一种小件弹片精密组装焊接测试生产设备的制作方法
1.本发明涉及小件弹片精密加工设备技术领域,尤其涉及一种小件弹片精密组装焊接测试生产设备。
背景技术:
2.手机在制作过程中需要对各种部件进行组装测试,但是现如今大多数组装过程多采用人工组装或半自动的机械设备组装,组装位置存在误差,生产效率低下,产品合格率低,导致产品成本高,竞争力小,已经不能满足市场需求。特别是细小的弹片在加工焊接时会受制于注塑件、冲压件或非规则的柔性件而存在的弹片尺寸精度不好、无定位基准的问题,目前人工组装或半自动的机械设备组装并不能很好地解决该问题。目前手机生产行业弹片焊接工序依赖于人工半自动化生产,属于劳动密集型行业,存在定位难,夹取难、排序难、测试难等缺点。
技术实现要素:
3.为了解决上述问题,本发明提出一种小件弹片精密组装焊接测试生产设备。
4.本发明通过以下技术方案实现的:
5.本发明提出一种小件弹片精密组装焊接测试生产设备,所述小件弹片精密组装焊接测试生产设备包括全自动上下料组件、同步移载搬运循环组件、中转二次定位上下料组件、治具解锁组件、高速视觉定位精密贴装组件、治具锁紧组件、贴装精度检测组件、ng处理组件、激光焊接组件、拆大盖板组件、拆小盖板组件、焊后检测下料组件、治具组件;所述同步移载搬运循环组件的进料端与所述全自动上下料组件固定连接,所述中转二次定位上下料组件和所述焊后检测下料组件分别固定安装在所述同步移载搬运循环组件的进料端的两侧,所述治具锁紧组件、所述高速视觉定位精密贴装组件固定安装在所述同步移载搬运循环组件上并与所述中转二次定位上下料组件同侧,所述治具解锁组件、所述拆小盖板组件、所述拆大盖板组件、所述激光焊接组件、所述ng处理组件沿着所述焊后检测下料组件后方依次固定在所述同步移载搬运循环组件上,所述贴装精度检测组件固定安装在所述同步移载搬运循环组件的后端,所述治具组件安装在所述同步移载搬运循环组件上,所述同步移载搬运循环组件能够把所述治具组件循环搬动。
6.进一步的,所述全自动上下料组件包括进料机构、提升机构、分料机构、下料机构和出料机构,所述进料机构和所述出料机构结构相同,所述提升机构能够把所述进料机构上的料盘运送到所述分料机构上,所述提升机构还能够把所述分料机构上的料盘往所述下料机构上。
7.进一步的,所述同步移载搬运循环组件包括丝杆伺服模组和换线模组,两个所述丝杆伺服模组安装在所述同步移载搬运循环组件的支架两侧,两个所述换线模组安装在所述丝杆伺服模组的两端,所述治具组件能够在所述丝杆伺服模组和所述换线模组上滑动,两个所述丝杆伺服模组和两个换线模组构成一个口字形循环圈。
8.进一步的,所述中转二次定位上下料组件包括定位平台和上料模组,所述定位平台包括定位载具和第一丝杆模组,所述上料模组包括激光感应器和移动模组,所述定位载具安装在所述第一丝杆模组上,所述上料模组由所述移动模组来提供动力,所述激光感应器安装在所述上料模组的下方。
9.进一步的,所述治具解锁组件和所述治具锁紧组件结构相同,所述治具解锁组件包括第二丝杆模组、旋转气缸和吸盘组件,所述旋转气缸和所述吸盘组件安装在所述第二丝杆模组上,所述吸盘组件安装在所述旋转气缸的底部。
10.进一步的,所述高速视觉定位精密贴装组件包括飞达、精密z轴、视觉相机、拍照相机、高速直线电机,所述拍照相机安装在所述飞达的前端,所述高速视觉定位精密贴装组件的移动通过所述高速直线电机的驱动来实现,所述视觉相机安装在所述精密z轴上,所述视觉相机位于所述拍照相机的上方。
