一种镁合金电弧增材送丝装置
1.本发明属于增材制造技术领域,尤其涉及一种镁合金电弧增材送丝装置。
背景技术:
2.电弧增材制造技术是近几年逐渐发展起来的的一种增材制造技术,以电弧作为热源,以焊丝作为成形材料,利用电弧产生的热量来熔化焊丝,在设定好的程序控制下,根据三维数字模型由线
‑
面
‑
体一层一层堆积焊丝逐渐成形出金属零件;电弧增材制造技术具有结构简单、设备成本低、在增材过程中材料利用率较高以及成形效率快等特点,同时电弧增材制造技术无需模具,零件整体制造周期较短,能够实现数字化和智能化制造,尤其适用于较大尺寸零件的快速成形加工,摆脱了传统铸造中模具对于零件的束缚。
3.在目前的电弧增材技术下进行增材制造,零件内部极易产生气孔,这些气孔主要来源于较高的热输入下的丝材以及空气中的水分解产生的氢气,极大的降低了成型件的性能,并且电弧增材后的零件存在成形精度低、成型稳定性差等问题。
技术实现要素:
4.为解决上述问题,本发明提供一种镁合金电弧增材送丝装置,能够提高成形精度和稳定性,并且零部件内不产生气孔,使成型件性能优异。
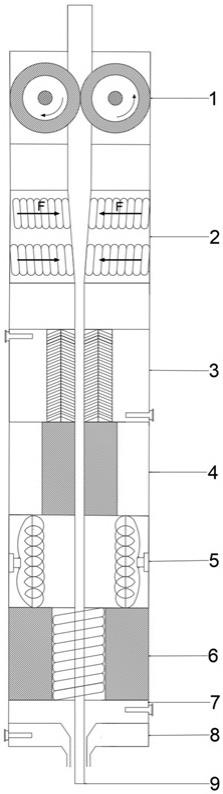
5.为实现上述目的,本发明采用如下技术方案:一种镁合金电弧增材送丝装置,包括电力驱动锟、焊丝挤压装置、有机溶剂清洗装置、烘干管、超声清洗装置、螺旋螺纹加热器、氩气保护装置和微型液氮冷却装置,所述电力驱动锟、焊丝挤压装置、有机溶剂清洗装置、烘干管、超声清洗装置、螺旋螺纹加热器、氩气保护装置和微型液氮冷却装置从上到下依次排列,且固定在外壳内;所述电力驱动锟包括2个旋转轴和2个旋转锟,旋转轴的一端固定在外壳的前壁,另一端固定在外壳的后壁,每个旋转轴上设一个旋转锟,两个旋转轴与电机相连,由电机驱动旋转,并且旋转方向相反;所述焊丝挤压装置包括4个压力弹簧、4个电动推杆和2个压力板,压力板设焊丝两侧,压力弹簧一端与压力板紧密相连,另一端与电动推杆相连,电动推杆固定于送丝装置外壳,由电机驱动持续挤压焊丝;所述有机溶剂清洗装置包括进液口、排液口和2个旋转毛刷,旋转毛刷位于焊丝的两侧,进液口设下方,排液口设上方,所述烘干管内圈装有燥剂,外圈装设加热系统;所述超声清洗装置包括2个超声发生器和2个螺旋线圈,两个超声发生器固定在外壳内左右壁上,螺旋线圈位于超声发生器内侧对称固定;所述螺旋螺纹加热器包括螺旋电阻丝、隔热保温材料和温度控制器,呈圆柱形,内圈为螺旋电阻丝,外圈为隔热保温材料,在隔热保温材料中装有温度控制器,其探头靠近焊丝边缘;所述氩气保护装置和微型液氮冷却装置紧密相接,氩气保护装置右侧设氩气输入口,微型液氮冷却装置左侧设液氮输入口,氩气保护装置和微型液氮冷却装置的输出口形成环状,氩气输出口在内侧,液氮输出口在外侧。
6.所述有机溶剂清洗装置与烘干管之间设nbr丁腈橡胶密封圈,密封等级为ip67,有
效的避免有机溶剂进入烘干管中。
7.所述烘干管外部设多个排气通风孔,位于送丝装置外壳上。
8.所述隔热保温材料选用由聚苯乙烯树脂制成的挤塑聚苯乙烯泡沫塑料保温板(xps挤塑保温板)。
