一种φ12mm钢筋的五切分轧制工艺的制作方法
一种
φ
12mm钢筋的五切分轧制工艺
技术领域
1.本发明涉及多线切分轧制技术领域,尤其涉及一种φ12mm钢筋的五切分轧制工艺。
背景技术:
2.切分轧制就是在轧制过程中,钢坯通过孔型设计轧制成两个或两个以上断面形状相同的并联件,然后经切分设备将坯料沿纵向切分成两条或两条以上断面形状相同的轧件,并继续轧制直至获得成品的工艺。切分轧制工艺能有效的提高了作业率,使产量大幅度提高,但是受钢温波动、轧槽磨损、孔型系统设计、导卫安装、轧槽加工精度等方面因素影响,使每根轧件尺寸都不可能完全一致,现有技术中通常是进行五线同时切分,容易出现波浪弯、冷床乱钢、飞剪堆钢等状况,轧后易形成折叠,影响轧材表面质量。
技术实现要素:
3.本发明所要解决的技术问题和提出的技术任务是对现有技术进行改进,提供一种φ12mm钢筋的五切分轧制工艺,解决目前技术中的φ12mm钢筋的五切分轧制工艺容易出现波浪弯、冷床乱钢、飞剪堆钢等状况的问题。
4.为解决以上技术问题,本发明的技术方案是:
5.一种φ12mm钢筋的五切分轧制工艺,来料由孔型系统进行加工处理,所述孔型系统包括依次设置的k7来料圆孔、k6水平通孔、k5立式箱型孔、k4预切分孔、k3切分孔、k2椭圆孔和k1成品孔,所述k4预切分孔、k3切分孔、k2椭圆孔和k1成品孔均设有五孔,并且所述k3切分孔的出口先切分出最外侧的两条轧件,然后再切分出中间的三条轧件。
6.进一步的,采用切分轮法进行轧件的切分。
7.进一步的,所述k3切分孔的出口处沿着轧件行进方向间隔设置了前切分轮组件和后切分轮组件,所述前切分轮组件切分出最外侧的两条轧件,所述后切分轮组件切分出中间的三条轧件。
8.进一步的,所述前切分轮组件的刀刃楔角为55
°
~60
°
,两个刀刃的中心距为31.2~33.2mm,楔顶宽为1.6~2.2mm。
9.进一步的,所述后切分轮组件的刀刃楔角为80
°
,楔顶宽0.8mm。
10.进一步的,所述前切分轮组件与后切分轮组件在轧件行进方向上的间距为100mm。
11.进一步的,所述k4预切分孔的中部相邻孔型的中心间距为15.2mm,最边侧的两个孔型之间的中心间距为61mm,楔角为85
°
~87
°
,楔顶圆弧半径为1.5~1.8mm,上下楔顶间距为6.8mm,槽底半径为6.6mm。
12.进一步的,所述k3切分孔的中部相邻孔型的中心间距为15.4mm,最边侧的两个孔型之间的中心间距为61.8mm,楔角为55
°
~60
°
,楔顶圆弧半径为0.6~0.7mm,上下楔顶间距为0.7~0.9mm,槽底高度为14.13mm,槽底半径为6.8mm。
13.进一步的,所述k4预切分孔的进口设置双排四轮滚动导卫,并且导轮设计为v形,
所述k4预切分孔的出口设置箱式出口,内腔尺寸比轧件大5~10mm,长度为540mm。
14.进一步的,所述k4预切分孔的延伸系数为1.25~1.32,所述k3切分孔的延伸系数为1.10~1.25。
15.与现有技术相比,本发明优点在于:
16.本发明所述的φ12mm钢筋的五切分轧制工艺,有效提高切分轧制的质量,保障轧件能稳定、精确的进行分离,避免出现波浪弯、冷床乱钢、飞剪堆钢等状况,提高产品生产质量。
附图说明
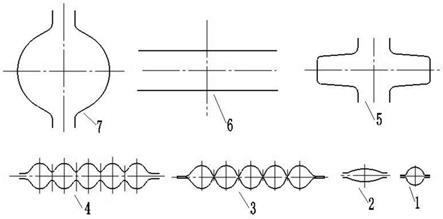
17.图1为本发明的φ12mm钢筋的五切分的孔型系统结构示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.本发明实施例公开的一种φ12mm钢筋的五切分轧制工艺,提高切分时的质量,减少波浪弯、冷床乱钢、飞剪堆钢等故障的产生,提高成品质量。
20.如图1所示,一种φ12mm钢筋的五切分轧制工艺,主要为在热轧过程中将轧件利用孔型的作用,轧成五个并联轧件,再利用切分设备(轧辊、导卫、切分轮等)把并联的轧件沿纵向切分成五根单体轧件,然后再轧成成品钢材或中间坯料。
21.考虑各个道次工艺参数分配的合理性,负荷均衡,尽量减少孔型磨损的不均匀性,达到换辊次数最少、轧机产量高、生产顺行的目的,消除导卫在横移过程中传动丝杠的间隙,按照工艺要求控制好各道次料形,按要求用样棒调整导卫间隙。
22.来料具体由孔型系统进行加工处理,所述孔型系统包括依次设置的k7来料圆孔、k6水平通孔、k5立式箱型孔、k4预切分孔、k3切分孔、k2椭圆孔和k1成品孔,来料依次经过前述的轧制道次进行处理,所述k4预切分孔、k3切分孔、k2椭圆孔和k1成品孔均设有五孔,在本实施例中,采用切分轮法进行轧件的切分,所述k3切分孔的出口先切分出最外侧的两条轧件,然后再切分出中间的三条轧件,也就是说,分两步切分出五条轧件,然后再通过k2椭圆孔和k1成品孔将五条轧件分别轧制成成品。
