一种轻型无人机机身骨架焊接装置的制作方法
1.本发明属于机械加工焊接技术领域,特别涉及一种轻型无人机机身骨架焊接装置。
背景技术:
2.机身骨架是av500无人直升机的关键结构承力件,它是由管件和机加件焊接而成;主要承担着发动机、主旋翼系统的安装,这就要求产品的焊缝质量高,结构刚性强,产品尺寸焊接变形小。它的外形尺寸为2096
×
808
×
884,结构如图1所示。机身骨架零件材料为30crmnsia,主要由薄壁管件和薄壁机加件构成,采用手工氩弧焊焊接而成,机身骨架空间结构复杂,其中主桨毂安装座及发动机安装座孔位之间的相对位置尺寸公差严,部分焊缝集中;一般的加工方法是在简易的焊接工装上,所有的零件都都定位在工装上一起进行焊接,此加工方法缺点是会产生焊接变形过大,变形量大于1.5mm,关键位置尺寸超差不符合图纸要求,加工效率低。
技术实现要素:
3.本专利要解决的技术问题:提供一套定位焊接装置,以解决在焊接过程中变形大的问题,保证焊缝在工装上满焊,控制焊接变形,提升焊缝质量。
4.本发明技术方案:
5.一种轻型无人机机身骨架焊接装置,所述轻型无人机机身骨架包括:第一部件、第二部件、第三部件、第四部件、尾部撑杆和中部管件;
6.所述焊接装置包括:底座、第一部件定位工装、第二部件定位工装、第三部件定位工装、第四部件定位工装、尾部撑杆定位工装和中部管件定位工装;
7.所述第一部件由第一横管(001)、第二横管(002)和第一竖管(003、004)组成,呈“开”字型,两根竖管后端向内弯折;在两根竖管弯折处前端分别设有一个第一管接头(005);两根竖管与两根横管四个相交处内侧分别设有一个第二管接头(006);
8.所述第一部件定位工装包括:两个第一定位螺栓组件(1)、四个第二定位螺栓组件(2)、定位板(3)和底板(4);所述底板固定在底座沿航向后端,底板开有两个第一通孔和四个第二通孔,位置分别与第一管接头和第二管接头对应;所述定位板固定在底板沿航向前端中部,所述定位板设有压板用于对第一横管(001)进行限位;所述第一定位螺栓组件穿过第一管接头和第一通孔以定位,第二定位螺栓组件穿过第二管接头和第二通孔以定位;
9.所述第二部件由“u”型管件(007)和两根平行横管(008、009)组成,两根平行横管分别位于“u”型管件底部和距离底部1/4~1/3处;所述“u”型管件靠内侧布置有多个耳片;
10.所述第二部件定位工装包括:两个第一定位支撑座(5)和第二定位支撑座(6);两个所述第一定位支撑座对称固定在底座上,两个第一定位支撑座顶部设有压板分别用于对“u”型管件两端进行定位;第二定位支撑座固定在底座沿航向前端,第二定位支撑座顶部设有压板用于对“u”型管件底部进行定位;
11.所述第三部件由梯形板和梯形板四边的四根管件组成;梯形板中部开有第一安装孔;第一安装孔外侧等距分布八个第一定位孔(010);
12.所述第三部件定位工装包括:第三定位支撑座(7)和第四定位支撑座(8);所述第三定位支撑座包括:第一支座和固定在第一支座上的第一顶板;顶板上表面设有弧形限位槽用于对第三部件底部管件进行限位,顶板上表面还设有两个定位销用于对靠近底部管件的两个第一定位孔进行定位,顶板上表面还设有压板,压板用于压紧梯形板;所述第四定位支撑座包括第二支座和固定在第二支座上的第二顶板,第二顶板与第一顶板结构相同;
13.所述第四部件由第三横管(011)、第四横管(012)、第五横管(013)第六横管(014)和第二竖管(015、016)组成,呈“目”字型;两根竖管在和第四横管(012)、第六横管(014)连接处均设有双耳接头;
