一种生产家具板材的切割装置的制作方法
1.本发明属于家具板材切割生产技术领域,具体是指一种生产家具板材的切割装置。
背景技术:
2.夹芯板是指用较高强度的表层材料与容重较轻、强度较小的芯材胶合而成的板材,一般夹芯板会在两层原木板中间夹上柔性的填充复合材料,干结之后既能减少复合板的重量,又能通过复合材料实现阻燃、防水等效果,但是这种方式必然会导致复合板的强度下降,如何减少下降的幅度是一直困扰人们的难题,原木板由于纹路不同,强度分布是不均匀的,一般的复合板没有关注过两块原木板的纹路是否对应,具体来说,当夹着复合材料的两块原木板本身就是同一块木板切割出来的,并且组合后纹路依然对应的时候,对木板的强度影响最小,这是目前复合板生产过程中一直被忽略的因素,由于传统工序中先将切割下来的薄板堆放在暂存区,使用时再取出来覆盖在中间材料的两面,所以两块木板的纹路几乎不可能对应,本发明则提出了一种一边切割分层,一边压合定形的方式,使加工完成的夹芯板纹路保持其原本的状态,保证两面木板的纹路契合,从而提高强度和美观性。
3.木板的切割一般有传统的锯片或者链锯切割,以及新型的激光切割,激光切割木材由于污染小、噪声小、平整度高等优点,得到越来越广泛的应用,但是激光切割的极限深度不深,其原理是使用集中的能量使木材直接升华,所以在切割大深度的木材时必须降低切割速度,这样就会导致切割位置持续受热,极易燃烧,为了解决上述问题,突破现有的技术瓶颈,本发明提出了一种搭载超薄均压喷射阻燃技术的生产家具板材的切割装置。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供一种生产家具板材的切割装置,旨在通过集成式的生产设备对家具板材中的夹芯板完成下料、分类、贴合、压合定形等多道工序,在目前常见的夹芯板的生产过程中,首先将切割下来的薄板堆放在暂存区,使用时再取出来覆盖在中间材料的两面,这种生产工序导致夹芯板两面的木板纹路不对应、强度分布没有规律,虽然能够保证具有一定的强度但是无法最大化夹芯板的强度,为了进一步提高夹芯板的强度,本发明创造性地提出了一种一边切割分层,一边压合定形的方式,使加工完成的夹芯板纹路保持其原本的状态,保证两面木板的纹路契合,从而提高强度和美观性,同时这种生产模式也简化了生产流程,省略了传统工序中的中转时间和中转暂存区,提高了生产效率、减少了产线占地空间;激光切割技术虽然存在很多优点,但是极限切割深度小是它的一大弊端,当切割深度太深的时候,木材会因为持续受热而燃烧,本发明创造性了提出了水平大深度切割阻燃装置,有效防止了这种木材燃烧的现象,具体是通过超薄惰性气体均压喷射板取代传统的圆形喷嘴,使喷射头能够伸到很深的位置,从而使激光照射范围充满了惰性气体,通过这种填充惰性气体的方式改变燃烧环境,大大提高了激光切割木材的极限深度,本发明创造性地使用棘齿滚筒输料装置对第一步切割下来的木板进行进
给,棘齿滚筒输料装置仅有一个面和工件接触,大大简化了结构,提高了输送装置的通用性和适用性,在没有全包围或者半包围夹持的情况下就能对物料进行输送,通过滚筒倒钩防止滚筒和物料之间打滑,保证了传输的连续性,通过花萼形的导向板和其他辅助导向零件对单层木板进行限位,充分利用木板自身的弹性特性控制木板的形状,相比于一般全包裹式的导向板,结构更加巧妙、紧凑,并且木板的弧度范围始终在自身的弹性形范围内,不会对木板造成损坏,配合进给机构和支撑机构,有效解决了目前市场上常见的夹芯板生产工序繁琐、激光切割极限深度浅、没有发挥出木板的最大强度的问题。