23.相比于现有技术而言,采用较大断面的原料或相同原料断面下,k7来料圆孔与k5立式箱型孔之间只有一个轧制道次k6水平通孔,减少轧制道次,进而可以减少新建或改建的厂房面积,减少设备投资,获得同样断面轧件切分时道次少,温降小,变形功少,消耗的电能大幅降低。温降小,可降低开轧温度,节省燃料。
24.具体的,所述k3切分孔的出口处沿着轧件行进方向间隔设置了前切分轮组件和后切分轮组件,所述前切分轮组件切分出最外侧的两条轧件,所述后切分轮组件切分出中间的三条轧件;所述前切分轮组件的刀刃楔角为55
°
~60
°
,两个刀刃的中心距为31.2~33.2mm,楔顶宽为1.6~2.2mm;所述后切分轮组件的刀刃楔角为80
°
,楔顶宽0.8mm;所述前切分轮组件与后切分轮组件在轧件行进方向上的间距为100mm。传统技术中都是采用五线
同时切分的方式,整体的来料件受到的整体作用力大,而且难以保障每一道刀刃的作用力均衡,同时切分出五条轧件时,容易导致轧件由于作用力不均衡而发生形变弯曲,严重影响轧制质量,容易出现冷床乱钢、飞剪堆钢的状况。而本实施例中,先切分出整体来料件最外侧的两条轧件,前切分轮组件在垂直于轧件行进方向上只有两个切分轮刀刃结构,也就是说,整体来料件同时只受到两个切分轮刀刃的作用,能更好的保障作用力的均衡,从而保障切分的质量,避免轧件发生形变,提高切分质量,经过前切分轮组件的处理后得到最外侧的两条轧件以及位于中部的三条轧件仍然并联在一起的并联件,并联件再前行至后切分轮组件进行处理,后切分轮组件在垂直于轧件行进方向上只有两个切分轮刀刃结构,也就是说,并联件只受到两个切分轮刀刃的作用,能保障作用力的均衡,从而保障切分的质量,并联件被切分开得到三条轧件,总共五条轧件再通过k2椭圆孔和k1成品孔分别轧制成成品。
25.进一步的,所述k7来料圆孔为圆孔型,设计尺寸为φ51mm;k6水平通孔即为水平方向的平孔;k5立式箱型孔,根据切分生产经验及有利于料型控制的原则,侧壁斜度为0.12,圆角设计为2mm,槽底宽设计为17mm;
26.优化k4预切分孔和k3切分孔的孔型设计,合理分配预切分楔、切分楔的压量和切分角设计,所述k4预切分孔的延伸系数为1.25~1.32,具体的,所述k4预切分孔的中部相邻孔型的中心间距为15.2mm,最边侧的两个孔型之间的中心间距为61mm,k4预切分孔的楔角度设计与k3切分孔楔角度的配合及耐磨性,k4预切分孔的楔角为85
°
~87
°
,楔顶圆弧半径为1.5~1.8mm,强度高,楔尖不易发生崩掉的状况,耐磨性更好,上下楔顶间距为6.8mm,两楔间距过小,此处压下系数远大于槽底压下系数,造成磨损严重;过大,会造成切分孔切分楔磨损过快,甚至崩槽,在成品表面形成折叠,上下楔顶间距设定为适宜值能减小磨损,避免压下量急剧增大而导致变形力过大、造成切分楔崩掉,槽底半径为6.6mm;
27.k3切分孔其作用是对五线轧件料型进行规整、加工切分带,为切分做好料型准备,所述k3切分孔的延伸系数为1.10~1.25,所述k3切分孔的中部相邻孔型的中心间距为15.4mm,最边侧的两个孔型之间的中心间距为61.8mm,楔角为55
°
~60
°
,楔顶圆弧半径为0.6~0.7mm,保障强度满足要求,避免楔尖崩掉,上下楔顶间距为0.7~0.9mm,k3切分孔的上下楔顶间距过宽,在k2椭圆孔道次压不合,造成成品孔型较早出现轧痕,同时切分轮受力过大,出现导卫烧轴承事故;k3切分孔的上下楔顶间距薄,切分带直接被碾到k2椭圆孔表面,在成品道次出现折叠现象,槽底高度为14.13mm,槽底半径为6.8mm。在k3切分孔的轧辊处设置冷却水管,加强冷却效果,改善预切分楔和切分楔的水冷效果,延缓其磨损
28.所述k4预切分孔的进口设置双排四轮滚动导卫,并且导轮设计为v形,有利于夹持轧件,确保轧件运行中的稳定性、对中性;所述k4预切分孔的出口设置箱式出口,内腔尺寸比轧件大5~10mm,长度为540mm,有利于提高轧件的稳定性。k3切分孔与k4预切分孔一致,k3切分孔进口设置双排四轮滚动导卫,并且导轮设计为v形。φ12mm钢筋的五切分轧制工艺一共采用16~18架轧机,为减少16~18架轧机间故障,用4线导槽代替6#、7#活套器,同时设计时考虑了便于观察导卫对中及防止翘头功能。7#导槽设计与6#导槽设计一致;在k1成品孔与3#飞剪之间设计5线导管及固定底座,导槽中心距为135mm,同时考虑快速更换,将螺栓固定方式改为打楔铁形式。
29.采用上述的轧制工艺,轧制速度达到13.5~14m/s,轧机小时产量时提升至180t/h以上,有效降低故障率,k4预切分孔的孔型设计降低了k3切分孔的轧制负荷,保证轧制过程
的稳定。
30.上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1