14.所述第四部件定位工装包括:六个管定位支撑座(9)和四个接头定位支撑座(10);所述六个管定位支撑座上设有压板,左右分两组对称固定在底座上,分别对两根竖管的底部、中部和顶部进行定位;所述接头定位支撑座设有“n”型凸起,左右分两组对称固定在底座上与双耳接头位置相应处,分别用于对双耳接头进行定位;
15.所述尾部撑杆包括:两根立管(017)和盘件(018);两根立管底部分别与第六横管(014)两端连接;两根立管中部向内弯折交汇处连接盘件;所述盘件中部设有第二安装孔(019),第二安装孔四周等间隔分布有四个第二定位孔(020);两根竖管弯折处和盘件之间各设有一个第一管接头;
16.所述尾部撑杆定位工装包括:第五定位支撑座、两个第六定位支撑座和两个第七定位支撑座;所述第五定位支撑座上设有快卸螺栓,所述快卸螺栓穿过所述第二安装孔用于对盘件进行定位;所述第五定位支撑座上还设有两个限位销;所述两个限位销插入两个第二定位孔用用于限制盘件旋转;所述两个第六定位支撑座左右对称布置,第六定位支撑座上固定第一定位螺栓组件用于对立管上的第一管接头进行定位;所述两个第七定位支撑座左右对称布置,第七定位支撑座上设有压板用于对两根立管进行定位;
17.所述中部管件为沿航向左右两侧对称的两组管件;其中每一组管件均包括:左斜管(021)、右斜管(022)、左短斜管(023)、上横管(024)、下横管(025);所述左斜管底部与第六横管(014)端部连接,左斜管顶部与第一部件中的第一横管(001)与第一竖管(003、004)相交处连接;右斜管顶部与左斜管顶部连接,右斜管中部弯折且弯折处与第二部件的“u”型管件(007)端部连接,右斜管底部与第四部件第四横管(012)端部连接;左短斜管两端分别与右斜管弯折处和第四部件第五横管(013)端部连接;上横管两端分别与左斜管中部和右斜管弯折处连接,下横管平行设置在上横管下方;
18.所述中部管件定位工装包括:第八定位支撑座(14);第八定位支撑座和第九定位支撑座上均设有两个压板用于对上横管、下横管进行限位。
19.进一步,所述压板由上板、下板、螺栓和蝶形螺母组成;所述上板和下板均设有螺纹孔,所述螺栓穿过所述螺纹孔;所述蝶形螺母套设在螺栓上,所述蝶形螺母用于调节上板和下板之间的距离以将管件夹紧。
20.进一步,所述底座为矩形方管焊接而成的框架式结构,底座底部设有六个万向轮;底座上部设有连接底板以连接各个定位工装。
21.进一步,所述第二定位支撑座(6)包括:第三支座和压板;所述第三支座为矩形方
管;所述第三支座通过螺钉与底座可拆卸连接;所述压板与所述第三支座上端面可拆卸连接。
22.进一步,所述第四定位支撑座中的第二支座和第二定位支撑座中的第三支座公用同一矩形方管。
23.进一步,所述管定位支撑座(9)的压板设有v型槽。
24.进一步,所述接头定位支撑座(10)的“n”型凸起上还贯穿有定位销,所述定位销穿过双耳接头上的耳孔以定位。
25.进一步,所述中部管件的上横管和左斜管之间连接有短管一(026),上横管与右斜管之间连接有短管二(027)和短管三(028);上横管和下横管之间连接有四个矩形片(029),上横管外侧设有长“几”字形薄片件(030);
26.所述中部管件定位工装还包括:第九定位支撑座(15)、第十定位支撑座(16)、第十一定位支撑座(17);第九定位支撑座上还设有矩形凸起用于对长“几”字形薄片件(030)进行定位;所述第十定位支撑座上设有多个矩形块分别对四个矩形片进行定位;所述第十一定位支撑座包括快卸螺栓连接的两块压板;所述两块压板连接处设有五处弧形槽用于对左斜管、短管一、短管二、短管三和右斜管进行定位。
27.有益效果:
28.1、采用上述焊接装置方案实施后,能将焊接变形控制在0.5mm以内,大大减少了焊接变形;
29.2、采取本发明的分部件焊接的工艺方法,各部件之间的加工不相互影响,可以大幅提高加工效率,能够满足批量生产的要求;
