一种工具钢生产加工工艺的制作方法
1.本发明涉及表面处理技术领域,更具体的说是一种工具钢生产加工工艺。
背景技术:
2.例如公开号cn202010934278.1一种工具钢生产加工工艺,该发明涉及一种工具钢生产加工工艺,其使用了工具钢表面精细化处理设备,该设备包括处理箱、支撑板、擦拭机构、打磨机构和除尘机构,所述的处理箱安装在工作地面上,处理箱的左端面安装有支撑板,处理箱的的内壁左端面安装有擦拭机构,处理箱的内壁前后对称安装有打磨机构,打磨机构的上方设置有除尘机构,该发明采用的擦拭机构在工具钢钢管送入后可对钢管的表面进行擦拭,将钢管表面是水渍擦干,防止钢管在打磨时对打磨机构造成影响,同时避免了打磨的锈屑灰尘与水渍混合造成脏乱,在打磨之后采用除尘机构将钢管表面的灰尘扫除,防止灰尘四处散落;但是该发明不便于限制工具钢胚宽度方向的变形。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种工具钢生产加工工艺,其有益效果为本发明能够限制工具钢胚宽度方向的变形。
4.一种工具钢生产加工工艺,包括以下步骤:
5.步骤一:对工具钢胚进行称重后,放置到托料部上;
6.步骤二:调整夹紧部,使对工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚宽度方向的变形;
7.步骤三:通过压动砸台间接对工具钢胚进行加工,提高工具钢胚表面的平整度,最后抬动托料部的一侧,使工具钢胚滑下。
8.所述一种工具钢生产加工工艺中还涉及一种工具钢生产加工装置;
9.一种工具钢生产加工装置包括托料部与夹紧部,托料部用于对工具钢胚进行承托,夹紧部用于将工具钢胚固定在托料部上;
10.所述托料部包括用于托放工具钢胚的托台,所述夹紧部由两个对称安装的夹台构成,夹台滑动连接在托台上。
11.所述夹紧部还包括夹板,两个夹板分别安装在两个夹台的内侧。
12.所述加工装置还包括控制槽和控制架;
13.夹台上设置有控制槽,控制架与两个控制槽配合。
14.所述限位部包括放置台、夹紧板和紧固螺柱;
15.放置台上滑动连接有夹紧板;
16.紧固螺柱设置有两个;
17.两个紧固螺柱均贯穿托台、放置台和夹紧板;
18.放置台设置有两个,两个放置台对称安装在砸架的两端。
19.本发明一种工具钢生产加工装置的有益效果是:
20.本发明能够限制工具钢胚宽度方向的变形。
附图说明
21.下面结合附图和具体实施方法对本发明做进一步详细的说明。
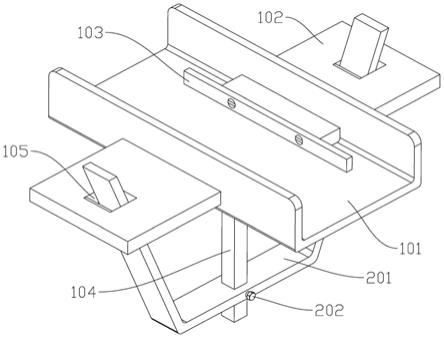
22.图1为本发明中将工具钢胚与夹紧部之间位置锁定的实施例一的示意图一;
23.图2为本发明中将工具钢胚与夹紧部之间位置锁定的实施例一的示意图二;
24.图3为本发明中防止控制架从控制槽处脱离的实施例的示意图;
25.图4为本发明中对工具钢胚的压动位置进行定位的实施例一的示意图一;
26.图5为本发明中对工具钢胚的压动位置进行定位的实施例一的示意图二;
27.图6为本发明中对工具钢胚进行压动加工实施例一的示意图一;
28.图7为本发明中对工具钢胚进行压动加工实施例一的示意图二;
29.图8为本发明中对工具钢胚进行压动加工实施例二的示意图;
30.图9为本发明中对工具钢胚的压动位置进行定位的实施例二的示意图;
31.图10为本发明中定位部在托料部上进行滑动调整的实施例的示意图一;
32.图11为本发明中定位部在托料部上进行滑动调整的实施例的示意图二;
33.图12为本发明中将工具钢胚与夹紧部之间位置锁定的实施例二的示意图;
34.图13为本发明中将托台进行倾斜的实施例的示意图一;
35.图14为本发明中将托台进行倾斜的实施例的示意图二
36.图15为本发明中将托台进行倾斜的实施例的示意图三。
37.图中:
38.托台101;
39.夹台102;
40.夹板103;
41.底柱104;
42.控制槽105;
