一种全自动电极丝绞丝装置及其生产方法与流程
1.本发明涉及一种全自动电极丝绞丝装置及其生产方法。
背景技术:
2.现有电极丝的绞丝机一般都采用半自动单方向绞丝,不但绞丝质量不高,也会时常存在绞断丝现象的发生,导致成品率低。
技术实现要素:
3.为了克服现有技术的不足,本发明提供了一种全自动电极丝绞丝装置及其生产方法。
4.为解决上述问题,本发明所采用的技术方案是:一种全自动电极丝绞丝装置及其生产方法,包括定位台一,定位台二,绞丝机构,所述的定位台一上设有轴承座一,丝辊一,丝辊轴一,轴支架一,所述的丝辊轴一一端安装在轴承座一的一端,所述的丝辊轴一的另一端安装在轴支架一上,所述的丝辊一安装在丝辊轴一上,所述的定位台二上设有轴承座二,丝辊二,丝辊轴二,轴支架二,所述的丝辊轴二一端安装在轴承座二的一端,所述的丝辊轴二的另一端安装在轴支架二上,所述的丝辊二安装在丝辊轴二上,所述的绞丝机构包括包括侧板,上引导机构,下引导机构和转动机构,所述的上引导机构安装在侧板的一侧,所述的上引导机构包括安装侧板一,安装侧板二,安装底板,连接螺柱一,连接螺柱二,连接螺柱三,连接螺柱四,连接螺柱五,连接螺柱六,连接螺柱七,电机,传动轴承一,传动轴承二,传动带,所述的安装侧板一与安装侧板二安装在安装底板上,所述的连接螺柱一,连接螺柱二,连接螺柱三,连接螺柱四,连接螺柱五安装在安装侧板一上,所述的安装侧板一与安装侧板二的上方安装有顶板,所述的连接螺柱六安装在顶板上,所述的安装侧板二一侧设有腰轴孔,所述的腰轴孔上安装有连接螺柱七,所述的连接螺柱一上安装有拉丝轴一,所述的连接螺柱二上设有拉丝轴二,所述的连接螺柱三上设有拉丝轴三,所述的连接螺柱四上设有拉丝轴四,所述的连接螺柱五上设有拉丝轴五,所述的连接螺柱六上设有拉丝轴六,所述的连接螺柱七上设有拉丝轴七,所述的安装侧板一的底部设有槽口,所述的安装底板一侧安装有电机,所述的电机上方设有传动轴承一,所述的安装底板上安装有传动轴一,所述的传动轴一上设有传动轴承二,所述的传动轴承一和传动轴承二上安装有传动带,所述的传动带穿过槽口,所述的转动机构安装在传动轴一上,所述的转动机构包括转动盘一,转动盘二,安装侧板三,安装侧板四,连接螺柱八,连接螺柱九,连接螺柱十,安装块一,绞丝辊一,绞丝辊二,连接螺柱十一,连接螺柱十二,连接螺柱十三,安装块二,绞丝辊三,绞丝辊四,连接螺柱十四,连接螺柱十五,连接螺柱十六,所述的安装侧板三和安装侧板四固定在转动盘一与转动盘二之间,所述的安装侧板三上安装有连接螺柱八,连接螺柱九,连接螺柱十,安装块一,绞丝辊一,绞丝辊二,所述的安装块一安装在连接螺柱十的下方,所述的绞丝辊一,绞丝辊二安装在安装块一上,所述的绞丝辊一,绞丝辊二过盈配合,所述的连接螺柱八上安装有拉丝轴八,所述的连接螺柱九安装有拉丝轴九,
所述的连接螺柱十安装有拉丝轴十,所述的安装侧板四上安装有连接螺柱十一,连接螺柱十二,连接螺柱十三,安装块二,绞丝辊三,绞丝辊四,连接螺柱十四,连接螺柱十五,连接螺柱十六,所述的连接螺柱十一,连接螺柱十二,连接螺柱十三安装在安装块二的上方,所述的连接螺柱十二在连接螺柱十一的下侧,所述的连接螺柱十三在连接螺柱十二的下侧,所述的绞丝辊三,绞丝辊四安装在安装块二上,所述的绞丝辊三,绞丝辊四过盈配合,所述的连接螺柱十一上安装有拉丝轴十一,所述的连接螺柱十二上安装有拉丝轴十二,所述的连接螺柱十三上安装有拉丝轴十三,所述的连接螺柱十四,连接螺柱十五,连接螺柱十六在安装块二的下方,所述的连接螺柱十五在连接螺柱十四的下侧,所述的连接螺柱十六在连接螺柱十五的下侧,所述的转动盘二下方安装有从动轴,所述的转动盘一和转动盘二上设有通孔,所述的从动轴安装在支撑底座上。