5.本发明采取的技术方案如下:本发明一种生产家具板材的切割装置,包括棘齿滚筒输料装置、纵向往复式激光分隔装置、木板扩张导向装置、自粘夹层被动送料装置、夹芯板压合定形装置、压合定形支撑辊组、水平大深度切割阻燃装置、水平激光头移动装置、原料滑动支撑导向装置、原料夹持装置和木方进给驱动装置,所述棘齿滚筒输料装置阵列设于原料滑动支撑导向装置上,所述纵向往复式激光分隔装置设于压合定形支撑辊组上,所述木板扩张导向装置对称设于纵向往复式激光分隔装置上,所述自粘夹层被动送料装置设于纵向往复式激光分隔装置上,所述夹芯板压合定形装置对称设于纵向往复式激光分隔装置上,所述压合定形支撑辊组设于原料滑动支撑导向装置上,所述水平大深度切割阻燃装置设于水平激光头移动装置上,所述水平激光头移动装置设于原料滑动支撑导向装置上,所述原料夹持装置设于原料滑动支撑导向装置上,所述木方进给驱动装置设于原料滑动支撑导向装置上;所述棘齿滚筒输料装置包括侧龙门形滚筒支架、滚筒转动支撑轴承、滚筒方形主轴、棘齿单向驱动滚筒、滚筒驱动电机、滚筒主动锥齿轮和滚筒从动锥齿轮,所述侧龙门形滚筒支架对称设于原料滑动支撑导向装置上,所述滚筒转动支撑轴承卡合设于侧龙门形滚筒支架中,所述滚筒方形主轴的端部设有主轴端部圆轴,所述滚筒方形主轴通过主轴端部圆轴卡合设于滚筒转动支撑轴承中,所述棘齿单向驱动滚筒上设有滚筒中心方槽,所述棘齿单向驱动滚筒通过滚筒中心方槽卡合设于滚筒方形主轴上,所述棘齿单向驱动滚筒上环形均布设有滚筒倒钩,所述滚筒驱动电机设于侧龙门形滚筒支架上,所述滚筒主动锥齿轮卡合设于滚筒驱动电机的输出轴上,所述滚筒从动锥齿轮卡合设于主轴端部圆轴上,所述滚筒主动锥齿轮和滚筒从动锥齿轮啮合连接;所述纵向往复式激光分隔装置包括压合窄底板、纵向导向带座导轨、导向装置顶部架、纵向升降平台、小功率激光头、平台驱动电推缸和双层木板本体,所述压合窄底板设于压合定形支撑辊组上,所述压合窄底板上对称设有底板环形卡台,所述纵向导向带座导轨设于压合窄底板上,所述导向装置顶部架设于纵向导向带座导轨的顶部,所述纵向导向带座导轨和导向装置顶部架固接,所述纵向升降平台上对称设有平台滑套,所述纵向升降平台通过平台滑套卡合滑动设于纵向导向带座导轨上,所述小功率激光头设于纵向升降平台上,所述平台驱动电推缸设于导向装置顶部架的底部,所述平台驱动电推缸的一端设于纵向升降平台上,所述双层木板本体和滚筒倒钩滚动接触,所述双层木板本体上对称设有单层木板。
6.进一步地,所述木板扩张导向装置包括弧形内导向边、扩张导向卡轴、扩张导向滚筒和扩张滚筒防脱落螺栓,所述弧形内导向边对称设于纵向导向带座导轨和导向装置顶部架之间,所述单层木板和弧形内导向边滑动接触,所述扩张导向卡轴对称设有若干组,所述扩张导向卡轴卡合设于底板环形卡台上,所述扩张导向滚筒转动设于扩张导向卡轴上,所述扩张滚筒防脱落螺栓设于扩张导向卡轴的顶端,所述扩张滚筒防脱落螺栓和扩张导向卡
轴螺纹连接,所述扩张导向滚筒和单层木板滑动接触;所述自粘夹层被动送料装置包括从动料卷防止主轴、卷装自粘夹芯材料、料卷防脱落堵头和堵头固定销,所述从动料卷防止主轴上设有主轴安装底座,所述从动料卷防止主轴通过主轴安装底座和压合窄底板固接,所述卷装自粘夹芯材料转动设于从动料卷防止主轴上,所述卷装自粘夹芯材料的自由端卡合设于单层木板之间,所述料卷防脱落堵头卡合设于从动料卷防止主轴的顶部,所述堵头固定销卡合设于料卷防脱落堵头中,所述堵头固定销卡合设于从动料卷防止主轴中。
