一种大直径阿基米德螺旋线数控盘管机的制作方法
1.本发明涉及盘管技术,具体涉及一种大直径阿基米德螺旋线数控盘管机。
背景技术:
2.目前阿基米德螺旋线盘管(俗名:扁平盘管)制作方式是利用固定转盘缠绕而成,每圈管与管之间的间距调整需要靠垫设不同厚度的胶带来完成。这种方式有两个局限性:1、由于管子在弯曲的过程中没有模具限制,扁平盘管内圈直径较小时,管件极易失圆。2、对于管径或者螺距较大的扁平盘管制作困难。3、由于弯曲回弹的影响,随着盘圆直径的增大,管与管之间的间距越来越大,对扁平盘管外径有很大限制且无法保证间距的均匀性,矫正难度较大。
技术实现要素:
3.针对现有技术中的问题,本发明提供一种大直径阿基米德螺旋线数控盘管机。
4.一种大直径阿基米德螺旋线数控盘管机,包括连续折弯装置和接料架,所述接料架包括支撑架,所述连续折弯装置位于所述支撑架的一侧并与所述支撑架靠近,在所述支撑架的上部滑动设置有滑动支架,所述滑动支架沿朝向所述连续折弯装置的水平直线方向往返移动设置,在所述滑动支架上绕其中部呈圆周分布有水平设置的支撑托辊,所述支撑托辊的内端位于所述滑动支架的中部,所述支撑托辊的外端向所述滑动支架的外侧延伸;在所述连续折弯装置上位于与所述接料架相邻的两侧上均设置有条形滑槽,所述条形滑槽水平设置且位于所述连续折弯装置的外侧,两个所述支撑托辊的外端分别位于所述连续折弯装置的两侧并分别与所述条形滑槽滑动配合。
5.本发明的工作原理:初始状态时滑动支架靠近所述连续折弯装置,同时设置在条形滑槽上的支撑托辊的外端位于所述条形滑槽的外端端部。连续折弯装置按盘管的形式对线管进行连续折弯,先形成阿基米德螺旋线的内圈并位于滑动支架的中部且支撑在支撑托辊上,而后阿基米德螺旋线的直径逐渐增大,形成的扁平盘管并在支撑托辊的作用下转动,同时滑动支架向远离所述连续折弯装置的方向移动,设置在条形滑槽上的支撑托辊的外端向所述条形滑槽的内端移动,使得支撑托辊能对形成的扁平盘管有更好的支撑作用。其中,连续折弯装置对管线进行折弯时不断调整管线的折弯半径,从而完成阿基米德螺旋线盘管。
6.进一步:在所述滑动支架内固定安装有旋转电机,所述支撑托辊分为第一托辊和第二托辊,所述第一托辊为与所述条形滑槽连接的支撑托辊,所述第二托辊由所述旋转电机驱动其旋转。当扁平盘管直径和重量较大时,旋转电机带动第二托辊转动从而带动扁平盘管转动,以防止弯曲回弹,进而保证扁平盘管内管与管之间的间隙相同。
7.进一步:在所述旋转电机的驱动轴上固套有朝上设置的伞齿轮,在所述伞齿轮上与所述第二托辊对应的位置啮合有锥齿轮,所述锥齿轮与所述第二托辊固定连接并带动所述第二托辊转动。结构简单,方便装配安装和维护。
8.进一步:位于所述连续折弯装置两侧的所述条形滑槽平行设置,所述条形滑槽与所述滑动支架的移动方向垂直设置且与所述接料支架靠近。这样设计,有效避免第二托辊与连续折弯装置发生干涉。
9.进一步:所述连续折弯装置包括折弯滚轮及两排传输滚轮,每排所述传输滚轮均沿水平直线设置且与所述滑动支架的滑动方向垂直设置,在所述两排传输滚轮之间形成传输间隙,所述折弯滚轮位于所述传输间隙的一端端口处,所述折弯滚轮沿平行于所述滑动支架移动方向的方向移动设置并由伺服电动缸驱动。
10.进一步:其中一排所述传输滚轮分别固定在与其对应的定位座上,所述定位座沿平行于所述滑动支架移动方向的直线位置可调设置。
11.本发明的有益效果:通过设置可以移动接料的接料架,随着折弯直径的增大,适应性移动盘管的位置,从而避免管线弯曲回弹,保证扁平盘管中管与管之间的间距保持不变,进而保证盘管的效果;通过设置能主动转动的支撑托辊,对大半径、大重量的扁平盘管进行转动,避免扁平盘管对管线产生抗力从而影响管线的折弯半径;通过伺服电动缸带动折弯滚轮移动从而能精准控制管线的折弯半径,避免发生失圆,保证扁平盘管的盘设效果。
附图说明
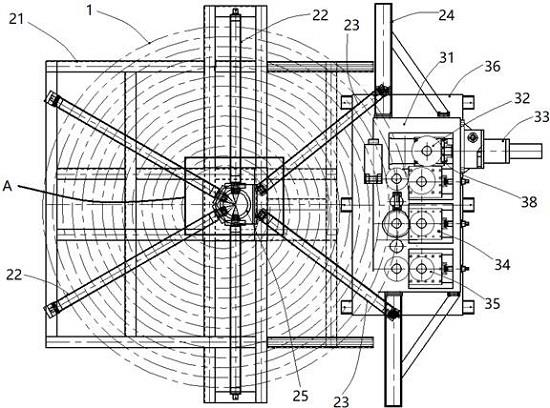
12.图1为本发明的俯视结构示意图;图2为图1中a区域的结构示意图;图3为本发明的剖视结构示意图;图4为图3中a
‑
a剖视结构示意图;图5为本发明中连续折弯装置的俯视结构示意图。
