一种建筑节能铝合金门窗及其制备工艺的制作方法
1.本发明涉及铝合金门窗领域,具体涉及一种建筑节能铝合金门窗及其制备工艺。
背景技术:
2.铝合金门窗在日常生活中用途广泛,铝合金门窗的密封性能取决于开启部位的密封效果。由于铝合金的导热性很强,所以在夏天铝合金门窗的外框受到日晒时温度上升,同时室内经空调制冷后形成的冷空气会与外框进行热交换,使得室内温度快速上升,快速上升的室内温度会导致空调需要频繁启动制冷才能够将室内温度维持在适宜温度范围内。
3.现有的铝合金门窗在生产过程中铝合金型材的定长切割效率低,切割准确度低,因此影响铝合金门窗的生产效率。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供了一种建筑节能铝合金门窗及其制备工艺:通过使用定长切割设备对铝合金型材的定长切割,通过第一调节电机控制移动底座的位置,通过上料气缸控制上料板的高度,实现了铝合金型材的自动上料过程,通过驱动电机控制驱动辊转动,通过升降气缸控制辅助辊下降将铝合金型材夹持,实现了不影响铝合金型材移动的情况下限制铝合金型材受到惯性向前移动,达到了定长运输的效果,进而控制定长切割,通过第二调节电机控制激光切割机移动实现铝合金型材的自动切割,通过下料气缸实现切割后的铝合金型材自动下料收集过程,解决了现有的铝合金门窗在生产过程中铝合金型材的定长切割效率低,切割准确度低,因此影响铝合金门窗的生产效率的问题。
5.本发明的目的可以通过以下技术方案实现:一种建筑节能铝合金门窗,该建筑节能铝合金门窗由以下步骤制备得到:步骤一:将铝合金棒材进行超声波清洗后,加热至变软,之后将变软的铝合金棒材放入挤压成型机的模具中进行挤压成型,得到铝合金基材,对得到的铝合金基材进行冷却淬火,之后快速冷却,对经过淬火处理后的铝合金基材采用静电喷涂法依次喷涂保护层,之后将铝合金基材转入烘箱中,烘干完毕后冷却至室温,得到铝合金型材;步骤二:将若干个铝合金型材放置于定长切割设备的放置架上,启动第一调节电机,第一调节电机运转带动第一螺纹杆转动,由于第一螺纹杆与移动底座螺纹连接,从而带动移动底座在滑轨上滑动;步骤三:直至上料板位于最靠近安装架的一个铝合金型材的正下方,启动上料气缸,上料气缸的活动杆延伸推动上料板上升将铝合金型材抬起,移动底座继续带动铝合金型材向安装架移动,当移动底座接触安装架,上料气缸收缩带动铝合金型材下降经翻滚至驱动辊上;步骤四:启动升降气缸,升降气缸的活动杆延伸带动安装盒下降,通过辅助辊将铝合金型材夹持,启动驱动电机,驱动电机运转通过若干个传动齿轮以及齿形带带动若干个
驱动辊转动,从而带动铝合金型材向前移动并进入安装箱中;步骤五:当铝合金型材端部超过激光切割机的长度达到铝合金门窗尺寸要求,停止驱动电机,启动激光切割机,激光切割机释放激光,启动第二调节电机,第二调节电机运转带动第二螺纹杆转动,由于第二螺纹杆与安装座之间螺纹连接,从而带动安装座在导向柱上移动,进而使得激光切割机在移动的过程中将铝合金型材切断;步骤六:切断的铝合金型材位于载物架的顶部上,启动下料气缸,下料气缸的活动杆延伸推动推料板向前移动,推料板在移动过程中带动切断的铝合金型材向前移动,经过滑板滚动至收纳架中收集;步骤七:将根据铝合金门窗尺寸的需要切断的铝合金型材组装形成门窗框架,在门窗框架内侧安装隔热条,得到该建筑节能铝合金门窗。
6.作为本发明进一步的方案:所述定长切割设备包括上料机构、切割机构、下料机构,所述上料机构的一端安装有切割机构,所述切割机构远离上料机构的一端安装有下料机构。
