一种金属加工机械制造的智能成型机床的制作方法
1.本发明涉及机床技术领域,尤其涉及一种金属加工机械制造的智能成型机床。
背景技术:
2.冲床就是一台冲压式压力机。在国民经济的生产中,与传统机械加工方式相比,冲压加工具有节约材料和能源,加工效率高等优点,而且冲压加工对操作者的专业技能要求低,通过使用各种专业模具就可以加工出各种传统机械加工无法加工出的产品,因此冲压加工被广泛应用于电子、通讯、家用电器、家具、交通工具(汽车、摩托车等)和五金等行业;
3.传统冲床工作机构是由曲柄连杆机构转换而来的,机械效率低、动态响应性能差;传统的机械冲床,通常采用普通不可调速交流异步电机进行驱动,同时为了尽可能的选用功率小的电机,有效的利用能量,在传动系统中还配备一只储能飞轮,电动机通过皮带传送和飞轮结合;这种冲床造价低,控制部分较为简单,易进行保养维护,但为了增加传递动力,配有的飞轮体积较大,由于飞轮质量大,转动惯量大,因而转动时会产生很大的噪音且伴随着振动;
4.随着科学技术的不断发展,尤其是cnc技术、计算机技术、自动化技术的发展,使得数控冲床得到迅速的发展;与传统的机械冲床相比,数控冲床优势主要体现在其自动化和智能化水平的提高,操作方式更加灵活多变,能实现多种工艺参数自动调整;板料进给机构也采用直流伺服电机直接驱动,使数控冲床功能更加完善,效率提高;
5.现有的数控冲床主要数控装置内的计算机对通过输入装置以数字和字符编码方式所记录的信息进行一系列处理后,再通过伺服系统及可编程序控制器向机床主轴及进给等执行机构发出指令,机床主体则按照这些指令,从而完成工件的加工;但是,驱动方式仍然需要机械传动完成,机械传动过程中仍然会损失较多电机驱动力。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在电机的驱动力损失大的缺点,而提出的一种金属加工机械制造的智能成型机床。
7.为了实现上述目的,本发明采用了如下技术方案:
8.设计一种金属加工机械制造的智能成型机床,包括床体、工作台、模具和动力机构,所述工作台固定安装在床体的底端,所述模具放置在工作台顶部,所述动力机构安装在床体的顶端;
9.所述动力机构包括安装架、导向柱、滑动套、滑块、u型冲夹头、直线电机次级和直线电机初级,所述安装架固定安装在床体的顶端,所述导向柱的数量为两个,两个所述导向柱分别固定安装在安装架内侧的两端,所述滑动套和滑块的数量均为若干个,若干所述滑动套等量套设在相应的导向柱上、且与导向柱滑动连接,若干所述滑块的一端固定安装在相应的滑动套的外侧,若干所述滑块的另一端与u型冲夹头的外侧壁固定连接,所述直线电机次级固定安装在床体上,所述直线电机初级固定安装在u型冲夹头的内侧,所述直线电机
初级的输出端与直线电机次级固定连接。
10.优选的,所述直线电机初级内部安装有冷却组件,所述冷却组件包括铁芯、电机齿槽、安装槽、冷却管路、冷却水进口和冷却水出口,所述电机齿槽开设在铁芯的底端,所述铁芯通过电机齿槽卡设在直线电机初级内部,所述安装槽开设在铁芯的顶端,所述冷却管路固定安装在安装槽的内侧,所述冷却水进口和冷却水出口分别位于冷却管路的进口端和出口端。
11.优选的,所述床体的外侧安装有供水机构,所述供水机构包括液压泵、过滤器、冷却器、回流管、出水管和比例节流阀,所述液压泵固定安装在床体的外侧,所述液压泵的进口端与回流管接通,所述回流管的进口端与冷却水出口接通,所述液压泵的出口端通过导管与过滤器接通,所述过滤器的出口端通过导管与冷却器接通,所述冷却器的出口端通过导管与出水管,所述出水管的出口端与比例节流阀接通,所述比例节流阀的出口端通过导管与冷却水进口接通。
12.优选的,所述直线电机次级内部固定安装有相应的温度传感器、位移传感器和空气湿度传感器,所述温度传感器和位移传感器信号连接有控制系统,所述冷却器、液压泵和比例节流阀均匀控制系统信号连接。