7.进一步地,所述夹芯板压合定形装置包括花萼形导向板、压合辊子主轴、压合辊子套筒和压合辊子端部限位螺栓,所述花萼形导向板的底部设有导向板底部加工立柱,所述花萼形导向板通过导向板底部加工立柱固接于压合窄底板上,所述压合辊子主轴卡合设于底板环形卡台中,所述压合辊子套筒转动设于压合辊子主轴上,所述压合辊子端部限位螺栓卡合设于压合辊子主轴上,所述压合辊子套筒和单层木板滚动接触。
8.进一步地,所述压合定形支撑辊组包括上开口辊组支撑槽、辊组支撑轴承、从动支撑辊组和条形轴承压板,所述上开口辊组支撑槽设于原料滑动支撑导向装置上,所述压合窄底板设于上开口辊组支撑槽上,所述上开口辊组支撑槽的两侧对称阵列设有半圆形缺口,所述辊组支撑轴承卡合设于半圆形缺口中,所述条形轴承压板上阵列设有压板半圆形缺口,所述辊组支撑轴承卡合设于压板半圆形缺口中,所述从动支撑辊组上对称设有辊子端部细轴,所述从动支撑辊组通过辊子端部细轴卡合设于辊组支撑轴承中。
9.进一步地,所述水平大深度切割阻燃装置包括吊装滑动载物板、大功率激光切割发射器、集成式多管均压阀和超薄惰性气体均压喷射板,所述吊装滑动载物板设于水平激光头移动装置上,所述大功率激光切割发射器设于吊装滑动载物板的底部,所述集成式多管均压阀设于吊装滑动载物板的底部,所述集成式多管均压阀的顶部设有均压阀进气管,所述集成式多管均压阀的底部阵列设有均压阀凸出气管,所述超薄惰性气体均压喷射板阵列上设有喷射板内腔道,所述集成式多管均压阀通过均压阀凸出气管卡合设于喷射板内腔道中,所述超薄惰性气体均压喷射板的侧面设有喷射板方槽。
10.进一步地,所述水平激光头移动装置包括悬臂式支架、吊装直线电机底座和吊装直线电机滑板,所述悬臂式支架阵列设于原料滑动支撑导向装置上,所述吊装直线电机底座设于悬臂式支架的底部,所述吊装直线电机底座滑动设于吊装直线电机底座上,所述吊装滑动载物板设于吊装直线电机底座的底部,所述吊装滑动载物板和压板半圆形缺口螺栓连接;所述原料滑动支撑导向装置包括主体底座、滑动直线导轨和直线滑块,所述上开口辊组支撑槽设于主体底座上,所述侧龙门形滚筒支架阵列设于主体底座上,所述悬臂式支架阵列设于主体底座上,所述滑动直线导轨对称设于主体底座上,所述直线滑块卡合滑动设于滑动直线导轨上。
11.进一步地,所述原料夹持装置包括l形单边原料夹持底座、木方本体、夹持驱动螺杆、夹持圆盘和螺杆转动手柄,所述l形单边原料夹持底座设于直线滑块上,所述l形单边原料夹持底座上对称设有底座顶部凸台,所述l形单边原料夹持底座在底座顶部凸台上设有底座夹持螺纹孔,所述木方本体设于l形单边原料夹持底座上,所述夹持驱动螺杆转动设于底座夹持螺纹孔中,所述夹持驱动螺杆和底座夹持螺纹孔螺纹配合,所述夹持驱动螺杆转动设于夹持圆盘中,所述夹持圆盘设于木方本体上,所述夹持圆盘和木方本体压合接触,所述螺杆转动手柄卡合设于夹持驱动螺杆的顶部。