7.作为本发明进一步的方案:所述上料机构包括安装架、支撑板、安装板、升降气缸、安装盒、驱动电机、驱动辊、辅助辊、连接架、放置架、滑轨、移动底座、第一螺纹杆、第一调节电机、上料气缸、上料板、传动齿轮、齿形带,所述安装架的顶部一侧安装有若干个支撑板,若干个所述支撑板的顶部安装有安装板,所述安装板的底部嵌入安装有若干个升降气缸,若干个所述升降气缸的活动杆均连接至安装盒的顶部,所述安装盒的内腔中等距转动安装有若干个辅助辊,所述安装架的内腔中等距转动安装有若干个驱动辊,若干个所述驱动辊的一端上均套接有传动齿轮,若干个所述传动齿轮均与齿形带的内壁啮合连接,若干个所述传动齿轮均位于安装架的一侧内腔中,其中一个所述传动齿轮套接在驱动电机的输出轴上,其余所述传动齿轮转动安装在安装架中。
8.作为本发明进一步的方案:所述安装架的另一侧安装有连接架,所述连接架的顶部安装有放置架,所述放置架的一端连接在安装架上,所述连接架的一侧贯穿安装有两个第一调节电机,所述第一调节电机的输出轴上安装有第一螺纹杆,所述第一螺纹杆上套接有移动底座并与移动底座螺纹连接,所述移动底座的底部两侧分别与两个滑轨连接,所述滑轨安装在连接架的内腔中,所述移动底座的顶部嵌入安装有上料气缸,所述上料气缸的活动杆上安装有上料板。
9.作为本发明进一步的方案:所述切割机构包括安装箱、第二调节电机、集灰斗、集灰箱、第二螺纹杆、导向柱、安装座、激光切割机,所述安装箱的底部安装有集灰斗,所述集灰斗的底部安装有集灰箱,所述安装箱的一侧贯穿安装有第二调节电机,所述第二调节电机的输出轴上安装有第二螺纹杆,所述第二螺纹杆的一端转动安装在安装箱的内壁上,所述安装箱的内壁上安装有两个导向柱,两个所述导向柱分别位于第二螺纹杆的上方与下方,且两个所述导向柱关于第二螺纹杆对称设置,所述第二螺纹杆与导向柱均贯穿安装座,所述第二螺纹杆与安装座之间螺纹连接,所述导向柱与安装座之间滑动连接,所述安装座的一侧上安装有激光切割机。
10.作为本发明进一步的方案:所述下料机构包括载物架、收纳架、推料板、下料气缸、滑板,所述载物架的一端倾斜安装有滑板,所述滑板远离载物架的一端连接至收纳架的一侧上,所述载物架的另一端上贯穿安装有下料气缸,所述下料气缸的活动杆上安装有推料
板。
11.作为本发明进一步的方案:一种建筑节能铝合金门窗的制备工艺,包括以下步骤:步骤一:将铝合金棒材进行超声波清洗后,加热至变软,之后将变软的铝合金棒材放入挤压成型机的模具中进行挤压成型,得到铝合金基材,对得到的铝合金基材进行冷却淬火,之后快速冷却,对经过淬火处理后的铝合金基材采用静电喷涂法依次喷涂保护层,之后将铝合金基材转入烘箱中,烘干完毕后冷却至室温,得到铝合金型材;步骤二:将若干个铝合金型材放置于定长切割设备的放置架上,启动第一调节电机,第一调节电机运转带动第一螺纹杆转动,由于第一螺纹杆与移动底座螺纹连接,从而带动移动底座在滑轨上滑动;步骤三:直至上料板位于最靠近安装架的一个铝合金型材的正下方,启动上料气缸,上料气缸的活动杆延伸推动上料板上升将铝合金型材抬起,移动底座继续带动铝合金型材向安装架移动,当移动底座接触安装架,上料气缸收缩带动铝合金型材下降经翻滚至驱动辊上;步骤四:启动升降气缸,升降气缸的活动杆延伸带动安装盒下降,通过辅助辊将铝合金型材夹持,启动驱动电机,驱动电机运转通过若干个传动齿轮以及齿形带带动若干个驱动辊转动,从而带动铝合金型材向前移动并进入安装箱中;步骤五:当铝合金型材端部超过激光切割机的长度达到铝合金门窗尺寸要求,停止驱动电机,启动激光切割机,激光切割机释放激光,启动第二调节电机,第二调节电机运转带动第二螺纹杆转动,由于第二螺纹杆与安装座之间螺纹连接,从而带动安装座在导向柱上移动,进而使得激光切割机在移动的过程中将铝合金型材切断;步骤六:切断的铝合金型材位于载物架的顶部上,启动下料气缸,下料气缸的活动杆延伸推动推料板向前移动,推料板在移动过程中带动切断的铝合金型材向前移动,经过滑板滚动至收纳架中收集;步骤七:将根据铝合金门窗尺寸的需要切断的铝合金型材组装形成门窗框架,在门窗框架内侧安装隔热条,得到该建筑节能铝合金门窗。
