沿螺栓轴向加载的压电换能器预紧装配装置及装配方法
1.本发明涉及一种沿螺栓轴向加载的压电换能器预紧装配装置及装配方法,属于夹心式压电换能器的装配技术领域。
背景技术:
2.超声换能器是一种能够将电功率转换为机械功率和声功率的装置,是超声技术的基础。夹心式压电换能器是一种典型的构型。夹心式压电换能器由前盖板、后盖板、压电陶瓷、电极片等组成,前盖板和后盖板通过预紧螺栓将压电陶瓷和电极片夹紧。压电陶瓷在受压状态下高频振动。压电陶瓷表面所承受的压力严重影响压电陶瓷的性能,进而影响夹心式压电换能器的输出性能。
3.在常规的装配过程中,螺栓穿过后盖板、电极片和压电陶瓷与前盖板通过螺纹配合。施加到螺栓上的预紧力矩在螺栓旋进过程中转化为预紧力对压电陶瓷预紧。但是由于螺纹副和后盖板与螺栓接触面之间摩擦力的存在,预紧力矩与预紧力的关系无法精确计算,进而导致所施加到压电陶瓷上的预紧力准确性差、重复性低等问题。同时,预紧力矩在施加过程中会导致各压电陶瓷与电极片之间产生相对转动,严重破坏各接触面的表面特性,预紧力的不稳定还会使夹心式压电换能器的电特性偏离目标值。因而研制一种能够对夹心式压电换能器精确施加预紧力的装配装置对夹心式压电换能器的研制与应用具有重要的理论与工程意义。
技术实现要素:
4.本发明是为了解决现有的夹心式压电换能器装配方法是通过对预紧螺栓施加拧紧力矩而压紧压电陶瓷,由于各接触面之间、螺栓配合摩擦力的存在,导致所施加到压电陶瓷上的预紧力准确性差、重复性低的问题,进而提供了一种沿螺栓轴向加载的压电换能器预紧装配装置及装配方法。
5.本发明为解决上述技术问题所采用的技术方案是:
6.一种沿螺栓轴向加载的压电换能器预紧装配装置,它包括拉伸系统、夹心式压电换能器、包裹连接模块及台架,其中所述夹心式压电换能器中的前盖板和后盖板通过双头螺柱及圆螺母将压电陶瓷和电极片夹紧,所述包裹连接模块固装在前盖板上,且包裹连接模块的上部搭设在台架顶端,下部穿装在台架上,夹心式压电换能器竖直布置且通过包裹连接模块实现其在台架上的轴向及径向限位,拉伸系统与双头螺柱的上部螺纹连接,通过拉伸系统为双头螺柱提供拉力。
7.进一步地,所述拉伸系统为液压拉伸系统,它包括液压螺栓拉伸器、液压手泵以及连接液压螺栓拉伸器与液压手泵的液压管,液压螺栓拉伸器的拉伸头与双头螺柱的上部螺纹连接,且液压螺栓拉伸器的底座抵设在后盖板上。
8.进一步地,压电换能器的前盖板上部一体且同轴固设有圆环,所述包裹连接模块包括环形支撑块、第一压紧块及第二压紧块,其中所述环形支撑块呈“凸”字形结构,其大直
径段位于上方,且大直径段的上端同轴开设有环形卡槽,所述圆环卡装在环形卡槽内,第一压紧块及第二压紧块分别位于环形支撑块的上、下两端且第一压紧块与第二压紧块之间通过轴向固定螺栓及轴向固定螺母固接,位于环形支撑块上端的第一压紧块压设在圆环的上表面,环形支撑块的小直径段过盈配合穿装在台架上,环形支撑块的大直径段搭设在台架上。
9.进一步地,所述环形支撑块为尼龙材质,其包括相对布置的两个半环形支撑块,第一压紧块的数量为两个,第二压紧块的数量与第一压紧块的数量相同,两个第一压紧块及两个第二压紧块对应夹设在两个半环形支撑块对接处。
10.进一步地,所述台架包括架体以及水平固装在架体顶端的第一支板,所述第一支板的中部开设有第一中心通孔,夹心式压电换能器穿设在第一中心通孔内。
11.进一步地,第一支板的上方平行固装有第二支板,所述第二支板的中部开设有第二中心通孔,且所述第二中心通孔的直径小于第一中心通孔的直径设置,夹心式压电换能器由上至下依次穿设在第二中心通孔及第一中心通孔内。
12.进一步地,所述架体包括正方体框架及固装在正方体框架的每个转角处的角码,所述正方体框架为铝型材,正方体框架的底端安装有封头及脚垫。