11.进一步的,所述ng处理组件包括盖大板组件、ng下料组件、补料上料组件、ng出料组件、投料组件,所述盖大板组件、所述ng下料组件、所述补料上料组件平行排列,所述ng出料组件、所述投料组件置于所述ng下料组件、所述补料上料组件的下方。
12.进一步的,所述激光焊接组件包括底板、滑动板、调整丝杆、激光头、定位块,所述底板固定安装在所述同步移载搬运循环组件上,所述激光头安装在所述滑动板上,所述滑动板嵌在所述定位块内,所述滑动板安装在所述调整丝杆的螺母上。
13.进一步的,所述治具组件包括夹具本体、大盖板、小盖板,产品放入所述夹具本体后,所述小盖板压紧产品,所述大盖板压紧所述夹具本体上的弹片。
14.进一步的,所述治具组件还包括治具把手机构,所述治具把手机构设置在所述夹具本体的侧边。
15.本发明的有益效果:
16.本发明提出的小件弹片精密组装焊接测试生产设备采完全自动化生产,劳动强度小,该设备解决定位难,夹取难等问题,从原工艺多工位多机台焊接到多弹片一台机完成组装、检测、焊接,实现全自动上产品、产品在治具精确定位、小件精密贴装、贴装完后检测焊接、检测等,完全自动化生产加工,解放了人工劳动力,有效增大生产效率。
附图说明
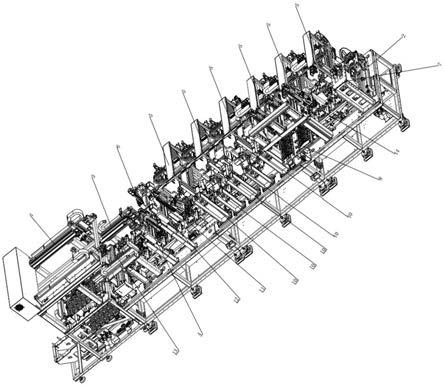
17.图1为本发明的小件弹片精密组装焊接测试生产设备的立体图;
18.图2为本发明的全自动上下料组件的结构示意图;
19.图3为本发明的同步移载搬运循环组件的结构示意图
20.图4为本发明的中转二次定位上下料组件的结构示意图;
21.图5为本发明的治具解锁组件的结构示意图;
22.图6为本发明的高速视觉定位精密贴装组件的结构示意图;
23.图7为本发明的ng处理组件的结构示意图;
24.图8为本发明的激光焊接组件的结构示意图;
25.图9为本发明的治具组件的结构示意图。
具体实施方式
26.为了更加清楚完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
27.请参考图1-图9,本发明提出一种小件弹片精密组装焊接测试生产设备,所述小件弹片精密组装焊接测试生产设备包括全自动上下料组件1、同步移载搬运循环组件2、中转二次定位上下料组件3、治具解锁组件4、高速视觉定位精密贴装组件5、治具锁紧组件6、贴装精度检测组件7、ng处理组件8、激光焊接组件10、拆大盖板14
‑
02组件11、拆小盖板14
‑
03组件12、焊后检测下料组件13、治具组件14;所述同步移载搬运循环组件2的进料端与所述全自动上下料组件1固定连接,所述中转二次定位上下料组件3和所述焊后检测下料组件13分别固定安装在所述同步移载搬运循环组件2的进料端的两侧,所述治具锁紧组件6、所述高速视觉定位精密贴装组件5固定安装在所述同步移载搬运循环组件2上并与所述中转二次定位上下料组件3同侧,所述治具解锁组件4、所述拆小盖板14
‑
03组件12、所述拆大盖板14
‑
02组件11、所述激光焊接组件10、所述ng处理组件8沿着所述焊后检测下料组件13后方依次固定在所述同步移载搬运循环组件2上,所述贴装精度检测组件7固定安装在所述同步移载搬运循环组件2的后端,所述治具组件14安装在所述同步移载搬运循环组件2上,所述同步移载搬运循环组件2能够把所述治具组件14循环搬动。
28.在本实施方式中,所述拆大盖板14
‑
02组件11和所述拆小盖板14
‑
03组件12与所述大盖板14
‑
02组件和所述治具解锁组件4结构相同,只是各组件之间的实施作用不相同。
29.进一步的,所述全自动上下料组件1包括进料机构1
‑
01、提升机构1
‑
02、分料机构1
‑
03、下料机构1
‑
04和出料机构1
‑
05,所述进料机构1