12.本发明的有益效果:本发明的一种建筑节能铝合金门窗及其制备工艺,通过在铝合金型材上安装隔热条能够起到良好的隔热效果,减弱门窗框架内侧与门窗框架外侧的热交换速度,以减缓室外气温对室内的影响,达到节能效果;该制备工艺通过使用定长切割设备对铝合金型材的定长切割,通过将若干个铝合金型材放置于定长切割设备的放置架上,启动第一调节电机,第一调节电机运转带动第一螺纹杆转动,由于第一螺纹杆与移动底座螺纹连接,从而带动移动底座在滑轨上滑动,直至上料板位于最靠近安装架的一个铝合金型材的正下方,启动上料气缸,上料气缸的活动杆延伸推动上料板上升将铝合金型材抬起,移动底座继续带动铝合金型材向安装架移动,当移动底座接触安装架,上料气缸收缩带动铝合金型材下降经翻滚至驱动辊上,启动升降气缸,升降气缸的活动杆延伸带动安装盒下降,通过辅助辊将铝合金型材夹持,启动驱动电机,驱动电机运转通过若干个传动齿轮以及齿形带带动若干个驱动辊转动,从而带动铝合金型材向前移动并进入安装箱中,当铝合金型材端部超过激光切割机的长度达到铝合金门窗尺寸要求,停止驱动电机,启动激光切割机,激光切割机释放激光,启动第二调节电机,第
二调节电机运转带动第二螺纹杆转动,由于第二螺纹杆与安装座之间螺纹连接,从而带动安装座在导向柱上移动,进而使得激光切割机在移动的过程中将铝合金型材切断,切断的铝合金型材位于载物架的顶部上,启动下料气缸,下料气缸的活动杆延伸推动推料板向前移动,推料板在移动过程中带动切断的铝合金型材向前移动,经过滑板滚动至收纳架中收集;该定长切割设备通过第一调节电机控制移动底座的位置,通过上料气缸控制上料板的高度,实现了铝合金型材的自动上料过程,通过驱动电机控制驱动辊转动,通过升降气缸控制辅助辊下降将铝合金型材夹持,实现了不影响铝合金型材移动的情况下限制铝合金型材受到惯性向前移动,达到了定长运输的效果,进而控制定长切割,通过第二调节电机控制激光切割机移动实现铝合金型材的自动切割,通过下料气缸实现切割后的铝合金型材自动下料收集过程,该定长切割设备自动化程度高,只需将铝合金型材放置于放置架,即可实现按要求定长切割的过程,有效的提高了建筑节能铝合金门窗的生产效率。
附图说明
13.下面结合附图对本发明作进一步的说明。
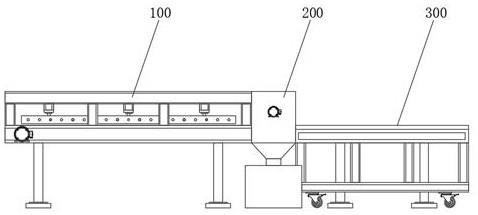
14.图1是本发明中定长切割设备的结构示意图;图2是本发明中上料机构的结构示意图;图3是本发明中上料机构的侧视图;图4是本发明中传动齿轮、齿形带的连接视图;图5是本发明中切割机构的结构示意图;图6是本发明中安装箱的内部结构示意图;图7是本发明中下料机构的结构示意图;图8是本发明中下料机构的侧视图。
15.图中:100、上料机构;200、切割机构;300、下料机构;101、安装架;102、支撑板;103、安装板;104、升降气缸;105、安装盒;106、驱动电机;107、驱动辊;108、辅助辊;109、连接架;110、放置架;111、滑轨;112、移动底座;113、第一螺纹杆;114、第一调节电机;115、上料气缸;116、上料板;117、传动齿轮;118、齿形带;201、安装箱;202、第二调节电机;203、集灰斗;204、集灰箱;205、第二螺纹杆;206、导向柱;207、安装座;208、激光切割机;301、载物架;302、收纳架;303、推料板;304、下料气缸;305、滑板。
具体实施方式
16.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