13.进一步地,圆螺母上沿其周向加工有若干销孔。
14.一种采用上述装配装置的装配方法,其中拉伸系统采用液压拉伸系统,它包括如下步骤:
15.步骤一、初装夹心式压电换能器:
16.将夹心式压电换能器中的后盖板、压电陶瓷、电极片及前盖板通过双头螺柱依次安装,并将圆螺母旋至与后盖板接触;
17.步骤二、将包裹连接模块安装在前盖板上;
18.步骤三、将夹心式压电换能器插装在台架上,包裹连接模块的上部搭接在台架上,下部与台架上安装夹心式压电换能器的通孔之间为过盈配合,通过包裹连接模块实现夹心式压电换能器的轴向及径向限位;
19.步骤四、连接液压拉伸系统:
20.将液压拉伸系统中的液压螺栓拉伸器置于夹心式压电换能器的后盖板上,拧动液压螺栓拉伸器的拉伸头与双头螺柱配合;
21.步骤五、加压:
22.手动对液压拉伸系统中的液压手泵加压,液压油注入液压螺栓拉伸器中,液压油推动拉伸头向上运动以拉伸双头螺柱,同时由于液压螺栓拉伸器的底座抵在夹心式压电换能器的后盖板上,液压螺栓拉伸器在拉伸双头螺柱的同时为后盖板提供压力,一次性实现拉力及压力的提供,对应于目标的预紧力,液压油有一个目标压力,当液压表示数达到目标压力值时停止加压,完成对夹心式压电换能器的双头螺柱的拉伸;
23.步骤六、拧紧圆螺母:
24.通过拨杆拧紧夹心式压电换能器的圆螺母;
25.步骤七、卸压:
26.将液压拉伸系统卸压,取下液压螺栓拉伸器,夹心式压电换能器预紧装配完成。
27.进一步地,液压拉伸器内部保留至少1mm高度的液压油注入空间。
28.本发明与现有技术相比具有以下效果:
29.本技术通过对双头螺柱直接施加轴向载荷而完成夹心式压电换能器的装配,避免了螺栓拧紧的过程,克服了摩擦力对预紧力的影响,将拧紧力矩与预紧力的不确定关系转化为拉伸力与预紧力的确定关系。从而满足了夹心式压电换能器装配过程中的预紧力加载准确性、重复性的问题。
附图说明
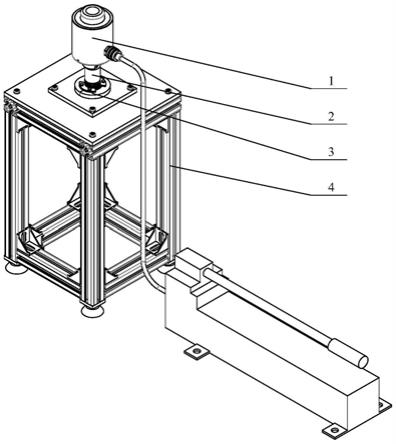
30.图1为本技术的立体结构示意图(拉伸系统为液压拉伸系统时);
31.图2为夹心式压电换能器拉伸装配时受力情况示意图;
32.图3为夹心式压电换能器液压拉伸装配原理图;
33.图4为步骤一初装后的夹心式压电换能器立体结构示意图;
34.图5为夹心式压电换能器与包裹连接模块的连接结构示意图;
35.图6为夹心式压电换能器、包裹连接模块与台架的装配示意图;
36.图7为液压拉伸系统装配示意图;
37.图8为台架的主视示意图;
38.图9为半环形支撑块的结构示意图。
具体实施方式
39.具体实施方式一:结合图1~9说明本实施方式,一种沿螺栓轴向加载的压电换能器预紧装配装置,它包括拉伸系统1、夹心式压电换能器2、包裹连接模块3及台架4,其中所述夹心式压电换能器2中的前盖板2
‑
5和后盖板2
‑
3通过双头螺柱2
‑
1及圆螺母2
‑
2将压电陶瓷2
‑
6和电极片2
‑
4夹紧,所述包裹连接模块3固装在前盖板2
‑
5上,且包裹连接模块3的上部搭设在台架4顶端,下部穿装在台架4上,夹心式压电换能器2竖直布置且通过包裹连接模块3实现其在台架4上的轴向及径向限位,拉伸系统1与双头螺柱2
‑
1的上部螺纹连接,通过拉伸系统1为双头螺柱2
‑
1提供拉力。
40.本技术中,将传统的夹心式压电换能器2中的预紧螺栓更换为双头螺柱2
‑
1及圆螺母2
‑
2,双头螺柱2
‑
1的下部与前盖板2
‑
5螺纹连接,圆螺母2
‑
2位于后盖板2
‑
3的顶部且且双头螺柱2
‑
1的上部螺纹连接。夹心式压电换能器2中的前盖板2
‑
5、后盖板2
‑
3、压电陶瓷2
‑
6及电极片2
‑
4均为现有技术,此处不再赘述。