43.滑轨106;
44.斜面条107;
45.铰接架108;
46.控制架201;
47.锁紧螺柱202;
48.挡板203;
49.砸架301;
50.通孔302;
51.放置台303;
52.夹紧板304;
53.紧固螺柱305;
54.锁紧架306;
55.滑块307;
56.承接台401;
57.锥台402;
58.弹簧403;
59.限位柱404;
60.竖柱405;
61.砸台ⅰ406;
62.螺纹柱407;
63.砸台ⅱ408;
64.固定台501;
65.摆架ⅰ502;
66.摆架ⅱ503。
具体实施方式
67.下面结合附图对本发明作进一步详细说明。
68.一种工具钢生产加工工艺,包括以下步骤:
69.步骤一:对工具钢胚进行称重后,放置到托料部上;
70.步骤二:调整夹紧部,使对工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚宽度方向的变形;
71.步骤三:通过压动砸台间接对工具钢胚进行加工,提高工具钢胚表面的平整度,最后抬动托料部的一侧,使工具钢胚滑下。
72.下面结合附图1详细说明:
73.对工具钢胚进行称重后,放置到托料部上,调整夹紧部,使对工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚宽度方向的变形,从而使装置对工具钢胚进行加工时,宽度不会增加,将加工好的工具钢胚进行折叠,折叠后的工具钢胚依然能够顺利被夹持,提高装置加工工具钢胚的加工性能;
74.为增加对工具钢胚的加工效果,可使装置对工具钢胚进行加工时,先将工具钢胚进行烧红软化,从而减少冷锻时工具钢胚内应力的增加与装置加工的便利性。
75.控制两个夹台(102)向彼此靠近或彼此远离的方向进行移动后,将两个夹台(102)进行固定,从而便于将工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚的宽度方向的变形。
76.更换两个夹板(103),使夹板(103)的侧部具有一定的形状,可使装置加工工具钢胚时,能够对工具钢胚的侧部进行挤压成型,从而使装置能够加工出多种侧面形状的工具钢胚,进一步地,更换两个夹板(103),使夹板(103)具有一定的高度,可使装置对多种厚度的工具钢胚宽度方向的变形进行限制。
77.调整控制架(201)进行升降,可使控制架(201)通过与两个控制槽(105)配合,从而带动两个夹台(102)向彼此靠近或彼此远离的方向进行移动,继而便于将工具钢胚固定在托料部上。
78.下面结合附图1详细说明:
79.所述控制槽(105)内侧的两端均设置有半圆柱块,半圆柱块与控制架(201)的侧部贴合。
80.半圆柱块能够与控制架(201)的侧部进行贴合,当调整控制架(201)进行移动时,通过控制架(201)与半圆柱块贴合,可带动两个夹台(102)向彼此靠近或彼此远离的方向进行移动,此种设计,减少升降控制架(201)过程中造成的抖动与错位情况发生,并且能够减轻控制槽(105)的边角处对控制架(201)造成的磨损;
81.进一步地,能够实现对夹台(102)的无级调节;
82.当控制架(201)向下移动时,控制架(201)与两个外侧的半圆柱块贴合;
83.当控制架(201)向上移动时,控制架(201)与两个内侧的半圆柱块贴合。
84.下面结合附图1详细说明:
85.所述加工装置还包括底柱(104)和锁紧螺柱(202),底柱(104)安装在托台(101)的下部,控制架(201)滑动连接在底柱(104)上,控制架(201)通过锁紧螺柱(202)与底柱(104)锁紧。
86.通过转动锁紧螺柱(202)时,可使锁紧螺柱(202)与底柱(104)配合将控制架(201)卡在底柱(104)上,从而使底柱(104)与控制架(201)之间的位置进行固定,从而便于将工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚的宽度方向的变形;