9.所述螺旋电阻丝顺时针缠绕,螺旋下降。
10.与现有技术相比,本发明具有以下技术效果:(1)通过焊丝挤压装置对焊丝材进行挤压,使焊丝变得更加的细密,成形零件的质量更好,成形尺寸更为精密,性能更优异;(2)利用有机溶剂清洗的溶解作用和超声清洗的空化作用和直进流作用清洗焊丝表面的杂质,清洗彻底,提高成形精度;(3)采用螺旋螺纹加热器对焊丝进行预热,使焊丝提前被加热到一定的温度,加快增材制造的进程;(4)通过氩气保护装置保证零件在成形过程中不被其他气体影响,使成形零件气孔缺陷减少,致密度更高;(5)采用微型液氮冷却装置对成形零件进行冷却,避免了在增材制造过程中因热量堆积而造成成形精度差和稳定性差的问题。
附图说明
11.图1为本发明装置结构示意图;图2为电力驱动辊俯视图;图3为焊丝挤压装置俯视图;图4为有机溶剂清洗装置俯视图;图5为烘干管俯视图;图6为超声清洗装置俯视图;图7为螺旋螺纹加热器俯视图;图8为氩气保护装置以及微型液氮冷却装置局部放大图;图中:1
‑
电力驱动辊;11
‑
旋转轴;12
‑
旋转辊;2
‑
焊丝挤压装置;21
‑
压力弹簧;22
‑
压力板;23
‑
电动推杆;3
‑
有机溶剂清洗装置;31
‑
旋转毛刷;32
‑
进液口;33
‑
排液口;4
‑
烘干管;41
‑
干燥剂;42
‑
螺旋电阻丝;5
‑
超声清洗装置;51
‑
螺旋线圈;52
‑
超声发生器;6
‑
螺旋螺纹加热器;61
‑
螺旋电阻丝;62
‑
隔热保温材料;63
‑
温度控制器;7
‑
氩气保护装置;71
‑
氩气输入口;72
‑
氩气输出口;8
‑
微型液氮冷却装置;81
‑
液氮输入口;82
‑
液氮输出口;9
‑
焊丝。
具体实施方式
12.下面结合附图对本发明进行进一步说明。
13.如图1
‑
8所示,一种镁合金电弧增材送丝装置,包括电力驱动锟1、焊丝挤压装置2、有机溶剂清洗装置3、烘干管4、超声清洗装置5、螺旋螺纹加热器6、氩气保护装置7和微型液氮冷却装置8,电力驱动锟1、焊丝挤压装置2、有机溶剂清洗装置3、烘干管4、超声清洗装置5、螺旋螺纹加热器6、氩气保护装置7和微型液氮冷却装置8从上到下依次排列,且固定在外壳内,外壳为圆柱形。
14.电力驱动锟1包括2个旋转轴11和2个旋转锟12,旋转轴11的一端固定在外壳的前壁,另一端固定在外壳的后壁,每个旋转轴11上设一个旋转锟12,两个旋转轴11与电机相连,由电机驱动旋转,并且旋转方向相反;焊丝挤压装置2包括4个压力弹簧21、2个压力板22和4个电动推杆23,压力板22设焊丝9两侧,压力弹簧21一端与压力板22紧密相连,另一端与电动推杆23相连,电动推杆23固定于送丝装置外壳,由电机驱动持续挤压焊丝,每个压力板22一侧有2个压力弹簧21和2个电动推杆23;通过焊丝挤压装置对焊丝材进行挤压,使焊丝变得更加的细密,成形零件的质量更好,成形尺寸更为精密,性能更优异;有机溶剂清洗装置3包括进液口32、排液口33和2个旋转毛刷31,旋转毛刷31位于焊丝9的两侧,进液口32设下方,排液口33设上