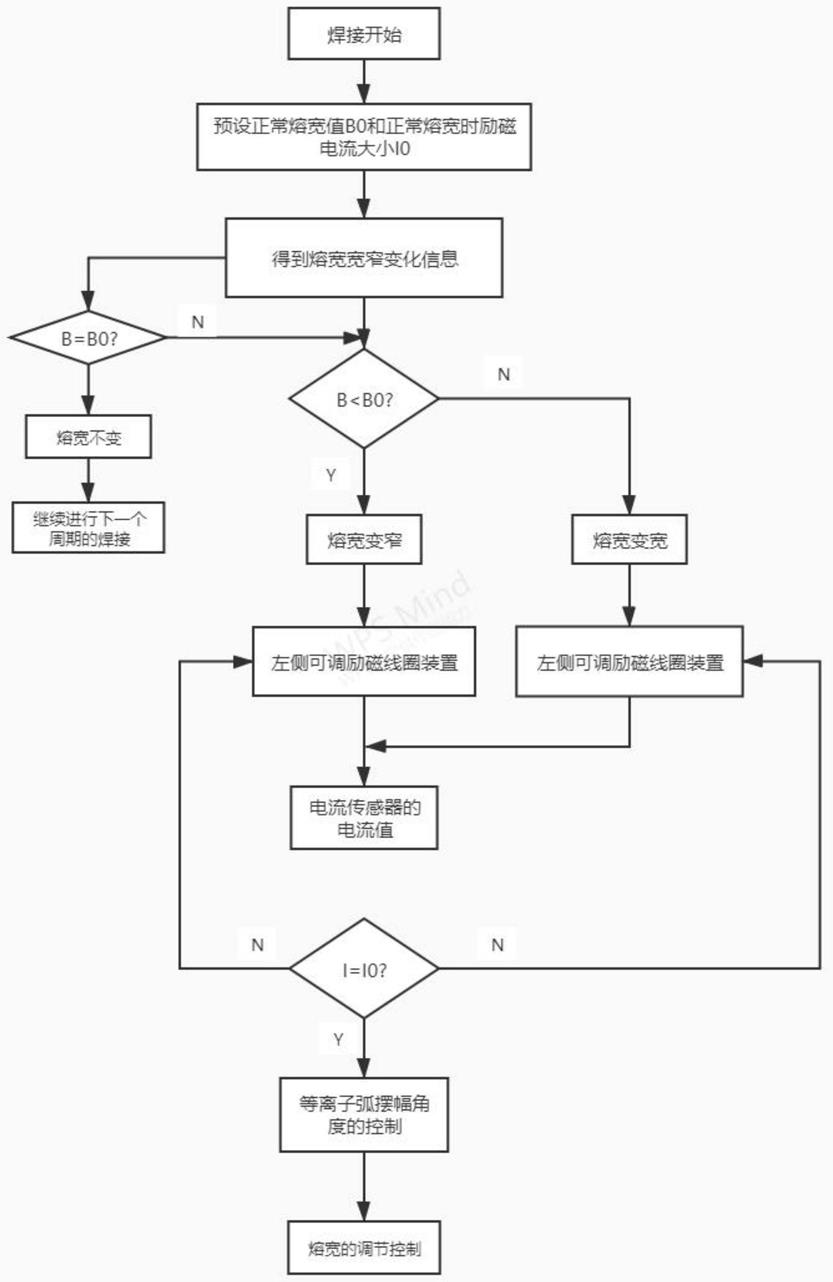
16.图1熔宽调节控制的框图
17.图2可调励磁线圈匝数装置
18.图3、图4、图5等离子弧摆弧原理图
具体实施方式
19.下面结合附图和实施例对本发明作进一步详细的描述,但不限定本发明。
20.1、实现熔宽调节控制方法的原理,如图1所示,在焊接过程中,传感器实时检测脉冲电弧电流,经过硬件滤波和脉冲整形等信号预处理后,直接送入计算机进行处理,通过一系列的方法从计算机得到熔宽的宽窄变化的信息后,计算机将信号传给焊枪上的传感器。当b=b0时,熔宽不变,继续进行下个周期的焊接;当b<b0时,熔宽变窄,左侧可调励磁线圈匝数装置工作,经电流传感器的励磁电流值与预先所设电流值进行比较,经过执行机构实现对等离子弧的摆幅调节,从而实现对熔宽的调节控制。同理,当b>b0 时,熔宽变宽,通过右侧可调励磁线圈匝数装置工作,实现对熔宽的调节控制。本发明不仅能够解决对熔宽不均匀性的缺陷,也提高了对于熔宽调节的精确控制能力,该方法还可适用于电弧增材制造方向的磁控摆动等离子电弧的焊接。
21.2、如图2所示,可调励磁线圈装置对于熔宽变宽或变窄的调节是有区别的,当熔宽变窄时,图2中左侧的可调励磁线圈匝数装置会由传感器通电至a端端口时开始工作,而未工作前导体棒处于励磁线圈的中点,首先会开始缓慢加载拉力,能够使足够小的滑块开始沿轨道匀速移动,而导体棒分别与滑块、足够长的励磁线圈相连接,此时导体棒在滑块的带动下会以100匝的移动速率往励磁线圈上半部分移动,励磁系统能够感应的励磁线圈匝数增加了,而根据预先设立的励磁线圈匝数与熔宽成线性关系,增加励磁线圈匝数能够实现增大熔宽的精确调节,通过此装置,励磁电流从b端出来之后会进入到电流传感器中,励磁电流的变化会在与该装置相连接的电流传感器呈现出来,直到预设励磁电流i0时该装置停止工作,弹簧开始进行复位,使导体棒重新回到励磁线圈中点,此时经过励磁电流的影响,根据所建立的励磁线圈匝数和等离子弧摆幅的数学关系,经由计算机计算后,焊枪所喷出的等离子弧开始进行摆弧的调整,进而实现熔宽变窄时的调节。当熔宽变宽时,图2中右侧的可调励磁线圈匝数装置由传感器控制通电至a端并开始通电工作,同样的,未工作前导体棒处于励磁线圈的中点,因为得到的焊缝熔宽信息是变宽了,因此根据预先设立的励磁线圈匝数和熔宽的线性关系,需要减少励磁线圈匝数来达到缩小熔宽的目的,此时与调节熔宽变窄时的不同之处就是该装置开始工作时会缓慢加载推力,使足够小的滑块沿轨道匀速移动,带动导体棒沿励磁线圈下半部分移动,减少励磁线圈匝数,进而减小励磁电流,使励磁电流回到预设初始值,达到实现减小熔宽的目的,最后断电后弹簧复位,卸去推力,使导体棒回到励磁线圈中点。上述所述的弹簧为轻质弹簧,不考虑其弹力对于该装置的影响,同时图2中的r为励磁线圈铜电阻其保护作用,防止装置因电流过大而损坏,而rc为磁扼等导磁件的磁滞损耗的等效电阻也为铁损电阻,至于漏感lx在本发明中不予考虑,is为励磁电流,该励磁电路的设计的目的是为了保证励磁线圈通交流电时产生的交变磁场与焊接外界交变磁场保持一致,从而励磁频率与外界磁场保持一致。