5.作为一种优选,所述的下引导机构上安装有连接螺柱十七,连接螺柱十八,连接螺柱十九,连接螺柱二十,连接螺柱二十一,所述的连接螺柱十八在连接螺柱十七的下侧,所述的连接螺柱十九在连接螺柱十八的下侧,所述的连接螺柱二十在连接螺柱十九的下侧,所述的连接螺柱二十一在连接螺柱二十的下侧。
6.作为一种优选,所述的传动轴承一上设有压板一。
7.作为一种优选,所述的传动轴承二上设有压板二。
8.作为一种优选,所述的连接螺柱十四上设有拉丝轴十四,所述的连接螺柱十五设有拉丝轴十五,所述的连接螺柱十六设有设有拉丝轴十六。
9.作为一种优选,所述的连接螺柱十七上设有拉丝轴十七,所述的连接螺柱十八设有拉丝轴十八,所述的连接螺柱十九设有设有拉丝轴十九,所述的连接螺柱二十设有设有拉丝轴二十。
10.作为一种优选,所述的侧板安装在固定板上,所述的固定板上设有引导辊一,引导辊二和引导棍三。
11.作为一种优选,所述的侧板一侧设有引导架一和引导架二,所述的引导架一上设有引导棍四,所述的引导架二上设有引导棍五。
12.作为一种优选,所述的下引导机构下方设有引导棍六。
13.作为一种优选,一种全自动电极丝生产方法,其特征在于包括以下步骤:a、丝辊一的电极丝通过引导棍四后通过拉丝轴七引导后经过拉丝轴六后,依次经过拉丝轴一,拉丝轴二,拉丝轴三,拉丝轴四,拉丝轴五,随后穿过转动盘一的通孔;b、随后电极丝依次经过拉丝轴八,拉丝轴九,拉丝轴十后,电极丝经过绞丝辊一和绞丝辊二之间,初步电极丝预成型成s型,随后电极丝经过拉丝轴十一,拉丝轴十二,拉丝轴十三后电极丝经过绞丝辊三和绞丝辊四之间,电极丝再次绞丝,成型成s型电极丝,c、成型后的电极丝经过拉丝轴十四,拉丝轴十五,拉丝轴十六后穿过转动盘二的通孔,d、电极丝经过拉丝轴十七,拉丝轴十八,拉丝轴十九,拉丝轴二十,拉丝轴二十一,e、电极丝经过引导棍六后呈s型绕过引导辊三,引导辊二和引导棍一,随后在引导棍五上引导后绕在丝辊二上。
14.由于采用了上述技术方案,与现有技术相比,本发明通过电极丝的绞丝机构的设置,提高了绞丝效率,确保了线切割时电流的一致性同时也提高了成品率。
15.同时下面结合附图和具体实施方式对本发明作进一步说明。
附图说明
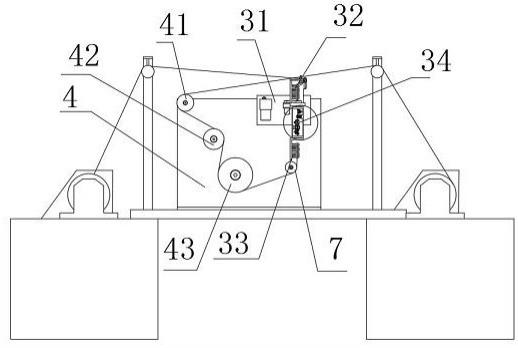
16.图1为本发明一种全自动电极丝绞丝装置的正视图。
17.图2为本发明一种全自动电极丝绞丝装置的轴视图图3为本发明一种全自动电极丝绞丝装置的绞丝机构的正视图。
18.图4为本发明一种全自动电极丝绞丝装置的绞丝机构的右视图。
19.图5为本发明一种全自动电极丝绞丝装置的绞丝机构的立体视图。
20.图6为本发明一种全自动电极丝绞丝装置的绞丝机构的局部放大视图。
21.图7为本发明一种全自动电极丝绞丝装置的绞丝机构的局部剖视图。
