一种自动化冲床的制作方法
通过皮带ⅱ与带轮ⅲ相连接,带轮ⅲ与带轮ⅲ轴相连接,带轮ⅲ轴与一个输送辊筒相连接,两个输送辊筒均与连接板转动连接,两个输送辊筒分别与两个变向齿轮相连接,两个变向齿轮啮合连接,材料辊支架与下部支撑块相连接,材料辊套接在材料辊支架上。
6.作为本技术方案的进一步优化,本发明切断组合体包括踏板、踏板轴、复位弹簧、弹簧支架、带轮ⅳ、皮带ⅲ、齿轮ⅱ轴、齿轮ⅱ、齿轮ⅲ、齿轮ⅲ轴、齿轮ⅲ轴支架、升降齿轮、齿条、切断刀、限位架和切断刀滑槽,踏板与踏板轴相连接,踏板轴与下部支撑块转动连接,踏板轴与带轮ⅳ相连接,两个带轮ⅳ通过皮带ⅲ与齿轮ⅱ轴相连接,齿轮ⅱ轴与下部支撑块转动连接,齿轮ⅱ轴与齿轮ⅱ相连接,齿轮ⅱ与齿轮ⅲ啮合连接,齿轮ⅲ与齿轮ⅲ轴相连接,齿轮ⅲ轴与齿轮ⅲ轴支架转动连接,齿轮ⅲ轴支架与下部支撑块相连接,齿轮ⅲ轴与升降齿轮相连接,升降齿轮与齿条啮合连接,齿条与切断刀相连接,切断刀与切断刀滑槽滑动连接,切断刀滑槽位于下部支撑块外侧,限位架与下部支撑块相连接。
7.本发明一种自动化冲床的有益效果为:将带冲压的材料置于输送组合体上,输送组合体将材料间歇的向模具底部输送,每当上模具压下,材料不动,压制完成材料继续运输,上下模具更换便捷,可以根据不同模具的形状来调节冲压行程,可以根据不同的冲压材料来调节冲压效率。冲压完成后,踩下踏板切断组合体即可将材料完成切断。
附图说明
8.下面结合附图和具体实施方法对本发明做进一步详细的说明。
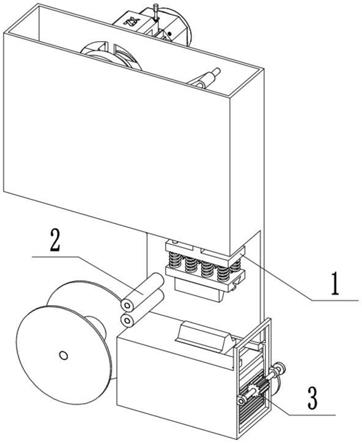
9.图1是本发明的整体结构示意图;
10.图2是本发明冲压组合体1的结构示意图一;
11.图3是本发明冲压组合体1的结构示意图二;
12.图4是本发明冲压组合体1的结构示意图三;
13.图5是本发明冲压组合体1的结构示意图四;
14.图6是本发明冲压组合体1的结构示意图五;
15.图7是本发明冲压组合体1的结构示意图六;
16.图8是本发明冲压组合体1的结构示意图七;
17.图9是本发明冲压组合体1的结构剖视图;
18.图10是本发明冲压组合体1的结构示意图八;
19.图11是本发明冲压组合体1的结构示意图九;
20.图12是本发明输送组合体2的结构示意图一;
21.图13是本发明输送组合体2的结构示意图二;
22.图14是本发明切断组合体3的结构示意图一;
23.图15是本发明切断组合体3的结构示意图二。
24.图中:冲压组合体1;传动箱1
‑
1;变速箱1
‑
2;电机支架1
‑
3;电机1
‑
4;连接板1
‑
5;电机轴1
‑
6;变速盘ⅰ1
‑
7;摩擦轮1
‑
8;螺纹轴1
‑
9;螺纹支架1
‑
10;手柄1
‑
11;变速盘ⅱ1
‑
12;变速盘ⅱ轴1
‑
13;齿轮ⅰ1
‑
14;齿盘1
‑
15;齿盘轴1
‑
16;齿盘内槽1
‑
17;滑块1
‑
18;推拉杆1
‑
19;上连杆1
‑
20;下连杆1
‑
21;压制杆1
‑
22;上固定块1
‑
23;下固定块1
‑
24;缓冲弹簧1
‑
25;限位滑柱1
‑
26;上模具1
‑
27;按杆1
‑
28;拉簧1
‑
29;定位钮1
‑
30;定位弹簧1
‑
31;下模具1
‑
32;下部支撑块1
‑
33;限位杆1
‑
34;电机放置槽1
‑
35;调整螺纹轴1
‑
36;压制杆限位板1
‑
37;输送组合
体2;带轮ⅰ2
‑
1;皮带ⅰ2
‑
2;拨杆轴2
‑
3;拨杆2
‑
4;拨柱2
‑
5;扇叶盘2
‑
6;扇叶盘轴2
‑