‑
01和所述出料机构1
‑
05结构相同,所述提升机构1
‑
02能够把所述进料机构1
‑
01上的料盘运送到所述分料机构1
‑
03上,所述提升机构1
‑
02还能够把所述分料机构1
‑
03上的料盘往所述下料机构1
‑
04上。
30.在本实施方式中,待加工的原料产品会装在托料盘中,所述进料机构1
‑
01和所述出料机构1
‑
05结构相同,上面装有托料盘定位导向柱,便于取放托料盘,所述提升机构1
‑
02采用气缸驱动,所述提升机构1
‑
02和下料机构1
‑
04并排竖直安装。
31.进一步的,所述同步移载搬运循环组件2包括丝杆伺服模组2
‑
01和换线模组2
‑
02,两个所述丝杆伺服模组2
‑
01安装在所述同步移载搬运循环组件2的支架两侧,两个所述换线模组2
‑
02安装在所述丝杆伺服模组2
‑
01的两端,所述治具组件14能够在所述丝杆伺服模组2
‑
01和所述换线模组2
‑
02上滑动,两个所述丝杆伺服模组2
‑
01和两个换线模组2
‑
02构成一个口字形循环圈。
32.在本实施方式中,所述同步移载搬运循环组件2在线体两端采用所述换线模组2
‑
02来进行治具换线。所述同步移载搬运循环组件2在长度方向采用分段的所述丝杆伺服模组2
‑
01来驱动。所述同步移载搬运循环组件2采用滑轨来进行导向。所述同步移载搬运循环组件2上的的每个所述治具组件14下装有两个滑块。所述治具组件14同步搬运,满足多位置同时工作要求,循环线体采用载板在直线导轨上循环运动,保证相同位置定位精度。
33.进一步的,所述中转二次定位上下料组件3包括定位平台31和上料模组32,所述定位平台31包括定位载具31
‑
01和第一丝杆模组31
‑
02,所述上料模组32包括激光感应器32
‑
01和移动模组32
‑
02,所述定位载具31
‑
01安装在所述第一丝杆模组31
‑
02上,所述上料模组32由所述移动模组32
‑
02来提供动力,所述激光感应器32
‑
01安装在所述上料模组32的下
方。
34.在本实施方式中,所述定位平台31装有两组所述定位载具31
‑
01,匹配所述全自动上下料组件1每次取两个料的结构设计。所述定位平台31通过所述第一丝杆模组31
‑
02来切换所述定位载具31
‑
01的位置。所述上料模组32由所述移动模组32
‑
02来提供动力。所述上料模组32的下方装有所述激光感应器32
‑
01,用来感知物料是否取到。
35.进一步的,所述治具解锁组件4和所述治具锁紧组件6结构相同,所述治具解锁组件4包括第二丝杆模组4
‑
01、旋转气缸4
‑
02和吸盘组件4
‑
03,所述旋转气缸4
‑
02和所述吸盘组件4
‑
03安装在所述第二丝杆模组4
‑
01上,所述吸盘组件4
‑
03安装在所述旋转气缸4
‑
02的底部。
36.在本实施方式中,所述治具解锁组件4和所述治具锁紧组件6结构相同,所述治具锁紧组件6能完成治具锁紧及上小盖板14
‑
03两种功能。所述解治具锁紧组件6通过所述第二丝杆模组4
‑
01实现位置移动。所述治具锁紧组件6装有2个所述旋转气缸4
‑
02,用来锁紧治具。所述治具锁紧组件6装有所述吸盘组件4
‑
03,用来吸取小盖板14
‑
03,实现装小盖板14
‑
03的功能。
37.进一步的,所述高速视觉定位精密贴装组件5包括飞达5
‑
01、精密z轴5
‑
02、视觉相机5
‑
03、拍照相机5
‑
04、高速直线电机5
‑
05,所述拍照相机5
‑
04安装在所述飞达5
‑
01的前端,所述高速视觉定位精密贴装组件5的移动通过所述高速直线电机5
‑