22.图中:定位台一1,轴承座一11,丝辊一12,丝辊轴一13,轴支架一14,定位台二2,轴承座二21,丝辊二22,丝辊轴二23,轴支架二24,绞丝机构3,侧板31,上引导机构32,安装侧板一32a,槽口32a1,安装侧板二32b,腰轴孔32b1,安装底板32c,连接螺柱一32d,拉丝轴一32d1,连接螺柱二32e,拉丝轴二32e1,连接螺柱三32f,拉丝轴三32f1,连接螺柱四32g,拉丝轴四32g1连接螺柱五32h,拉丝轴五32h1,连接螺柱六32j,拉丝轴六32j1,连接螺柱七32k,拉丝轴七32k1,电机32m,传动轴承一32n,压板一32n1,传动轴承二32p,压板二32p1,传动带32q,顶板32r,传动轴一32s,下引导机构33, 连接螺柱十七33a,拉丝轴十七33a1,连接螺柱十八33b,拉丝轴十八33b1,连接螺柱十九33c,拉丝轴十九33c1,连接螺柱二十33d,拉丝轴二十33d1,连接螺柱二十一33e,和转动机构34,转动盘一34a,转动盘二34b,安装侧板三34c,安装侧板四34d,连接螺柱八34e,拉丝轴八34e1,连接螺柱九34f,拉丝轴九34f1,连接螺柱十34g,拉丝轴十34g1,安装块一34h,绞丝辊一34j,绞丝辊二34k,连接螺柱十一34m,拉丝轴十一34m1,连接螺柱十二34n,拉丝轴十二34n1,连接螺柱十三34p,拉丝轴十三34p1,安装块二34q,绞丝辊三34r,绞丝辊四34s,连接螺柱十四34t,拉丝轴十四34t1,连接螺柱十五34u,拉丝轴十五34u1,连接螺柱十六34v,拉丝轴十六34v1,从动轴34w,通孔34x,支撑底座34y, 固定板4上设有引导辊一41,引导辊二42和引导棍三43,引导架一5, 引导棍四51,和引导架二6,引导棍五61。引导棍六7。
具体实施方式
23.实施例:如图1
‑
7所示,一种全自动电极丝绞丝装置及其生产方法,包括定位台一1,定位台二2,绞丝机构3,所述的定位台一1上设有轴承座一11,丝辊一12,丝辊轴一13,轴支架一14,所述的丝辊轴一13一端安装在轴承座一1的一端,所述的丝辊轴一13的另一端安装在轴支架一14上,所述的丝辊一12安装在丝辊轴一13上,所述的定位台二2上设有轴承座二21,丝辊二22,丝辊轴二23,轴支架二24,所述的丝辊轴二23一端安装在轴承座二21的一端,所述的丝辊轴二23的另一端安装在轴支架二24上,所述的丝辊二22安装在丝辊轴二23上,所述的绞丝机构3包括包括侧板31,上引导机构32,下引导机构33和转动机构34,所述的上引导机构32安装在侧板31的一侧,所述的上引导机构32包括安装侧板一32a,安装侧板二32b,安装底板32c,连接螺柱一32d,连接螺柱二32e,连接螺柱三32f,连接螺柱四32g,连接螺柱五32h,连接螺柱六32j,连接螺柱七32k,电机32m,传动轴承一32n,传动轴承二32p,传动带
32q,所述的安装侧板一32a与安装侧板二32b安装在安装底板32c上,所述的连接螺柱一32d,连接螺柱二32e,连接螺柱三32f,连接螺柱四32g,连接螺柱五32h,安装在安装侧板一32a上,所述的安装侧板一32a与安装侧板二32b的上方安装有顶板32r,所述的连接螺柱六32j安装在顶板顶板32r上,所述的安装侧板二32b一侧设有腰轴孔32b1,所述的腰轴孔32b1上安装有连接螺柱七32k,所述的连接螺柱一32d上安装有拉丝轴