12.进一步地,所述木方进给驱动装置包括丝杠转动端部支撑座、进给驱动丝杠本体、吊装螺块、进给驱动电机、进给驱动齿轮和进给从动齿轮,所述丝杠转动端部支撑座设于主体底座上,所述进给驱动丝杠本体转动设于丝杠转动端部支撑座中,所述进给驱动丝杠本体的其中一端设有丝杠端部齿轮安装轴,所述吊装螺块设于l形单边原料夹持底座的底部,所述夹持驱动螺杆和吊装螺块螺纹配合,所述进给驱动电机设于主体底座上,所述进给驱动齿轮卡合设于进给驱动电机的输出轴上,所述进给从动齿轮卡合设于丝杠端部齿轮安装轴上,所述进给驱动齿轮和进给从动齿轮啮合连接。
13.采用上述结构本发明取得的有益效果如下:本方案一种生产家具板材的切割装置,旨在通过集成式的生产设备对家具板材中的夹芯板完成下料、分类、贴合、压合定形等多道工序,在目前常见的夹芯板的生产过程中,首先将切割下来的薄板堆放在暂存区,使用时再取出来覆盖在中间材料的两面,这种生产工序导致夹芯板两面的木板纹路不对应、强度分布没有规律,虽然能够保证具有一定的强度但是无法最大化夹芯板的强度,为了进一步提高夹芯板的强度,本发明创造性地提出了一种一边切割分层,一边压合定形的方式,使加工完成的夹芯板纹路保持其原本的状态,保证两面木板的纹路契合,从而提高强度和美观性,同时这种生产模式也简化了生产流程,省略了传统工序中的中转时间和中转暂存区,提高了生产效率、减少了生产线的占地空间;激光切割技术虽然存在很多优点,但是极限切割深度小是它的一大弊端,当切割深度太深的时候,木材会因为持续受热而燃烧,本发明创造性了提出了水平大深度切割阻燃装置,有效防止了这种木材燃烧的现象,具体是通过超薄惰性气体均压喷射板取代传统的圆形喷嘴,使喷射头能够伸到很深的位置,从而使激光照射范围充满了惰性气体,通过这种填充惰性气体的方式改变燃烧环境,大大提高了激光切割木材的极限深度,本发明创造性地使用棘齿滚筒输料装置对第一步切割下来的木板进行进给,棘齿滚筒输料装置仅有一个面和工件接触,大大简化了结构,提高了输送装置的通用性和适用性,和传统的在没有全包围或者半包围夹持的情况下就能对物料进行输送,通过滚筒倒钩防止滚筒和物料之间打滑,保证了传输的连续性,通过小型激光切割装置对初次下料的木板从中间进行分割,通过循环浅切的方式对木板进行切割,避免了某一部位持续受热燃烧的现象;通过花萼形的导向板和其他辅助导向零件对单层木板进行限位,充分利用了木板自身的弹性特性控制木板的形状,相比于一般全包裹式的导向板,结构更加巧妙、紧凑,并且木板的弧度范围始终在自身的弹性形范围内,不会对木板造成损坏,配合进给机构和支撑机构,有效解决了目前市场上常见的夹芯板生产工序繁琐、激光切割极限深度浅、没有发挥出木板的最大强度的问题。
附图说明
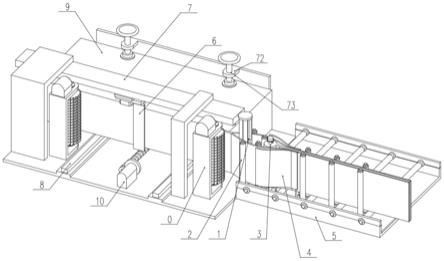
14.图1为本发明一种生产家具板材的切割装置的立体图;
15.图2为本发明一种生产家具板材的切割装置的主视图;
16.图3为本发明一种生产家具板材的切割装置的俯视图;
17.图4为本发明一种生产家具板材的切割装置的左视图;
18.图5为图3中沿着剖切线a
‑
a的剖视图;
19.图6为图5中沿着剖切线b
‑
b的剖视图;
20.图7为图2中沿着剖切线c
‑
c的剖视图;
21.图8为图4中的ⅰ部分的局部放大图;
22.图9为图7中的ⅱ部分的局部放大图;
23.图10为图3中的ⅲ部分的局部放大图;
24.图11为本发明一种生产家具板材的切割装置的局部爆炸视图。