87.进一步地,通过增加底柱(104)上与锁紧螺柱(202)配合一侧面的摩擦系数,增加锁紧的效果。
88.下面结合附图3详细说明:
89.所述加工装置还包括挡板(203),控制架(201)的两端均安装有挡板(203)。
90.挡板(203)起到限位的作用,防止控制架(201)从控制槽(105)处脱离。
91.下面结合附图4
‑
5详细说明:
92.所述加工装置还包括定位部,定位部与托料部配合用于对工具钢胚的压动位置进行定位。
93.定位部将砸台的位置与工具钢胚之间的位置进行固定,从而使装置对工具钢胚特定的位置进行加工,并且无需对工具钢胚进行移动。
94.所述定位部包括砸架(301)、通孔(302)和限位部,砸架(301)上设置有通孔(302),砸架(301)的两端均安装有限位部。
95.砸架(301)可设置为u型,并提高u型两侧竖柱的长度,从而将砸架(301)的上部进行抬高,继而使装置能够承托多种厚度的工具钢胚。
96.所述限位部包括放置台(303)、夹紧板(304)和紧固螺柱(305),放置台(303)上滑动连接有夹紧板(304),紧固螺柱(305)设置有两个,两个紧固螺柱(305)均贯穿托台(101)、放置台(303)和夹紧板(304),放置台(303)设置有两个,两个放置台(303)对称安装在砸架(301)的两端。
97.通过转动紧固螺柱(305),能够通过放置台(303)和夹紧板(304)配合,将托台(101)两侧进行夹紧,从而使砸架(301)与托台(101)之间的位置进行固定,但是此种状况下需要对托台(101)的两侧钻出预留孔,因此可设置有多个砸架(301),从而通过压动多个与砸架(301)对应的砸台,对工具钢胚的各部分进行加工。
98.下面结合附图6
‑
7详细说明:
99.所述一种工具钢生产加工装置还包括承接台(401)、锥台(402)、弹簧(403)、限位
柱(404)和滑动组件,承接台(401)的上部固定连接有锥台(402),承接台(401)的下部固定连接有弹簧(403),弹簧(403)的另一端与砸架(301)固定连接,限位柱(404)的固定连接在承接台(401)的下部,限位柱(404)设置有多个,多个限位柱(404)均与砸架(301)的上端贴合,滑动组件固定连接在承接台(401)的下部,滑动组件与通孔(302)配合用于平整地对工具钢胚进行加工。
100.使用砸锤对锥台(402)进行压动,通过承接台(401)带动对应的砸台对工具钢胚进行加工,锥台(402)的设计,能使承接台(401)无需与砸锤直接接触,并使砸锤与承接台(401)上部之间的距离增加,减少承接台(401)的损坏几率;
101.锥台(402)的侧部设置为锥形,能够提高锥台(402)的抗弯强度,避免由于砸锤的角度过低,造成锥台(402)损坏。
102.所述滑动组件包括竖柱(405)和砸台ⅰ(406),所述通孔(302)内轮廓至少由三个边组成,竖柱(405)的下部固定连接有砸台ⅰ(406),竖柱(405)与通孔(302)滑动连接,砸台ⅰ(406)的下部与工具钢胚的上部配合。
103.竖柱(405)在通孔(302)内进行滑动,可使砸台ⅰ(406)在对工具钢胚进行压动时,砸台ⅰ(406)平稳地与工具钢胚的上部接触,从而提高工具钢胚上部的平整性;
104.可在砸台ⅰ(406)的下部设置有印花,从而便于使装置加工出带有刻痕深度相同的印花。
105.下面结合附图8详细说明:
106.所述滑动组件包括螺纹柱(407)和砸台ⅱ(408),所述通孔(302)内轮廓设置为圆形,通孔(302)内设置有螺纹槽,螺纹柱(407)的下部固定连接有砸台ⅱ(408),螺纹柱(407)与螺纹槽螺纹连接,砸台ⅱ(408)的下部与工具钢胚的上部配合。