一32d1,所述的连接螺柱二32e上设有拉丝轴二32e1,所述的连接螺柱三32f上设有拉丝轴三32f1,所述的连接螺柱四32g上设有拉丝轴四32g1,所述的连接螺柱五32h上设有拉丝轴五32h1,所述的连接螺柱六32j上设有拉丝轴六32j1,所述的连接螺柱七32k上设有拉丝轴七32k1,所述的安装侧板一32a的底部设有槽口32a1,所述的安装底板32c一侧安装有电机32m,所述的电机32m上方设有传动轴承一32n,所述的安装底板32c上安装有传动轴一32s,所述的传动轴一32s上设有传动轴承二32p,所述的传动轴承一32n和传动轴承二32p上安装有传动带32u,所述的传动带32u穿过槽口32a1,所述的转动机构34安装在传动轴一32s上,所述的转动机构34包括转动盘一34a,转动盘二34b,安装侧板三34c,安装侧板四34d,连接螺柱八34e,连接螺柱九34f,连接螺柱十34g,安装块一34h,绞丝辊一34j,绞丝辊二34k,连接螺柱十一34m,连接螺柱十二34n,连接螺柱十三34p,安装块二34q,绞丝辊三34r,绞丝辊四34s,连接螺柱十四34t,连接螺柱十五34u,连接螺柱十六34v,所述的安装侧板三34c和安装侧板四34d固定在转动盘一34a与转动盘二34b之间,所述的安装侧板三34c上安装有连接螺柱八34e,连接螺柱九34f,连接螺柱十34g,安装块一34h,绞丝辊一34j,绞丝辊二34k,所述的安装块一34h安装在连接螺柱十4g的下方,所述的绞丝辊一34j,绞丝辊二34k安装在安装块一34h上,所述的绞丝辊一34j,绞丝辊二34k过盈配合,所述的连接螺柱八34e上安装有拉丝轴八34e1,所述的连接螺柱九34f安装有拉丝轴九34f1,所述的连接螺柱十34g安装有拉丝轴十34g1,所述的安装侧板四34d上安装有连接螺柱十一34m,连接螺柱十二34n,连接螺柱十三34p,安装块二34q,绞丝辊三34r,绞丝辊四34s,连接螺柱十四34t,连接螺柱十五34u,连接螺柱十六34v,所述的连接螺柱十一34m,连接螺柱十二34n,连接螺柱十三34p安装在安装块二34q的上方,所述的连接螺柱十二34n在连接螺柱十一34m的下侧,所述的连接螺柱十三34p在连接螺柱十二34n的下侧,所述的绞丝辊三34r,绞丝辊四34s安装在安装块二34q上,所述的绞丝辊三34r,绞丝辊四34s过盈配合,所述的连接螺柱十一34m上安装有拉丝轴十一34m1,所述的连接螺柱十二34n上安装有拉丝轴十二34n1,所述的连接螺柱十三34p上安装有拉丝轴十三34p1,所述的连接螺柱十四34t,连接螺柱十五34u,连接螺柱十六34v在安装块二34q的下方,所述的连接螺柱十五34u在连接螺柱十四34t的下侧,所述的连接螺柱十六34v在连接螺柱十五34u的下侧,所述的转动盘二34b下方安装有从动轴34w,所述的转动盘一34a和转动盘二34b上设有通孔34x,所述的从动轴34w安装在支撑底座34y上。
24.进一步的,所述的下引导机构33上安装有连接螺柱十七33a,连接螺柱十八33b,连接螺柱十九33c,连接螺柱二十33d,连接螺柱二十一33e,所述的连接螺柱十八33b在连接螺柱十七33a的下侧,所述的连接螺柱十九33c在连接螺柱十八33b的下侧,所述的连接螺柱二十33d在连接螺柱十九33c的下侧,所述的连接螺柱二十一33e在连接螺柱二十33d的下侧,通过连接螺柱十七33a,连接螺柱十八33b,连接螺柱十九33c,连接螺柱二十33d,连接螺柱二十一33e实现了绞丝后电极丝的引导。