25.其中,1、棘齿滚筒输料装置,2、纵向往复式激光分隔装置,3、木板扩张导向装置,4、自粘夹层被动送料装置,5、夹芯板压合定形装置,6、压合定形支撑辊组,7、水平大深度切割阻燃装置,8、水平激光头移动装置,9、原料滑动支撑导向装置,10、原料夹持装置,11、木方进给驱动装置,12、侧龙门形滚筒支架,13、滚筒转动支撑轴承,14、滚筒方形主轴,15、棘齿单向驱动滚筒,16、滚筒驱动电机,17、滚筒主动锥齿轮,18、滚筒从动锥齿轮,19、主轴端部圆轴,20、滚筒中心方槽,21、滚筒倒钩,22、压合窄底板,23、纵向导向带座导轨,24、导向装置顶部架,25、纵向升降平台,26、小功率激光头,27、平台驱动电推缸,28、双层木板本体,29、底板环形卡台,30、平台滑套,31、单层木板,32、弧形内导向边,33、扩张导向卡轴,34、扩张导向滚筒,35、扩张滚筒防脱落螺栓,36、从动料卷防止主轴,37、卷装自粘夹芯材料,38、料卷防脱落堵头,39、堵头固定销,40、主轴安装底座,41、花萼形导向板,42、压合辊子主轴,43、压合辊子套筒,44、压合辊子端部限位螺栓,45、导向板底部加工立柱,46、上开口辊组支撑槽,47、辊组支撑轴承,48、从动支撑辊组,49、条形轴承压板,50、半圆形缺口,51、辊子端部细轴,52、压板半圆形缺口,53、吊装滑动载物板,54、大功率激光切割发射器,55、集成式多管均压阀,56、超薄惰性气体均压喷射板,57、均压阀凸出气管,58、均压阀进气管,59、喷射板内腔道,60、喷射板方槽,61、悬臂式支架,62、吊装直线电机底座,63、吊装直线电机滑板,64、主体底座,65、滑动直线导轨,66、直线滑块,67、l形单边原料夹持底座,68、木方本体,69、夹持驱动螺杆,70、夹持圆盘,71、螺杆转动手柄,72、底座顶部凸台,73、底座夹持螺纹孔,74、丝杠转动端部支撑座,75、进给驱动丝杠本体,76、吊装螺块,77、进给驱动电机,78、进给驱动齿轮,79、进给从动齿轮,80、丝杠端部齿轮安装轴。
26.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.如图1
‑
6所示,本发明一种生产家具板材的切割装置,包括棘齿滚筒输料装置1、纵向往复式激光分隔装置2、木板扩张导向装置3、自粘夹层被动送料装置4、夹芯板压合定形装置5、压合定形支撑辊组6、水平大深度切割阻燃装置7、水平激光头移动装置8、原料滑动支撑导向装置9、原料夹持装置10和木方进给驱动装置11,所述棘齿滚筒输料装置1阵列设于原料滑动支撑导向装置9上,所述纵向往复式激光分隔装置2设于压合定形支撑辊组6上,所述木板扩张导向装置3对称设于纵向往复式激光分隔装置2上,所述自粘夹层被动送料装置4设于纵向往复式激光分隔装置2上,所述夹芯板压合定形装置5对称设于纵向往复式激光分隔装置2上,所述压合定形支撑辊组6设于原料滑动支撑导向装置9上,所述水平大深度
切割阻燃装置7设于水平激光头移动装置8上,所述水平激光头移动装置8设于原料滑动支撑导向装置9上,所述原料夹持装置10设于原料滑动支撑导向装置9上,所述木方进给驱动装置11设于原料滑动支撑导向装置9上;所述棘齿滚筒输料装置1包括侧龙门形滚筒支架12、滚筒转动支撑轴承13、滚筒方形主轴14、棘齿单向驱动滚筒15、滚筒驱动电机16、滚筒主动锥齿轮17和滚筒从动锥齿轮18,所述侧龙门形滚筒支架12对称设于原料滑动支撑导向装置9上,所述