方;烘干管4内圈装有燥剂41,外圈装设螺旋电阻丝42,烘干管4外部装多个排气通风管道,位于外壳上;有机溶剂清洗装置3与烘干管4之间设nbr丁腈橡胶密封圈,超声清洗装置5包括2个超声发生器52和2个螺旋线圈51,两个超声发生器52固定在外壳内左右壁上,螺旋线圈51位于超声发生器内侧对称固定;通过有机溶剂清洗装置和超声清洗装置双重清洗,利用有机溶剂清洗的溶解作用和超声清洗的空化作用和直进流作用,焊丝表面的杂质清洗彻底,使得成形零件气孔缺陷减少,致密度更高,提高成形精度。
15.螺旋螺纹加热器6包括螺旋电阻丝61、隔热保温材料62和温度控制器63,呈圆柱形,内圈为螺旋电阻丝61,螺旋螺纹加热器内的螺旋电阻丝顺时针缠绕,螺旋下降,外圈为隔热保温材料62,隔热保温材料选用由聚苯乙烯树脂制成的挤塑聚苯乙烯泡沫塑料保温板(xps挤塑保温板),在隔热保温材料62中装有温度控制器63,其探头靠近焊丝9边缘;通过螺旋螺纹加热器对焊丝进行预热,使焊丝提前被加热到一定的温度,加快增材制造的进程。
16.氩气保护装置7和微型液氮冷却装置8紧密相接,氩气保护装置7右侧设氩气输入口71,微型液氮冷却装置8左侧设液氮输入口81,氩气保护装置和微型液氮冷却装置的输出口形成环状,氩气输出口72在内侧,液氮输出口82在外侧;通过氩气保护装置保证零件在成形过程中不被其他气体影响,使成形零件气孔缺陷减少,致密度更高;通过微型液氮冷却装置保证成形零件的快速冷却,避免在增材制造过程中因热量堆积而造成成形精度差和稳定性差的问题。
17.工作原理:焊丝9首先进入电力驱动辊1中,旋转轴11转动并带动旋转辊12转动,焊丝9经过旋转辊12的输送进入焊丝挤压装置2内,由电机为电动推杆23输送动力,电动推杆23依次为压力弹簧21和压力板22施加压力,压力板22对焊丝9施加压力,使其变细,焊丝9进入有机溶剂清洗装置3之中,由全氯乙烯和乙烯乙二醇醚以1:1的比例混合制备的有机溶剂清洗剂从进液口32进入,经由旋转毛刷31进行刷洗,溶解部分杂质后从排液口33排出,焊丝9进入烘干管4中,焊丝9表面有机溶剂被螺旋电阻丝42进行加热使其蒸发,并被干燥剂41所吸附,进入超声清洗装置5中,超声发生器52输出正弦超声波,传递到螺旋线圈51上,提高超声波的激发效率,使得焊丝9表面基本无杂质残留,螺旋螺纹加热器6对焊丝进行预热,内圈螺旋电阻丝61通电产生欧姆热,外圈隔热保温材料62减少热量散失,温度控制器63时刻监视焊丝的温度并对其温度进行调节,对焊丝进行提前预热,减少电弧增材制造过程中的能量损失,末端装有的氩气保护装置7持续输入氩气,保证电弧增材制造过程中不被其他气体进入,微型液氮冷却装置8在增材制造过程中持续输入液氮,对成形零件进行冷却,避免增材制造过程中因热量堆积而造成成形精度变差的问题。
18.以上实施例仅为本发明的优选技术方案,并不用于对本发明进行任何限制。对于本领域技术人员而言,利用本说明书及附图所作的等效结构变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1