13.优选的,所述直线电机初级的输入端电性连接有动力电缆,所述温度传感器的输入端电性连接有温度传感器电缆。
14.本发明提出的一种金属加工机械制造的智能成型机床,有益效果在于:本发明的整个过程直接将电能直接转换为机械力,与现有的冲床相比,它不需要任何中间的转换机构,而实现了u型冲夹头的往复直线运动;可以将直线电机的驱动力完全作用于u型冲夹头,这就使得u型冲夹头的冲力更大,冲压效果更好。
附图说明
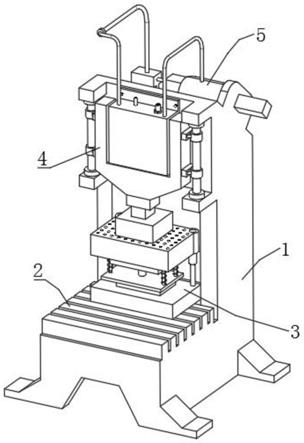
15.图1为本发明提出的一种金属加工机械制造的智能成型机床的结构示意图一;
16.图2为本发明提出的一种金属加工机械制造的智能成型机床的结构示意图二;
17.图3为本发明提出的一种金属加工机械制造的智能成型机床的动力机构的结构示意图;
18.图4为本发明提出的一种金属加工机械制造的智能成型机床的动力机构的俯视图;
19.图5为本发明提出的一种金属加工机械制造的智能成型机床的冷却组件的结构示意图;
20.图6为本发明提出的一种金属加工机械制造的智能成型机床的供水机构的结构示意图;
21.图7为本发明提出的一种金属加工机械制造的智能成型机床的系统框图。
22.图中:床体1、工作台2、模具3、动力机构4、安装架41、导向柱42、滑动套43、滑块44、u型冲夹头45、直线电机次级46、直线电机初级47、动力电缆471、温度传感器电缆472、冷却组件473、铁芯4731、电机齿槽4732、安装槽4733、冷却管路4734、冷却水进口4735、冷却水出口4736、供水机构5、液压泵52、过滤器53、冷却器54、回流管55、出水管56、比例节流阀57。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
24.实施例1:
25.参照图1-4,一种金属加工机械制造的智能成型机床,包括床体1、工作台2、模具3和动力机构4,工作台2固定安装在床体1的底端,模具3放置在工作台2顶部,动力机构4安装在床体1的顶端;
26.动力机构4包括安装架41、导向柱42、滑动套43、滑块44、u型冲夹头45、直线电机次级46和直线电机初级47,安装架41固定安装在床体1的顶端,导向柱42的数量为两个,两个导向柱42分别固定安装在安装架41内侧的两端,滑动套43和滑块44的数量均为若干个,若干滑动套43等量套设在相应的导向柱42上、且与导向柱42滑动连接,若干滑块44的一端固定安装在相应的滑动套43的外侧,若干滑块44的另一端与u型冲夹头45的外侧壁固定连接,直线电机次级46固定安装在床体1上,直线电机初级47固定安装在u型冲夹头45的内侧,直线电机初级47用于驱动u型冲夹头45进行上下移动;直线电机初级47的输出端与直线电机次级46固定连接。
27.工作原理;接通电源,直线电机产生气隙磁场,这一气隙磁场会随着时间变化沿着直线方向移动,在移动的磁场作用下,直线电机次级46产生感应电动势和电流,在感应电流和气隙磁场的作用下产生电磁推力,从而使得直线电机初级47被推动,进而使得直线电机初级47推动u型冲夹头45向下运动,两个导向柱42起导向的作用,使得u型冲夹头45能够平稳移动;
28.整个过程直接将电能直接转换为机械力,与现有的冲床相比,它不需要任何中间的转换机构,而实现了u型冲夹头45的往复直线运动;可以将直线电机的驱动力完全作用于u型冲夹头45,这就使得u型冲夹头45的冲力更大,冲压效果更好。
29.实施例2:
30.在直线电机的使用过程中,直线电动机的散热尤为重要,散热的好坏将直接影响直线电动机输出力的稳定及大小,电机的安装位置通常离导轨比较近,电机过热,热量传递到导轨上,还将影响机床精度;现有的直线电机主要通过风冷的方式进行散热,主要通过空气对流实现热量的传递;但是,直线电机的发热主要是由初级绕组产生的热损失引起的,次级所产生的热量是由其涡流损失引起的,而涡流损失的大小与电机电流的频率有关,在整个电机热损失中,涡流损失所占比重不大,仅为初级部分热损失的8%左右;所以电机的冷却主要是冷却初级绕组,初级绕组发热较大,必须采取强制冷却措施;如果直线电机因为连续运行过热没有得到适当冷却,直线电动机输出的连续进给力只能达到其额定连续进给力的8%,大大削弱了直线电动机的动力;
31.参照图1-6,作为本发明的另一优选实施例,与实施例1的区别在于,直线电机初级47内部安装有冷却组件473,冷却组件473包括铁芯4731、电机齿槽4732、安装槽4733、冷却管路4734、冷却水进口4735和冷却水出口4736,电机齿槽4732开设在铁芯4731的底端,铁芯4731通过电机齿槽4732卡设在直线电机初级47内部,安装槽4733开设在铁芯4731的顶端,冷却管路4734固定安装在安装槽4733的内侧,冷却水进口4735和冷却水出口4736分别位于冷却管路4734的进口端和出口端;冷却管路4734内部导入冷却水,从而实现对直线电机初
级47的强制散热。
32.床体1的外侧安装有供水机构5,供水机构5包括液压泵52、过滤器53、冷却器54、回流管55、出水管56和比例节流阀57,液压泵52固定安装在床体1的外侧,液压泵52的进口端与回流管55接通,液压泵52用于将冷却水导入冷却管路4734内部;回流管55的进口端与冷却水出口4736接通,液压泵52的出口端通过导管与过滤器53接通,过滤器53用于对回流的冷却水进行过滤;过滤器53的出口端通过导管与冷却器54接通,冷却器54的出口端通过导管与出水管56,出水管56的出口端与比例节流阀57接通,比例节流阀57的出口端通过导管与冷却水进口4735接通。比例节流阀57用于控制冷却水的流量;
33.工作原理:通过控制液压泵52使得冷却水循环导入冷却管路4734内部,回流的冷却水通过过滤器53进行过滤,在经过冷却器54进行冷却降温,最后再次导入冷却管路4734内部利用,通过与风冷散热的配合,冷却水可以带走直线电机初级47发热量的90%的热量,从而实现对直线电机初级47的强制散热,保证直线电机的正常运行。
34.实施例3:
35.直线电机工作时,不论是何种工作条件下,都不能让电机部件的表面形成冷凝水;当冷却回路部件温度、电机外部构件的温度低于空气温度时,构件表面的空气温度降低,相对湿度上升,当相对空气湿度达到100%时,电机构件的表面就会形成冷凝水,这可能会造成电机的损坏;
36.参照图1-7,作为本发明的另一优选实施例,与实施例1或实施例2的区别在于,直线电机次级46内部固定安装有相应的温度传感器、位移传感器和空气湿度传感器,温度传感器和位移传感器信号连接有控制系统,温度传感器用于检测直线电机次级46内部的温度;位移传感器用于直线电机次级46的位移量;冷却器54、检测液压泵52和比例节流阀57均匀控制系统信号连接;直线电机初级47的输入端电性连接有动力电缆471,温度传感器的输入端电性连接有温度传感器电缆472。
37.直线电机工作时,温度传感器检测到直线电机次级46内部温度,之后将温度信息反馈给控制系统,然后控制液压泵52启动,同时控制比例节流阀57的开口大小以控制通入电机冷却水的流量,实现冷却水循环速度的调节;空气湿度传感器检测到直线电机次级46的空气湿度,之后将空气湿度信息反馈给控制系统,然后控制冷却器54的冷却温度,从而控制冷却水的温度,避免直线电机次级46内部空气湿度过高对电机造成损坏。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1