滚筒转动支撑轴承13卡合设于侧龙门形滚筒支架12中,所述滚筒方形主轴14的端部设有主轴端部圆轴19,所述滚筒方形主轴14通过主轴端部圆轴19卡合设于滚筒转动支撑轴承13中,所述棘齿单向驱动滚筒15上设有滚筒中心方槽20,所述棘齿单向驱动滚筒15通过滚筒中心方槽20卡合设于滚筒方形主轴14上,所述棘齿单向驱动滚筒15上环形均布设有滚筒倒钩21,所述滚筒驱动电机16设于侧龙门形滚筒支架12上,所述滚筒主动锥齿轮17卡合设于滚筒驱动电机16的输出轴上,所述滚筒从动锥齿轮18卡合设于主轴端部圆轴19上,所述滚筒主动锥齿轮17和滚筒从动锥齿轮18啮合连接;所述纵向往复式激光分隔装置2包括压合窄底板22、纵向导向带座导轨23、导向装置顶部架24、纵向升降平台25、小功率激光头26、平台驱动电推缸27和双层木板本体28,所述压合窄底板22设于压合定形支撑辊组6上,所述压合窄底板22上对称设有底板环形卡台29,所述纵向导向带座导轨23设于压合窄底板22上,所述导向装置顶部架24设于纵向导向带座导轨23的顶部,所述纵向导向带座导轨23和导向装置顶部架24固接,所述纵向升降平台25上对称设有平台滑套30,所述纵向升降平台25通过平台滑套30卡合滑动设于纵向导向带座导轨23上,所述小功率激光头26设于纵向升降平台25上,所述平台驱动电推缸27设于导向装置顶部架24的底部,所述平台驱动电推缸27的一端设于纵向升降平台25上,所述双层木板本体28和滚筒倒钩21滚动接触,所述双层木板本体28上对称设有单层木板31。
29.所述木板扩张导向装置3包括弧形内导向边32、扩张导向卡轴33、扩张导向滚筒34和扩张滚筒防脱落螺栓35,所述弧形内导向边32对称设于纵向导向带座导轨23和导向装置顶部架24之间,所述单层木板31和弧形内导向边32滑动接触,所述扩张导向卡轴33对称设有若干组,所述扩张导向卡轴33卡合设于底板环形卡台29上,所述扩张导向滚筒34转动设于扩张导向卡轴33上,所述扩张滚筒防脱落螺栓35设于扩张导向卡轴33的顶端,所述扩张滚筒防脱落螺栓35和扩张导向卡轴33螺纹连接,所述扩张导向滚筒34和单层木板31滑动接触;所述自粘夹层被动送料装置4包括从动料卷防止主轴36、卷装自粘夹芯材料37、料卷防脱落堵头38和堵头固定销39,所述从动料卷防止主轴36上设有主轴安装底座40,所述从动料卷防止主轴36通过主轴安装底座40和压合窄底板22固接,所述卷装自粘夹芯材料37转动设于从动料卷防止主轴36上,所述卷装自粘夹芯材料37的自由端卡合设于单层木板31之间,所述料卷防脱落堵头38卡合设于从动料卷防止主轴36的顶部,所述堵头固定销39卡合设于料卷防脱落堵头38中,所述堵头固定销39卡合设于从动料卷防止主轴36中。
30.所述夹芯板压合定形装置5包括花萼形导向板41、压合辊子主轴42、压合辊子套筒43和压合辊子端部限位螺栓44,所述花萼形导向板41的底部设有导向板底部加工立柱45,所述花萼形导向板41通过导向板底部加工立柱45固接于压合窄底板22上,所述压合辊子主轴42卡合设于底板环形卡台29中,所述压合辊子套筒43转动设于压合辊子主轴42上,所述压合辊子端部限位螺栓44卡合设于压合辊子主轴42上,所述压合辊子套筒43和单层木板31滚动接触。