13.图中,1、扁平盘管;21、滑动支架;22、第一托辊;23、第二托辊;24、条形滑槽;25、旋转电机;251、伞齿轮;252、锥齿轮;26、支撑架;261、滑轨;31、驱动箱;32、折弯滚轮;33、伺服电动缸;34、定位座;35、传输滚轮;36、固定座;37、驱动电机;371、减速箱;372、同步齿轮;373、转轴;38、滑动座。
具体实施方式
14.下面结合附图对本发明做详细说明。下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。本发明实例中的左、中、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
15.一种大直径阿基米德螺旋线数控盘管机,如图1和图2所示,包括连续折弯装置和接料架,所述接料架包括支撑架26,所述连续折弯装置位于所述支撑架26的一侧并与所述支撑架26靠近,在所述支撑架26的上部滑动设置有滑动支架21,所述滑动支架21沿朝向所述连续折弯装置的水平直线方向往返移动设置,在所述滑动支架21上绕其中部呈圆周分布有水平设置的支撑托辊,所述支撑托辊的内端位于所述滑动支架21的中部,所述支撑托辊的外端向所述滑动支架21的外侧延伸;在所述连续折弯装置上位于与所述接料架相邻的两侧上均设置有条形滑槽24,所述条形滑槽24水平设置且位于所述连续折弯装置的外侧,两
个所述支撑托辊的外端分别位于所述连续折弯装置的两侧并分别与所述条形滑槽滑动配合。
16.其中,结合图3所示,在所述滑动支架21内固定安装有旋转电机25,所述支撑托辊分为第一托辊22和第二托辊23,所述第一托辊22为与所述条形滑槽24连接的支撑托辊,所述第二托辊23由所述旋转电机25驱动其旋转,旋转电机25固定安装在所述滑动支架21的中部且竖向设置,在所述旋转电机25的驱动轴上固套有朝上设置的伞齿轮251,在所述伞齿轮251上与所述第二托辊23对应的位置啮合有锥齿轮252,所述锥齿轮252与所述第二托辊23固定连接并带动所述第二托辊23转动,四个第二托辊23呈180度的圆周均匀分布。旋转电机25带动四个第二托辊23转动,并根据扁平盘管1的直径大小实时调整旋转速度,保证扁平盘管1在连续折弯装置处的线速度相同。可根据不同厚度的扁平盘管1,调整支撑架26的高度。
17.结合图4和图5所示,位于所述连续折弯装置两侧的所述条形滑槽24平行设置,所述条形滑槽24与所述滑动支架21的移动方向垂直设置且与所述接料支架靠近。所述连续折弯装置包括折弯滚轮32及两排传输滚轮35,所述折弯滚轮32和传输滚轮35均为沟槽滚轮,每排所述传输滚轮35均沿水平直线设置且与所述滑动支架21的滑动方向垂直设置,在所述两排传输滚轮35之间形成传输间隙,所述折弯滚轮32位于所述传输间隙的一端端口处,所述折弯滚轮32沿平行于所述滑动支架21移动方向的方向移动设置并由伺服电动缸33驱动,折弯滚轮32转动安装在滑动座38上,所述滑动座38与伺服电动缸33联动;所述连续折弯装置包括驱动箱31和固定座36,所述驱动箱31固定连接在所述固定座36上,所述传输滚轮35安装在所述驱动箱31上,在所述固定座36内固定设置有驱动电机37,所述驱动电机37经减速机371、转轴373和同步齿轮372后驱动其中一排所述传输滚轮35,另外一排所述传输滚轮35分别固定在与其对应的定位座34上,所述定位座34沿平行于所述滑动支架21移动方向的直线位置可调设置,所述定位座34滑动设置在所述驱动箱31上,并在所述驱动箱31上对应所述定位座34的位置设置有定位销钉,所述定位销钉的内端与所述定位座34转动配合,所述定位销钉的中部与所述驱动箱31螺纹配合。
18.本发明的工作原理:初始状态时滑动支架靠近所述连续折弯装置,同时设置在条形滑槽上的支撑托辊的外端位于所述条形滑槽的外端端部。连续折弯装置按盘管的形式对线管进行连续折弯,并伺服电动缸调整折弯滚轮的位置来实时控制管线的折弯半径,先形成阿基米德螺旋线的内圈并位于滑动支架的中部且支撑在支撑托辊上,而后阿基米德螺旋线的直径逐渐增大,形成的扁平盘管并在支撑托辊的作用下转动,同时滑动支架向远离所述连续折弯装置的方向移动,设置在条形滑槽上的支撑托辊的外端向所述条形滑槽的内端移动,使得支撑托辊能对形成的扁平盘管有更好的支撑作用。其中,连续折弯装置对管线进行折弯时不断调整管线的折弯半径,从而完成阿基米德螺旋线盘管。
19.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1