一种自动对刀的三轴数控火花机的制作方法
1.本发明涉及一种金属加工技术,尤其是涉及一种自动对刀的三轴数控火花机。
背景技术:
2.电火花加工是通过电极与工件之间通电时,产生的火花得到瞬时的高温,去一层一层地侵蚀工件表面上的材料的过程。电火花加工尤其适合用于高硬度的导电工件的加工。虽然有很多数字电火花机具有半自动对刀功能,也有的是全自动对刀,但是其对刀的方式均为主要针对在规则的工件上表面进行加工的情况下操作的。而且在自动对刀的过程中,由于电火花机的进给机构的输送精度限制,在进行对刀时,只是通过规则的电极与工件侧面接触产生电信号来进行确定,因此必须严格控制电极运动时的速度在一个极其缓慢的状态下进行,否则有可能导致测量偏差过大,或者电极容易被挤压损坏等轻微或者严重影响加工质量的问题发生。
技术实现要素:
3.本发明解决的技术问题是提供一种自动对刀的三轴数控火花机,实现工件整体外表面轮廓的自动巡边对刀。
4.本发明的技术解决方案是:
5.一种自动对刀的三轴数控火花机,其中,包括床身、工作台和主轴头,所述主轴头安装于所述床身上,所述工作台安装在所述主轴头正下方的位置;所述工作台上设有用于夹持工件的工作台面,所述工作台面下方设有十字移动机构;
6.所述床身上设有控制装置,所述控制装置上安装有用于控制电极移动的控制系统;所述十字移动机构与所述控制系统信号连接;
7.所述主轴头的下端设有电极夹持装置,所述电极夹持装置上夹持有电极,所述电极为圆柱形电极,所述主轴头上设有三轴伺服进给机构,所述三轴伺服进给机构与所述电极夹持装置连接;所述三轴伺服进给机构与所述控制系统信号连接;
8.所述电极夹持装置上设有测头装置,所述测头装置包括设置于所述电极夹持装置上的旋转连接座及安装在所述旋转连接座下方的至少两个测头,所述测头为弯折型测头,于初始状态时,两个所述测头处于同一水平高度且分别设置于所述电极两侧,且两个所述测头的连线与所述电极的外侧表面的切线平行,且远离所述切线一设定的凸出距离;所述旋转连接座用于带动所述测头于水平方向上转动;所述对刀测头机构与所述控制系统信号连接;
9.所述控制系统根据所述测头的压力值变化,控制所述旋转连接座转动所述测头,恢复所述测头压力值至设定压力值,所述电极移动轨迹根据在前的测头的移动轨迹移动。
10.如上所述的自动对刀的三轴数控火花机,其中,所述电极接触所述工件外表面后,两个所述测头包括第一测头和第二测头,所述第一测头及第二测头抵顶所述工件外表面并获得第一压力值pa和第二压力值pb,初始状态下,所述第一压力值pa和第二压力值pb均等