31.所述压合定形支撑辊组6包括上开口辊组支撑槽46、辊组支撑轴承47、从动支撑辊组48和条形轴承压板49,所述上开口辊组支撑槽46设于原料滑动支撑导向装置9上,所述压合窄底板22设于上开口辊组支撑槽46上,所述上开口辊组支撑槽46的两侧对称阵列设有半圆形缺口50,所述辊组支撑轴承47卡合设于半圆形缺口50中,所述条形轴承压板49上阵列设有压板半圆形缺口5052,所述辊组支撑轴承47卡合设于压板半圆形缺口5052中,所述从动支撑辊组48上对称设有辊子端部细轴51,所述从动支撑辊组48通过辊子端部细轴51卡合设于辊组支撑轴承47中。
32.所述水平大深度切割阻燃装置7包括吊装滑动载物板53、大功率激光切割发射器54、集成式多管均压阀55和超薄惰性气体均压喷射板56,所述吊装滑动载物板53设于水平激光头移动装置8上,所述大功率激光切割发射器54设于吊装滑动载物板53的底部,所述集成式多管均压阀55设于吊装滑动载物板53的底部,所述集成式多管均压阀55的顶部设有均压阀进气管58,所述集成式多管均压阀55的底部阵列设有均压阀凸出气管57,所述超薄惰性气体均压喷射板56阵列上设有喷射板内腔道59,所述集成式多管均压阀55通过均压阀凸出气管57卡合设于喷射板内腔道59中,所述超薄惰性气体均压喷射板56的侧面设有喷射板方槽60。
33.所述水平激光头移动装置8包括悬臂式支架61、吊装直线电机底座62和吊装直线电机滑板63,所述悬臂式支架61阵列设于原料滑动支撑导向装置9上,所述吊装直线电机底座62设于悬臂式支架61的底部,所述吊装直线电机底座62滑动设于吊装直线电机底座62上,所述吊装滑动载物板53设于吊装直线电机底座62的底部,所述吊装滑动载物板53和压板半圆形缺口5052螺栓连接;所述原料滑动支撑导向装置9包括主体底座64、滑动直线导轨65和直线滑块66,所述上开口辊组支撑槽46设于主体底座64上,所述侧龙门形滚筒支架12阵列设于主体底座64上,所述悬臂式支架61阵列设于主体底座64上,所述滑动直线导轨65对称设于主体底座64上,所述直线滑块66卡合滑动设于滑动直线导轨65上。
34.所述原料夹持装置10包括l形单边原料夹持底座67、木方本体68、夹持驱动螺杆69、夹持圆盘70和螺杆转动手柄71,所述l形单边原料夹持底座67设于直线滑块66上,所述l形单边原料夹持底座67上对称设有底座顶部凸台72,所述l形单边原料夹持底座67在底座顶部凸台72上设有底座夹持螺纹孔73,所述木方本体68设于l形单边原料夹持底座67上,所述夹持驱动螺杆69转动设于底座夹持螺纹孔73中,所述夹持驱动螺杆69和底座夹持螺纹孔73螺纹配合,所述夹持驱动螺杆69转动设于夹持圆盘70中,所述夹持圆盘70设于木方本体68上,所述夹持圆盘70和木方本体68压合接触,所述螺杆转动手柄71卡合设于夹持驱动螺杆69的顶部。
35.所述木方进给驱动装置11包括丝杠转动端部支撑座74、进给驱动丝杠本体75、吊装螺块76、进给驱动电机77、进给驱动齿轮78和进给从动齿轮79,所述丝杠转动端部支撑座74设于主体底座64上,所述进给驱动丝杠本体75转动设于丝杠转动端部支撑座74中,所述进给驱动丝杠本体75的其中一端设有丝杠端部齿轮安装轴80,所述吊装螺块76设于l形单边原料夹持底座67的底部,所述夹持驱动螺杆69和吊装螺块76螺纹配合,所述进给驱动电机77设于主体底座64上,所述进给驱动齿轮78卡合设于进给驱动电机77的输出轴上,所述进给从动齿轮79卡合设于丝杠端部齿轮安装轴80上,所述进给驱动齿轮78和进给从动齿轮79啮合连接。