7;带轮ⅱ2
‑
8;皮带ⅱ2
‑
9;带轮ⅲ2
‑
10;带轮ⅲ轴2
‑
11;变向齿轮2
‑
12;输送辊筒2
‑
13;材料辊支架2
‑
14;材料辊2
‑
15;切断组合体3;踏板3
‑
1;踏板轴3
‑
2;复位弹簧3
‑
3;弹簧支架3
‑
4;带轮ⅳ3
‑
5;皮带ⅲ3
‑
6;齿轮ⅱ轴3
‑
7;齿轮ⅱ3
‑
8;齿轮ⅲ3
‑
9;齿轮ⅲ轴3
‑
10;齿轮ⅲ轴支架3
‑
11;升降齿轮3
‑
12;齿条3
‑
13;切断刀3
‑
14;限位架3
‑
15;切断刀滑槽3
‑
16。
具体实施方式
25.下面结合附图对本发明作进一步详细说明。
26.本装置中所述的固定连接是指通过焊接、螺纹固定等方式进行固定,结合不同的使用环境,使用不同的固定方式;所述的转动连接是指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽,通过将弹性挡圈卡在挡圈槽内实现轴承的轴向固定,实现转动;所述的滑动连接是指通过滑块在滑槽或导轨内的滑动进行连接,滑槽或导轨一般为阶梯状,防止滑块在滑槽或导轨内发生脱落;所述的铰接是指通过在铰链、销轴和短轴等连接零件上进行活动的连接方式;所需密封处均是通过密封圈或o形圈实现密封。
27.具体实施方式一:
28.下面结合图1
‑
15说明本实施方式,一种自动化冲床,包括冲压组合体1、输送组合体2和切断组合体3,将带冲压的材料置于输送组合体上,输送组合体将材料间歇的向模具底部输送,每当上模具压下,材料不动,压制完成材料继续运输,上下模具更换便捷,可以根据不同模具的形状来调节冲压行程,可以根据不同的冲压材料来调节冲压效率。冲压完成后,踩下踏板切断组合体即可将材料完成切断。
29.具体实施方式二:
30.下面结合图1
‑
15说明本实施方式,本实施方式对实施方式一作进一步说明,开始工作前先更换模具,按下按杆1
‑
28,按杆1
‑
28插入下固定块1
‑
24内,按杆1
‑
28带动定位钮1
‑
30向下滑动,定位钮1
‑
30带动定位弹簧1
‑
31压缩,此时拨动上模具1
‑
27使上模具1
‑
27在下固定块1
‑
24内滑动并拔出,将新的上模具1
‑
27插入下固定块1
‑
24,定位钮1
‑
30沿下固定块1
‑
24的斜面向内滑动逐渐收缩,当定位钮1
‑
30滑动至下固定块1
‑
24中部时,在定位弹簧1
‑
31作用下,定位钮1
‑
30插入下固定块1
‑
24的定位孔内,上模具1
‑
27完成定位,将对应的下模具1
‑
32沿下部支撑块1
‑
33的滑槽插入下部支撑块1
‑
33内,插入完毕后插入限位杆1
‑
34,完成对下模具1
‑
32的限位,上下模具调整完毕后控制电机放置槽1
‑
35内的微型电机转动,微型电机带动调整螺纹轴1
‑
36转动,调整螺纹轴1
‑
36带动滑块1
‑
18在齿盘内槽1
‑
17内滑动,滑块1
‑
18带动推拉杆1
‑
19运动,推拉杆1
‑
19带动上连杆1
‑
20、下连杆1
‑
21的夹角角度发生变化,下连杆1
‑
21通过上固定块1
‑
23、限位滑柱1
‑
26带动下固定块1
‑
24与上模具1
‑
27的竖直高度发生变化,通过调节滑块1
‑
18的位置使上模具1
‑
27在最低位置时与下模具1
‑
32相接触,这样不论是任意形状的模具,都可以在本设备内没有阻碍的安装上,调试完毕后,开启电机1
‑
4,电机1
‑
4带动电机轴1
‑
6转动,电机轴1
‑
6带动变速盘ⅰ1
‑