41.拉伸系统1可以为现有技术中任何可以实现向上拉伸双头螺柱2
‑
1的结构,如液压拉伸系统1。当拉伸系统1采用电动拉伸系统1时,圆螺母2
‑
2位于电动位伸系统与后盖板2
‑
3之间。当拉伸系统1采用液压拉伸系统1时,圆螺母2
‑
2位于液压拉伸系统1中的液压螺栓拉伸器1
‑
1与后盖板2
‑
3之间。
42.实际使用时,可以将液压拉伸系统1直接置于夹心式压电换能器2上进行装配,亦可以通过适当的方法抵住夹心式压电换能器2后盖板2
‑
3单独拉伸双头螺柱2
‑
1。
43.将液压拉伸系统1直接置于夹心式压电换能器2上进行装配时,向后盖板2
‑
3施加压力的同时向双头螺柱2
‑
1施加拉力,两力大小相等、方向相反且均沿夹心式压电换能器2的轴向。当拉/压力等于夹心式压电换能器2目标预紧力时,停止施加拉/压力,旋进螺母并使其与后盖板2
‑
3接触;撤销拉/压力,使夹心式压电换能器2恢复至自由状态。
44.本技术通过对双头螺柱2
‑
1直接施加轴向载荷而完成夹心式压电换能器2的装配,避免了螺栓拧紧的过程,克服了摩擦力对预紧力的影响,将拧紧力矩与预紧力的不确定关系转化为拉伸力与预紧力的确定关系。从而满足了夹心式压电换能器2装配过程中的预紧力加载准确性、重复性的问题。
45.本技术结构设计科学合理,包裹连接模块3与台架4上层支板的中心孔采用过盈配合,夹心式压电换能器2与台架4可以快速分离,从而满足装配后夹心式压电换能器2的快速性能测量。
46.前盖板2
‑
5预留螺纹孔与双头螺柱2
‑
1连接,而不是将二者直接加工成一体,可以方便地完成前盖板2
‑
5接触面的表面处理工艺。
47.所述拉伸系统1为液压拉伸系统,它包括液压螺栓拉伸器1
‑
1、液压手泵1
‑
4以及连接液压螺栓拉伸器1
‑
1与液压手泵1
‑
4的液压管1
‑
3,液压螺栓拉伸器1
‑
1的拉伸头1
‑1‑
1与双头螺柱2
‑
1的上部螺纹连接,且液压螺栓拉伸器1
‑
1的底座1
‑1‑
2抵设在后盖板2
‑
3上。液压螺栓拉伸器1
‑
1为现有技术,此处不再赘述其结构及工作原理。液压管1
‑
3与液压螺栓拉伸器1
‑
1之间通过液压接头1
‑
2连接。通过手动对液压手泵1
‑
4加压,液压油通过液压管1
‑
3注入液压螺栓拉伸器1
‑
1中,实现对双头螺柱2
‑
1的拉伸。
48.压电换能器的前盖板2
‑
5上部一体且同轴固设有圆环,所述包裹连接模块3包括环形支撑块3
‑
3、第一压紧块3
‑
2及第二压紧块3
‑
4,其中所述环形支撑块3
‑
3呈“凸”字形结构,其大直径段位于上方,且大直径段的上端同轴开设有环形卡槽,所述圆环卡装在环形卡槽内,第一压紧块3
‑
2及第二压紧块3
‑
4分别位于环形支撑块3
‑
3的上、下两端且第一压紧块3
‑
2与第二压紧块3
‑
4之间通过轴向固定螺栓3
‑
1及轴向固定螺母3
‑
5固接,位于环形支撑块3
‑
3上端的第一压紧块3
‑
2压设在圆环的上表面,环形支撑块3
‑
3的小直径段过盈配合穿装在台架4上,环形支撑块3
‑
3的大直径段搭设在台架4上。所述圆环为现有技术,其为压电换能器的一部分。所述环形支撑块3
‑
3起到保护压电换能器的作用,同时便于压电换能器在台架4上的安装,防止压电换能器在预紧过程中发生轴向及径向位移。第一压紧块3
‑
2和第二压紧块3
‑
4均优选为两个,沿压电换能器周向均布,也可以为多个。
49.所述环形支撑块3
‑
3为尼龙材质,其包括相对布置的两个半环形支撑块,第一压紧块3
‑
2的数量为两个,第二压紧块3
‑
4的数量与第一压紧块3
‑
2的数量相同,两个第一压紧块3
‑
2及两个第二压紧块3
‑
4对应夹设在两个半环形支撑块对接处。通过采用尼龙材质的环形支撑块3
‑