05的驱动来实现,所述视觉相机5
‑
03安装在所述精密z轴5
‑
02上,所述视觉相机5
‑
03位于所述拍照相机5
‑
04的上方。
38.在本实施方式中,所述高速视觉定位精密贴装组件5的小件来料采用所述飞达5
‑
01。所述飞达5
‑
01前端装有所述拍照相机5
‑
04。所述高速视觉定位精密贴装组件5的头部装有所述精密z轴5
‑
02。所述精密z轴5
‑
02可根据上料个数配置不同数量。所述高速视觉定位精密贴装组件5的头部装有所述视觉相机5
‑
03。所述高速视觉定位精密贴装组件5的移动通过两个所述高速直线电机5
‑
05来实现,在视觉系统的引导下,实现高速精密贴装。所述高速视觉定位精密贴装组件5根据产品组装小件的数量,可以配置不同的数量。上料采用直线电机运动模组,所述飞达5
‑
01送料,上下相机检测定位精度,原料不良,故障率低,效率高。
39.进一步的,所述ng处理组件8包括盖大板组件8
‑
01、ng下料组件8
‑
02、补料上料组件8
‑
03、ng出料组件8
‑
04、投料组件8
‑
05,所述盖大板组件8
‑
01、所述ng下料组件8
‑
02、所述补料上料组件8
‑
03平行排列,所述ng出料组件8
‑
04、所述投料组件8
‑
05置于所述ng下料组件8
‑
02、所述补料上料组件8
‑
03的下方。
40.在本实施方式中,所述盖大板组件8
‑
01采用伺服模组来移动位置,能同时将大盖板14
‑
02抓取到治具上同时锁紧大盖板14
‑
02。所述ng处理组件8上装有所述ng下料组件8
‑
02,将上料ng的治具搬离治具板;所述ng处理组件8上装有所述ng出料组件8
‑
04,将ng治具移至机台外。所述ng处理组件8上装有所述投料组件8
‑
05,用来将机台外人工组装ok的治具移动到机台内。所述ng处理组件8上装有所述补料上料组件8
‑
03,将人工手动投入的ok治具搬放至空的载板上。所述ng处理组件8对于检测ng产品下料且提示,上料工站补入待工治具,保证设备不停机,保证产能。
41.进一步的,所述激光焊接组件10包括底板10
‑
01、滑动板10
‑
02、调整丝杆10
‑
03、激光头10
‑
04、定位块10
‑
05,所述底板10
‑
01固定安装在所述同步移载搬运循环组件2上,所述
激光头10
‑
04安装在所述滑动板10
‑
02上,所述滑动板10
‑
02嵌在所述定位块10
‑
05内,所述滑动板10
‑
02安装在所述调整丝杆10
‑
03的螺母上。
42.在本实施方式中,所述滑动板10
‑
02安装在所述调整丝杆10
‑
03的螺母上,便于调整所述激光头10
‑
04的高度。所述激光焊接组件10根据焊接设备及节拍要求,可以配置不同数量的焊接组件。
43.进一步的,所述治具组件14包括夹具本体14
‑
01、大盖板14
‑
02、小盖板14
‑
03,产品放入所述夹具本体14
‑
01后,所述小盖板14
‑
03压紧产品,所述大盖板14
‑
02压紧所述夹具本体14
‑
01上的弹片。所述治具组件14还包括治具把手机构14
‑
04,所述治具把手机构14
‑
04设置在所述夹具本体14
‑
01的侧边。
44.在本实施方式中,产品放入所述治具本体中用销钉定位产品位置,所述小盖板14
‑
03压紧产品,所述大盖板14
‑
02压紧弹片,所述大盖板14
‑
02结构对应多个料片定位凸起设有多个焊接口结构。实现多种料片的自动化装夹,提高了生产效率及零件的加工精度。
45.当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1