30.3、夹具结构设置合理,操作方便,零件定位、装夹可靠,减轻了工人的操作难度,提高了产品的质量。
附图说明
31.图1为轻型无人机机身骨架结构示意图;
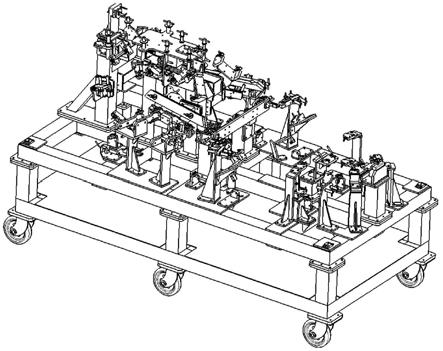
32.图2为轻型无人机机身骨架焊接装置示意图;
33.图3为轻型无人机机身骨架部件划分示意图;
34.图4为第一部件示意图;
35.图5为第二部件示意图;
36.图6为第三部件示意图;
37.图7为第四部件示意图;
38.图8为第一部件定位工装示意图;
39.图9为第一定位螺栓组件示意图;
40.图10为第二定位螺栓组件示意图;
41.图11为定位板示意图;
42.图12为底板示意图;
43.图13为第二部件定位工装示意图;
44.图14为第一定位支撑座示意图;
45.图15为第二定位支撑座示意图;
46.图16为第三部件定位工装示意图;
47.图17为第三定位支撑座示意图;
48.图18为第四定位支撑座示意图;
49.图19为第四部件定位工装示意图;
50.图20为管定位支撑座示意图;
51.图21为接头定位支撑座示意图;
52.图22为尾部撑杆定位工装示意图;
53.图23为第五定位支撑座示意图;
54.图24为第六定位支撑座示意图;
55.图25为第七定位支撑座示意图;
56.图26为机身中部管件定位工装示意图;
57.图27为第八定位支撑座示意图;
58.图28为第九定位支撑座示意图;
59.图29为第十定位支撑座示意图;
60.图30为第十一定位支撑座示意图;
61.图31为焊接装置与机身骨架结合示意图,图中虚线为机身骨架;
62.图中,001第一横管、002第二横管、003/004第一竖管、005第一管接头、006第二管接头、007“u”型管件、008/009两根平行横管、010第一定位孔、011第三横管、012第四横管、013第五横管、014第六横管、015/016第二竖管、017两根立管、018盘件、019第二安装孔、020第二定位孔、021左斜管、022右斜管、023左短斜管、024上横管、025下横管、026短管一、027短管二、028短管三、029矩形片、030长“几”字形薄片件;
63.1为第一定位螺栓组件、2为第二定位螺栓组件、3为定位板、4为底板、5为第一定位支撑座、6为第二定位支撑座、7为第三定位支撑座、8为第四定位支撑座、9为管定位支撑座、10为接头定位支撑座、11为第五定位支撑座、12为第六定位支撑座、13为第七定位支撑座、14为第八定位支撑座、15为第九定位支撑座、16为第十定位支撑座、17为第十一定位支撑座。
具体实施方式
64.一种轻型无人机机身骨架焊接装置,如图2所示,用于焊接图1所示的无人机机身骨架;该装置包括:底座、第一部件定位工装、第二部件定位工装、第三部件定位工装、第四部件定位工装、尾部撑杆定位工装和机身中部零件定位工装。
65.底座为框架式钢结构,主要由矩形方管焊接而成,底座安装有六个万向轮,万向轮带有刹车装置,便于转运;底座上有连接底板,各转接支撑座通过四个螺钉和两个圆柱销连接固定在连接底板上,转接支撑座自身为焊接结构件或机加件;产品支撑座通过可拆卸式的连接螺栓、螺母固定在转接支撑座上,支撑座均为机加件,且支撑座上有圆柱插销孔或u形槽或v型槽,不同位置的支撑座夹持方式根据产品(如管件、接头件)外形来定;转接支撑座采用一般强度的钢加工而成,夹持产品用的圆柱插销、连接螺栓、螺母采用高强度钢加工而成。
66.焊接时我们采取分4个部件进行焊接,部件焊接后进行人工校形,保证产品尺寸精
度,然后再进行总体焊接;焊接过程中要求采取左、右对称式进行焊接,便于抵消相互之间存在的内应力,减少焊接变形。这套定位焊接夹具经实践证明简单实用,定位准确,工人师傅操作方便,能将整体焊接件的变形量控制在较小范围内,而且机身骨架焊接完成后整体容易脱离焊接装置。