17.实施例1:请参阅图1
‑
8所示,本实施例为一种建筑节能铝合金门窗的制备工艺,包括以下步骤:步骤一:将铝合金棒材进行超声波清洗后,加热至变软,之后将变软的铝合金棒材放入挤压成型机的模具中进行挤压成型,得到铝合金基材,对得到的铝合金基材进行冷却
淬火,之后快速冷却,对经过淬火处理后的铝合金基材采用静电喷涂法依次喷涂保护层,之后将铝合金基材转入烘箱中,烘干完毕后冷却至室温,得到铝合金型材;步骤二:将若干个铝合金型材放置于定长切割设备的放置架110上,启动第一调节电机114,第一调节电机114运转带动第一螺纹杆113转动,由于第一螺纹杆113与移动底座112螺纹连接,从而带动移动底座112在滑轨111上滑动;步骤三:直至上料板116位于最靠近安装架101的一个铝合金型材的正下方,启动上料气缸115,上料气缸115的活动杆延伸推动上料板116上升将铝合金型材抬起,移动底座112继续带动铝合金型材向安装架101移动,当移动底座112接触安装架101,上料气缸115收缩带动铝合金型材下降经翻滚至驱动辊107上;步骤四:启动升降气缸104,升降气缸104的活动杆延伸带动安装盒105下降,通过辅助辊108将铝合金型材夹持,启动驱动电机106,驱动电机106运转通过若干个传动齿轮117以及齿形带118带动若干个驱动辊107转动,从而带动铝合金型材向前移动并进入安装箱201中;步骤五:当铝合金型材端部超过激光切割机208的长度达到铝合金门窗尺寸要求,停止驱动电机106,启动激光切割机208,激光切割机208释放激光,启动第二调节电机202,第二调节电机202运转带动第二螺纹杆205转动,由于第二螺纹杆205与安装座207之间螺纹连接,从而带动安装座207在导向柱206上移动,进而使得激光切割机208在移动的过程中将铝合金型材切断;步骤六:切断的铝合金型材位于载物架301的顶部上,启动下料气缸304,下料气缸304的活动杆延伸推动推料板303向前移动,推料板303在移动过程中带动切断的铝合金型材向前移动,经过滑板305滚动至收纳架302中收集;步骤七:将根据铝合金门窗尺寸的需要切断的铝合金型材组装形成门窗框架,在门窗框架内侧安装隔热条,得到该建筑节能铝合金门窗。
18.实施例2:请参阅图1
‑
8所示,本实施例为定长切割设备,包括上料机构100、切割机构200、下料机构300,所述上料机构100的一端安装有切割机构200,所述切割机构200远离上料机构100的一端安装有下料机构300;所述上料机构100包括安装架101、支撑板102、安装板103、升降气缸104、安装盒105、驱动电机106、驱动辊107、辅助辊108、连接架109、放置架110、滑轨111、移动底座112、第一螺纹杆113、第一调节电机114、上料气缸115、上料板116、传动齿轮117、齿形带118,所述安装架101的顶部一侧安装有若干个支撑板102,若干个所述支撑板102的顶部安装有安装板103,所述安装板103的底部嵌入安装有若干个升降气缸104,若干个所述升降气缸104的活动杆均连接至安装盒105的顶部,所述安装盒105的内腔中等距转动安装有若干个辅助辊108,所述安装架101的内腔中等距转动安装有若干个驱动辊107,若干个所述驱动辊107的一端上均套接有传动齿轮117,若干个所述传动齿轮117均与齿形带118的内壁啮合连接,若干个所述传动齿轮117均位于安装架101的一侧内腔中,其中一个所述传动齿轮117套接在驱动电机106的输出轴上,其余所述传动齿轮117转动安装在安装架101中;所述安装架101的另一侧安装有连接架109,所述连接架109的顶部安装有放置架110,所述放置架110的一端连接在安装架101上,所述连接架109的一侧贯穿安装有两个第