22.3、如图3所示为等离子弧摆弧原理图,焊枪处于一个外接的交变磁场下,焊炬离工件的距离为d,并且焊枪向外喷出等离子弧的v保持恒定,等离子弧焊接的优势之处就是在焊接过程中,电弧周围存在着交变磁场,电磁会使电弧压缩更加细小,使能量高度集中,提高焊接质量。首先,以一定的速率v通入氩气等离子气体,当送进氩气并且流过电弧时,同时
需要通入冷水进行电弧外围的冷却和喷嘴的冷却,防止喷嘴受热过高出现损坏,电弧外围会受到冷却使电弧进一步压缩喷出等离子弧,等离子弧在周围的交变磁场的影响下,发生左右偏转,设其偏转角度为θ,当可调励磁线圈匝数装置工作完成后,由电流传感器显示励磁电流的变化,并反馈信号到计算机中,经计算机的计算和处理,执行机构开始工作,实现对于等离子弧摆幅的调节。当对电弧施加频率为f的交变磁场时,电弧将以频率f做摆动运动,频率一定,则有以下关系:
[0023][0024]
式中θ是等离子电弧摆幅,i是励磁电流,b是磁感应强度,v是气体流动速度,d为焊炬与工件之间距离,m为单位时间内流过气体质量。
[0025]
而因为在一定范围内摆动频率f与摆幅θ之间成近似反比关系:
[0026][0027]
式中k为比例系数。则:
[0028][0029]
磁感应强度计算公式:
[0030]
b=φ/s
[0031]
式中:b为磁感应强度,单位为wb/m^2;
[0032]
φ为感应磁通(测量值),单位为wb;
[0033]
s为励磁线圈的有效截面积,单位为m^2。
[0034]
根据安培环路定理
[0035]
ni=φ(rc+r)
[0036]
式中:n为励磁线圈匝数
[0037]
φ为感应磁通(测量值),单位为wb;
[0038]
rc为铁损电阻,单位为欧姆;
[0039]
i为励磁电流,单位为a;
[0040]
r为励磁线圈内阻。
[0041]
因此可以得到励磁线圈匝数与电弧摆幅之间的关系为
[0042][0043]
从式中可以看出,因为频率f,单位时间内流过的气体质量m,喷出的等离子弧的速度v, 比例系数k都是恒定的,所以摆幅θ会随着励磁线圈匝数的增加而增大,从而执行机构会带动焊枪进行摆幅的调整,实现熔宽的调节控制。
[0044]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,所附的权利要求书应看作是涵盖本发明的真实意图和范围的全部变化和修正。在权利要求书范围内任何和所有等价的范围与内容,都应认为仍属本发明的意图和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1