67.将四个部件工装均设计成可使部件进行180
°
旋转焊接,在焊接工装上可先焊接上表面,焊完冷却后翻转180度在工装上定位夹紧焊接下表面,这种焊接步骤便于操作人员保持站立姿势进行焊接,方便操作。
68.第一部件上的管接头通过6件定位螺栓1定位在底板4上,定位螺栓材料采用黄铜,便于焊接完成后拆卸,并通过螺母1拧紧进行固定;其中定位板3通过半圆形槽对管件进行限位,带圆形槽小压板压在第一部件的管件上部,顺时针旋转蝶形螺母便可压紧小压板,从而对管件进行压紧;定位板3通过螺钉和定位销安装在底板4上,定位板4采用焊接的方式固定在矩形方管上与底座连接。
69.第二部件为中心对称件,通过第一定位支撑座(及对称定位支撑座)和第二定位支撑座固定在底座平台上;第一定位支撑座、第二定位支撑座分为上、下两部分构成,上下两部分各自由板件或矩形方管焊接而成,然后组合在一起用螺钉、定位销固定。
70.第一定位支撑座、第二定位支撑座通过螺钉和定位销安装在底座平台上;第一定位支撑座上部为可拆结构,其右端通过拧紧蝶形螺母和压板对管件进行夹紧定位,同时根据零件外形对耳片进行定位;第二定位支撑座上下为可拆结构,定位支撑座上部中间位置有蝶形螺母和压板可夹紧、定位弯管,两侧根据零件外形对耳片进行定位,第二定位支撑座下部具有定位板,可作为第三部件的定位支座。
71.第三部件通过第三定位支撑座、第四定位支撑座对零件进行夹紧固定;第三定位支撑座为上、中、下三部分组成,上部和中部为可拆卸活动部件,下部为固定部件,第四定位支撑座分为上、下两部分构成,上下两部分各自由板件或矩形方管焊接而成,然后组合在一起用螺钉、定位销固定;
72.第三定位支撑座上部为可拆卸式,方便整体焊接件从焊接装置上取出,上部根据零件结构预留u形槽定位管类零件,有可插拔的定位销(2件)定位板件,压板(2件)对平板零件进行压紧,根据第三部件结构特点,中部为可活动结构,可调整第三部件上下位置。第四定位支撑座上部通过螺钉和定位销安装在底座平台上,下部与焊接第二部件时共用同一定位支座,增大焊接空间。
73.第四部件:管定位支撑座9、接头定位支撑座10均为焊接结构件,通过螺钉和定位销安装在底座平台上;管定位支撑座9通过v型槽和压板、蝶形螺母来定位、夹紧管件;支撑座10通过上部的外形和可插拔的定位销来定位夹紧部件;第四部件的其他位置的定位件结构与9、10类似,不逐一描述。
74.机身骨架航向后端零件定位主要包括第五定位支撑座,第五定位支撑座上带有快卸螺栓、螺母及2个长圆柱销,可保证尾部零件的相对位置,第六定位支撑座为带台阶的快卸螺栓、螺母,方便定位两端开口中间带圆环零件,第七定位支撑座,通过压紧螺母和带槽压板定位圆弧形弯管,带槽压板与支座座通过快卸销连接,方便拆卸。
75.机身中部其余零件焊接定位只要由定位支座14、15、16、17,定位支座14和15主要由可活动的带槽衬板与压板组成,底座部分与焊接底座平台连接;其中第九定位支撑座前
端带有矩形限位块,可用来定位与机身焊接的薄板零件;第十定位支撑座通过平台板上的矩形块来定位机身4处带翻边耳片零件,第十一定位支撑座由快卸螺栓、螺母及前后两块压板组成,两块压板连接处有五处圆弧槽,可同时压紧5件管类零件,定位简单,拆卸方便。
76.机身骨架其余零件均为管件或接头件,管件定位装置结构如图14或图20所示,接头定位装置结构如图9所示,所有定位装置采用螺钉和定位销固定在底座平台上,形成一个整体的定位工装;底座平台为双层矩形方管结构,保证整体的刚性,不易变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1