3,能够对压电换能器起到一定的保护作用,防止压电换能器发生硬性机械损伤。通过两个第一压紧块3
‑
2将两个半环形支撑块连接成一个整体。
50.所述台架4包括架体以及水平固装在架体顶端的第一支板4
‑
4,所述第一支板4
‑
4的中部开设有第一中心通孔,夹心式压电换能器2穿设在第一中心通孔内。夹心式压电换能器2通过包裹连接模块3穿装在架体上。
51.第一支板4
‑
4的上方平行固装有第二支板4
‑
2,所述第二支板4
‑
2的中部开设有第二中心通孔,且所述第二中心通孔的直径小于第一中心通孔的直径设置,夹心式压电换能器2由上至下依次穿设在第二中心通孔及第一中心通孔内。两个支板之间的连接通过螺栓螺母实现,便于拆装以及更换不同尺寸中心通孔的第二支板4
‑
2。通过在第一支板4
‑
4上安装中心通孔直径更小的第二支板4
‑
2,使得本技术的装配装置能够适应更多不同规格的夹心式压电换能器2的装配。
52.所述架体包括正方体框架4
‑
6及固装在正方体框架4
‑
6的每个转角处的角码4
‑
7,所述正方体框架4
‑
6为铝型材,正方体框架4
‑
6的底端安装有封头4
‑
8及脚垫4
‑
9。通过设置角码4
‑
7起到加固正方体框架4
‑
6的作用。与地面接触的四角均装有封头4
‑
8及脚垫4
‑
9。第一支板4
‑
4通过安装螺栓4
‑
3和t型螺母4
‑
5固定在正方体框架4
‑
6上。
53.圆螺母2
‑
2上沿其周向加工有若干销孔。便于通过拨杆将圆螺母2
‑
2拧紧。
54.一种采用上述装配装置的装配方法,其中拉伸系统1采用液压拉伸系统1,它包括如下步骤:
55.步骤一、初装夹心式压电换能器2:
56.将夹心式压电换能器2中的后盖板2
‑
3、压电陶瓷2
‑
6、电极片2
‑
4及前盖板2
‑
5通过双头螺柱2
‑
1依次安装,并将圆螺母2
‑
2旋至与后盖板2
‑
3接触;
57.步骤二、将包裹连接模块3安装在前盖板2
‑
5上;
58.步骤三、将夹心式压电换能器2插装在台架4上,包裹连接模块3的上部搭接在台架4上,下部与台架4上安装夹心式压电换能器的通孔之间为过盈配合,通过包裹连接模块3实现夹心式压电换能器2的轴向及径向限位;
59.步骤四、连接液压拉伸系统1:
60.将液压拉伸系统1中的液压螺栓拉伸器1
‑
1置于夹心式压电换能器2的后盖板2
‑
3上,拧动液压螺栓拉伸器1
‑
1的拉伸头1
‑1‑
1与双头螺柱2
‑
1配合;螺纹配合长度应与螺纹的公称直径相当。
61.步骤五、加压:
62.手动对液压拉伸系统1中的液压手泵1
‑
4加压,液压油注入液压螺栓拉伸器1
‑
1中,液压油推动拉伸头1
‑1‑
1向上运动以拉伸双头螺柱2
‑
1,同时由于液压螺栓拉伸器1
‑
1的底座1
‑1‑
2抵在夹心式压电换能器2的后盖板2
‑
3上,液压螺栓拉伸器1
‑
1在拉伸双头螺柱2
‑
1的同时为后盖板2
‑
3提供压力,一次性实现拉力及压力的提供,对应于目标的预紧力,液压油有一个目标压力,当液压表示数达到目标压力值时停止加压,完成对夹心式压电换能器2的双头螺柱2
‑
1的拉伸;
63.步骤六、拧紧圆螺母2
‑
2:
64.通过拨杆拧紧夹心式压电换能器2的圆螺母2
‑
2;
65.步骤七、卸压:
66.将液压拉伸系统1卸压,取下液压螺栓拉伸器1
‑
1,夹心式压电换能器2预紧装配完成。
67.通过更换第二支板4
‑
2、包裹连接模块3、液压螺栓拉伸器1
‑
1的拉伸头1
‑1‑
1和底座1
‑1‑
2可实现不同规格的夹心式压电换能器2的装配。
68.液压拉伸器内部保留至少1mm高度的液压油注入空间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1