一调节电机114,所述第一调节电机114的输出轴上安装有第一螺纹杆113,所述第一螺纹杆113上套接有移动底座112并与移动底座112螺纹连接,所述移动底座112的底部两侧分别与两个滑轨111连接,所述滑轨111安装在连接架109的内腔中,所述移动底座112的顶部嵌入安装有上料气缸115,所述上料气缸115的活动杆上安装有上料板116;所述切割机构200包括安装箱201、第二调节电机202、集灰斗203、集灰箱204、第二螺纹杆205、导向柱206、安装座207、激光切割机208,所述安装箱201的底部安装有集灰斗203,所述集灰斗203的底部安装有集灰箱204,所述安装箱201的一侧贯穿安装有第二调节电机202,所述第二调节电机202的输出轴上安装有第二螺纹杆205,所述第二螺纹杆205的一端转动安装在安装箱201的内壁上,所述安装箱201的内壁上安装有两个导向柱206,两个所述导向柱206分别位于第二螺纹杆205的上方与下方,且两个所述导向柱206关于第二螺纹杆205对称设置,所述第二螺纹杆205与导向柱206均贯穿安装座207,所述第二螺纹杆205与安装座207之间螺纹连接,所述导向柱206与安装座207之间滑动连接,所述安装座207的一侧上安装有激光切割机208;所述下料机构300包括载物架301、收纳架302、推料板303、下料气缸304、滑板305,所述载物架301的一端倾斜安装有滑板305,所述滑板305远离载物架301的一端连接至收纳架302的一侧上,所述载物架301的另一端上贯穿安装有下料气缸304,所述下料气缸304的活动杆上安装有推料板303;请参阅图1
‑
8所示,本实施例中的定长切割设备的工作过程如下:步骤一:将若干个铝合金型材放置于定长切割设备的放置架110上,启动第一调节电机114,第一调节电机114运转带动第一螺纹杆113转动,由于第一螺纹杆113与移动底座112螺纹连接,从而带动移动底座112在滑轨111上滑动;步骤二:直至上料板116位于最靠近安装架101的一个铝合金型材的正下方,启动上料气缸115,上料气缸115的活动杆延伸推动上料板116上升将铝合金型材抬起,移动底座112继续带动铝合金型材向安装架101移动,当移动底座112接触安装架101,上料气缸115收缩带动铝合金型材下降经翻滚至驱动辊107上;步骤三:启动升降气缸104,升降气缸104的活动杆延伸带动安装盒105下降,通过辅助辊108将铝合金型材夹持,启动驱动电机106,驱动电机106运转通过若干个传动齿轮117以及齿形带118带动若干个驱动辊107转动,从而带动铝合金型材向前移动并进入安装箱201中;步骤四:当铝合金型材端部超过激光切割机208的长度达到铝合金门窗尺寸要求,停止驱动电机106,启动激光切割机208,激光切割机208释放激光,启动第二调节电机202,第二调节电机202运转带动第二螺纹杆205转动,由于第二螺纹杆205与安装座207之间螺纹连接,从而带动安装座207在导向柱206上移动,进而使得激光切割机208在移动的过程中将铝合金型材切断;步骤五:切断的铝合金型材位于载物架301的顶部上,启动下料气缸304,下料气缸304的活动杆延伸推动推料板303向前移动,推料板303在移动过程中带动切断的铝合金型材向前移动,经过滑板305滚动至收纳架302中收集。
19.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施
例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
20.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1