25.进一步的,所述的传动轴承一32n上设有压板一32n1,通过压板一32n1的设置,能
够实现传动带32u的定位。
26.进一步的,所述的传动轴承二32p上设有压板二32p1,通过压板二32p1的设置,能够实现传动带32u的定位。
27.进一步的,所述的连接螺柱十四34t上设有拉丝轴十四34t1,所述的连接螺柱十五34u设有拉丝轴十五34u1,所述的连接螺柱十六34v设有设有拉丝轴十六34v1,通过连接螺柱十四34t,连接螺柱十五34u,连接螺柱十六34v的设置,绞丝前的引导。
28.进一步的,所述的连接螺柱十七33a上设有拉丝轴十七33a1,所述的连接螺柱十八33b设有拉丝轴十八33b1,所述的连接螺柱十九33c设有设有拉丝轴十九33c1,所述的连接螺柱二十33d设有设有拉丝轴二十33d1,通过连接螺柱十七33a,连接螺柱十八33b,连接螺柱十九33c,连接螺柱二十33d,的设置,绞丝后的引导。
29.进一步的,所述的侧板31安装在固定板4上,所述的固定板4上设有引导辊一41,引导辊二42和引导棍三43,通过引导辊一41,引导辊二42和引导棍三43将绞丝后的电极丝承接到引导架二6的引导棍五61上。
30.进一步的,所述的侧板31一侧设有引导架一5和引导架二6,所述的引导架一5上设有引导棍四51,所述的引导架二6上设有引导棍五61。
31.进一步的,所述的下引导机构33下方设有引导棍六7。
32.本发明中,丝辊一12的电极丝通过引导棍四51后通过拉丝轴七32k1引导后经过拉丝轴六32j1后,依次呈s型绕过拉丝轴一32d1,拉丝轴二32e1,拉丝轴三32f1,拉丝轴四32g1,拉丝轴五32h1,随后穿过转动盘一34a的通孔34x;通过电机32m带动传动带32q,从而带动转动机构34旋转,能够使电极丝一直呈现螺旋s型的输送进行绞丝,随后电极丝依次呈s型绕过拉丝轴八34e1,拉丝轴九34f1,拉丝轴十34g1后,电极丝经过绞丝辊一34j和绞丝辊二34k之间,初步电极丝预成型成s型,随后电极丝呈s型绕过拉丝轴十一34m1,拉丝轴十二34n1,拉丝轴十三34p1后电极丝经过绞丝辊三34r和绞丝辊四34s之间,电极丝再次绞丝,成型成s型电极丝,成型后的电极丝呈s型经过拉丝轴十四34t1,拉丝轴十五34u1,拉丝轴十六34v1后穿过转动盘二34b的通孔34x,电极丝呈s型经过拉丝轴十七33a1,拉丝轴十八33b1,拉丝轴十九33c1,拉丝轴二十33d1,拉丝轴二十一33e1,电极丝经过引导棍六7后呈s型绕过引导辊三43,引导辊二43和引导棍一41,随后在引导棍五61上引导后绕在丝辊二22上。
33.由于采用了上述技术方案,与现有技术相比,本发明通过电极丝的绞丝机构的设置,提高了绞丝效率,确保了线切割时电流的一致性同时也提高了成品率。
34.本发明不局限于上述最佳实施方式,任何人应该得知在本发明的启示下做出的结构变化,凡是与本发明具有相同或者相近似的技术方案,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1