7转动,变速盘ⅰ1
‑
7带动摩擦轮1
‑
8转动,摩擦轮1
‑
8带动变速盘ⅱ1
‑
12转动,变速盘ⅱ1
‑
12带动变速盘ⅱ轴1
‑
13转动,变速盘ⅱ轴1
‑
13带动齿轮ⅰ1
‑
14转动,齿轮ⅰ1
‑
14带动齿盘1
‑
15转动,齿盘1
‑
15带动滑块1
‑
18转动,滑块1
‑
18带动推拉杆1
‑
19往复推拉,推拉杆1
‑
19带动上连杆1
‑
20、下连杆1
‑
21的夹角发生变化,下连杆1
‑
21带动压制杆1
‑
22在压制杆限位板1
‑
37内滑动,压制杆1
‑
22带动上
固定块1
‑
23往复下压,上固定块1
‑
23带动下固定块1
‑
24、缓冲弹簧1
‑
25、限位滑柱1
‑
26、上模具1
‑
27往复下压,当上模具1
‑
27与压制材料发生接触后,缓冲弹簧1
‑
25进一步压缩,上模具1
‑
27对压制材料匀速施压,保证不会因为过大的冲击力导致材料粉碎,这样就完成了压制。
31.具体实施方式三:
32.下面结合图1
‑
15说明本实施方式,本实施方式对实施方式一作进一步说明,当需成批压制时,将缠满材料的材料辊2
‑
15套于材料辊支架2
‑
14上,将材料一端穿过两个输送辊筒2
‑
13之间置于下模具1
‑
32上,当开始压制工作时,齿盘轴1
‑
16带动带轮ⅰ2
‑
1转动,两个带轮ⅰ2
‑
1通过皮带ⅰ2
‑
2带动拨杆轴2
‑
3转动,拨杆轴2
‑
3带动拨杆2
‑
4、拨柱2
‑
5转动,拨柱2
‑
5往复拨动扇叶盘2
‑
6做间歇运动,当上模具1
‑
27压制时扇叶盘2
‑
6停止转动,上模具1
‑
27不压制时扇叶盘2
‑
6转动,扇叶盘2
‑
6带动扇叶盘轴2
‑
7转动,扇叶盘轴2
‑
7带动带轮ⅱ2
‑
8转动,带轮ⅱ2
‑
8通过皮带ⅱ2
‑
9带动带轮ⅲ2
‑
10加速转动,带轮ⅲ2
‑
10带动带轮ⅲ轴2
‑
11转动,带轮ⅲ轴2
‑
11带动一个输送辊筒2
‑
13转动,两个输送辊筒2
‑
13分别与两个变向齿轮2
‑
12相连接,两个变向齿轮2
‑
12啮合连接,输送辊筒2
‑
13相对反向转动将材料向前输送,当压制时不输送,压制结束开始输送,完成输送与压制配和工作,当需要改变设备压制效率时,转动手柄1
‑
11,手柄1
‑
11带动螺纹轴1
‑
9转动,螺纹轴1
‑
9在螺纹支架1
‑
10内移动,螺纹轴1
‑
9带动摩擦轮1
‑
8在变速盘ⅰ1
‑
7与变速盘ⅱ1
‑
12间运动改变了变速盘ⅰ1
‑
7、变速盘ⅱ1
‑
12的传动比,进而改变了整个设备的工作效率。
33.具体实施方式四:
34.下面结合图1
‑
15说明本实施方式,本实施方式对实施方式一作进一步说明,压制完成的材料经限位架3
‑
15下方输送出,当需要切断是,踩下踏板3
‑
1,踏板3
‑
1带动踏板轴3
‑
2转动,踏板轴3
‑
2带动带轮ⅳ3
‑
5转动,两个带轮ⅳ3
‑
5通过皮带ⅲ3
‑
6带动齿轮ⅱ轴3
‑
7转动,齿轮ⅱ轴3
‑
7带动齿轮ⅱ3
‑
8转动,齿轮ⅱ3
‑
8带动齿轮ⅲ3
‑
9转动,齿轮ⅲ3
‑
9带动齿轮ⅲ轴3
‑
10转动,齿轮ⅲ轴3
‑
10带动升降齿轮3
‑
12转动,升降齿轮3
‑
12通过齿条3
‑
13带动切断刀3
‑
14在切断刀滑槽3
‑
16内向上滑动,切断刀3
‑
14与限位架3
‑
15的剪切力将材料切断,完成工作。
35.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1