107.螺纹柱(407)与螺纹槽螺纹连接,可使螺纹柱(407)在通孔(302)内进行升降的过程中,进行转动,从而使砸台ⅱ(408)在对工具钢胚进行压动时,具有拧动的效果,使工具钢胚上部在承受压动时被拧动,从而使工具钢胚的强度增加;
108.为增加对工具钢胚的加工效果,可使装置对工具钢胚进行加工时,先将工具钢胚进行烧红软化,从而对螺纹槽的破坏。
109.下面结合附图9
‑
11详细说明:
110.所述限位部包括锁紧架(306)和滑块(307),锁紧架(306)上安装有滑块(307),锁紧架(306)设置有两个,两个锁紧架(306)对称安装在砸架(301)的两端。
111.锁紧架(306)和滑块(307)的设计,使限位部在托台(101)上的位置进行调整时,无需在托台(101)上钻出预留孔,并且调整砸架(301)在托台(101)上的位置,从而便于调整砸台与工具钢胚之间的相对位置,继而提高装置对工具钢胚进行加工时的精准性。
112.所述一种工具钢生产加工装置还包括滑轨(106)和斜面条(107),托台(101)的两侧均设置有滑轨(106),两个滑轨(106)上对称安装有斜面条(107),滑块(307)同时与滑轨(106)和斜面条(107)滑动连接。
113.调整限位部在托台(101)上的位置时,滑块(307)在滑轨(106)上进行滑动,在此过程中滑块(307)始终与斜面条(107)贴合,通过此种方式调整砸台与工具钢胚之间的相对位置,无需在托台(101)上钻出预留孔,并且减少调整的时间。
114.下面结合附图12详细说明:
115.所述夹台(102)上均匀设置有多个透孔。
116.在透孔上插入销,能够限制托台(101)与夹台(102)之间的相对移动,从而便于将工具钢胚固定在托料部上或在对工具钢胚进行压动后,使工具钢胚与夹紧部之间的位置锁定,限制工具钢胚的宽度方向的变形,通过此种方式将工具钢胚与夹紧部之间的位置锁定,可使工具钢胚的中心不与托台(101)两端的对称面重合,从而使装置能够只对工具钢胚的边缘处进行加工。
117.下面结合附图13
‑
15详细说明:
118.所述一种工具钢生产加工装置还包括铰接架(108)、固定台(501)、摆架ⅰ(502)和摆架ⅱ(503),铰接架(108)固定连接在托台(101)的下部,铰接架(108)设置有两个,两个铰接架(108)的两端均对称安装有铰接柱,位于右侧的铰接柱与摆架ⅰ(502)滑动连接,位于左侧的铰接柱与摆架ⅱ(503)滑动连接,摆架ⅰ(502)和摆架ⅱ(503)均与固定台(501)铰接连接,摆架ⅰ(502)和摆架ⅱ(503)上的滑槽均设置为弧形。
119.当对托台(101)进行平放时,可使托台(101)的底部与固定台(501)的顶部平齐,并且此时多个铰接架(108)分别位于摆架ⅰ(502)和摆架ⅱ(503)上滑槽的最下端,此时摆架ⅰ(502)上滑槽的轴心与和摆架ⅱ(503)对应的铰接架(108)的轴线共线,此时摆架ⅱ(503)上滑槽的轴心与和摆架ⅰ(502)对应的铰接架(108)的轴线共线,从而能够控制托台(101)进行倾斜;
120.托台(101)、多个铰接架(108)、固定台(501)、摆架ⅰ(502)和摆架ⅱ(503)之间构成平行四边形机构,当调整多个摆架ⅰ(502)和摆架ⅱ(503)中的任意一个时,均可带动托台(101)进行移动,并且移动托台(101)的过程中,托台(101)的底部始终与固定台(501)的顶部平齐;
121.可在托台(101)一个开口端设置有称重秤,并将称重秤固定在固定台(501)上,当使托台(101)与称重秤进行贴合时,可对托台(101)上的工具钢胚进行称重;
122.可在托台(101)另一个开口端设置有支撑台,并将支撑台固定在固定台(501)上,当对托台(101)上的工具钢胚进行压动时,支撑台的设计,可使装置对工具钢胚进行加工时的平稳性提高。
123.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1