36.具体使用时,用户首先将木方本体68放在l形单边原料夹持底座67上,然后通过旋转螺杆转动手柄71的方式,通过夹持驱动螺杆69带着夹持圆盘70下降,直到夹持圆盘70压合在木方本体68上之后,继续旋转螺杆转动手柄71,直到木方本体68被牢固地夹持在l形单边原料夹持底座67和水平大深度切割阻燃装置7之间,然后启动吊装直线电机滑板63将吊装直线电机滑板63移动到靠近上开口辊组支撑槽46的一端的极限位置,然后启动进给驱动电机77,由进给驱动电机77通过进给驱动齿轮78带着进给从动齿轮79旋转,从而带着进给驱动丝杠本体75在吊装螺块76中旋转,进而带着通过l形单边原料夹持底座67带着木方本体68在吊装直线电机底座62和吊装直线电机滑板63的导向下滑动,直到木方本体68的侧面贴合在滚筒倒钩21为止,然后启动大功率激光切割发射器54,通过大功率激光切割发射器54发射出来的高密度的能量光束,使木方本体68被照射到的位置升华,从而将木方本体68切割开来,当同一位置被长时间照射或者能量不稳定时,木方本体68容易燃烧,此时通过集成式多管均压阀55将从均压阀进气管58中进入的惰性气体均匀分散,并单独沿着喷射板内腔道59流入切割部位,从而破坏燃烧空间的富氧环境,阻止木方本体68的被切割处的燃烧,通过边切割边充入惰性气体的方式改变切割点的周围的含氧量,从而防止被切割处燃烧,切割完成之后通过进给驱动电机77控制l形单边原料夹持底座67进给一次切割去除材料的厚度,使切割下来的双层木板本体28和滚筒倒钩21贴合,然后启动滚筒驱动电机16,由滚筒驱动电机16通过滚筒主动锥齿轮17带着滚筒从动锥齿轮18旋转,从而带着滚筒方形主轴14和棘齿单向驱动滚筒15在滚筒转动支撑轴承13的支承下转动,当棘齿单向驱动滚筒15在转动的时候通过滚筒倒钩21勾住双层木板本体28的表面,从而带着双层木板本体28朝向上开口辊组支撑槽46的方向推动;与此同时启动小功率激光头26和平台驱动电推缸27,通过平台驱动电推缸27的往复伸缩带着纵向升降平台25在纵向导向带座导轨23上循环滑动,小功率激光头26在升降的时候对双层木板本体28的中间部位进行切割,由于这时的切割是循环的浅切割而非单点连续的切割,所以不必担心由于温度升高引起的燃烧现象,随着双层木板本体28从中间被切开,单层木板31在弧形内导向边32的导向下向外分叉,然后又在花萼形导向板41的导向下向内聚拢,通过扩张导向滚筒34的支撑防止单层木板31碰到卷装自粘夹芯材料37,通过花萼形导向板41聚拢的单层木板31会贴合在卷装自粘夹芯材料37的自由端并重新连接在一起,在从动支撑辊组48的支撑下沿着压合辊子套筒43向前滚动,通过压合辊子套筒43不断向单层木板31施加压力,使单层木板31和卷装自粘夹芯材料37的自由端更好的贴合,双层木板本体28被完全切开之后通过进给驱动电机77驱动l形单边原料夹持底座67向棘齿滚筒输料装置1的方向滑动,进入下一次切割循环,以上便是本发明整体的工作流程,下次使用时重复此步骤即可。
37.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
39.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1