于设定压力值po,所述第一测头、第二测头及电极分别贴紧所述工件外轮廓表面移动,保持电极电信号持续发生,以及保持第一压力值pa和第二压力值pb保持为设定压力值po;当移动至工件表面轮廓形状变化处时,所述第一测头或第二测头的压力值发生变化,所述控制系统控制所述旋转连接座启动,带动所述测头转动,使所述压力值恢复至所述设定压力值po,所述电极根据所述压力值发生变化的测头的移动轨迹继续移动,并保持电极与工件接触状态,直至完成工件外轮廓表面的完整巡边对刀,获得根据电极运动坐标平面的定位轮廓数据。
11.如上所述的自动对刀的三轴数控火花机,其中,所述旋转连接座为设置于所述电极夹持装置外周围上与所述电极同轴设置的环状旋转机构,两个所述测头与所述电极的中心轴的间隔距离相等,所述测头上端经由一电动离合器与旋转连接座连接,所述电动离合器与所述控制系统信号连接。
12.如上所述的自动对刀的三轴数控火花机,其中,所述工件外侧表面为平面时,所述第一压力值pa及第二压力值pb等于设定压力值po,所述三轴伺服进给机构驱动所述电极保持直线移动巡边对刀。
13.如上所述的自动对刀的三轴数控火花机,其中,所述工件外侧表面为曲面,且位于所述电极移动方向前侧的第一测头滑动至曲面位置时,所述第一压力值pa增加或者减少,控制系统根据所述第一压力值pa的变化,控制所述旋转连接座带动所述第一测头正转或反转,恢复所述第一压力值pa至所述设定压力值po,并记录所述第一测头随所述电极移动和随所述旋转连接座转动的组合运动轨迹,于一设定的移动距离d2后,控制所述电极按照所述组合运动轨迹的路径移动。
14.如上所述的自动对刀的三轴数控火花机,其中,所述设定的移动距离为由所述第一测头接触到曲面的起点开始,根据所述第一测头与所述电机中心轴及所述切线的切点所在平面之间的测头间隔距离do。
15.如上所述的自动对刀的三轴数控火花机,其中,所述设定的移动距离d2为所述测头间隔距离do减去二分之一的测头变形距离dt,所述测头变形距离dt为根据测头受到压力值的变化发生形变的距离变化值。
16.如上所述的自动对刀的三轴数控火花机,其中,所述设定的移动距离d2为所述测头间隔距离do减去测头变形距离dt由第一压力值pa从设定压力值po变化至最大压力值pm之间的积分所得值,所述测头变形距离dt为根据测头受到压力值的变化发生形变的距离变化值。
17.如上所述的自动对刀的三轴数控火花机,其中,所述旋转连接座下方设有第三测头,于初始状态下,所述第三测头设置于所述电极的中心轴与所述切线的切点所在平面上,且位于所述电极背离所述工件的另一侧,所述第三测头向下延伸,并弯折延伸至所述电极下方,其末端部凸出所述电极外侧表面所述凸出距离。
18.如上所述的自动对刀的三轴数控火花机,其中,所述电极贴住所述工件外表面轮廓移动巡边的过程中,所述第三测头抵顶所述工件表面所得的第三压力值pc始终保持所述设定压力值po。
19.由以上说明得知,本发明确实具有如下的优点:
20.本发明的自动对刀的三轴数控火花机,通过在电极夹持装置周围设置与圆柱状电
极同轴的旋转连接座,并在旋转连接座下方设置有与所述电极平行的且凸出所述电极外侧轮廓表面的测头,获得了在移动电极保持接触工件外侧轮廓表面移动的过程中引导所述电极准确巡边的效果,并且通过至少两个测头的压力检测控制,使得电极能够持续以一个固定的接触压力与所述工件外侧轮廓表面保持接触,并一直移动至完全巡边完毕,使得控制系统获得了工件相对于电极所在的移动坐标系内的准确的轮廓位置信息,从而能够根据轮廓位置信息对工件表面进行定点的电火花加工作业,不仅能够通过一次完整的巡边对刀实现对工件任意位置的内部进行加工的目的,而且其相较于现有的自动对刀具有更高的准确率,使得工件加工后的精确度获得极大的提高。
附图说明
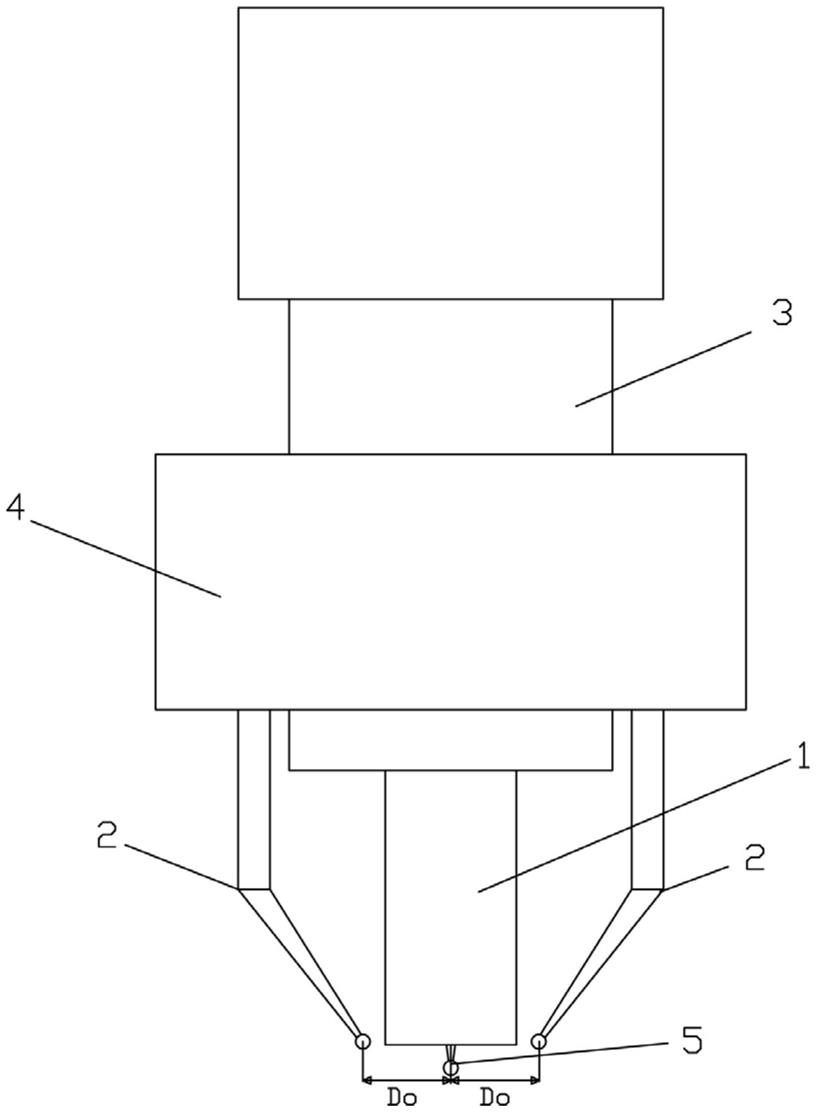
21.图1为本发明的自动对刀的三轴数控火花机的主轴头的局部结构示意图;
22.图2为本发明的自动对刀的三轴数控火花机的主轴头的另一角度的局部结构示意图。
23.主要元件标号说明:
24.本发明:
25.1:电极2:测头3:电极夹持装置
26.4:旋转连接座5:第三测头
具体实施方式
27.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
28.本发明的一种自动对刀的三轴数控火花机,其较佳的实施例中,包括床身、工作台和主轴头,所述主轴头安装于所述床身上,所述工作台安装在所述主轴头正下方的位置;所述工作台上设有用于夹持工件的工作台面,所述工作台面下方设有十字移动机构;所述床身上设有控制装置,所述控制装置上安装有用于控制电极移动的控制系统;所述十字移动机构与所述控制系统信号连接。通过十字移动机构能够在进行加工的各种操作之前对工件摆放位置进行适当的调整。
29.请参照图1所示,所述主轴头的下端设有电极夹持装置,所述电极夹持装置上夹持有电极,所述电极为圆柱形电极,本发明主要针对采用圆柱形电极对工件进行加工的电火花加工设备,所述主轴头上设有三轴伺服进给机构,所述三轴伺服进给机构与所述电极夹持装置连接;所述三轴伺服进给机构与所述控制系统信号连接;所述三轴伺服进给机构采用伺服电机驱动,较佳的,通过减速齿轮的设置,获得更为精确的控制效果,使得加工精度进一步提升。所述三轴伺服进给机构可以驱动电极进行x、y和z轴的移动操作。本发明的自动对刀的三轴数控火花机主要是专门采用圆柱状的电极的电火花机,在对工件加工时,对于外侧轮廓表面为弧形曲面的工件尤为合适;当然也适合于有外凸拐角的工件。
30.所述电极夹持装置上设有测头装置,所述测头装置包括设置于所述电极夹持装置上的旋转连接座及安装在所述旋转连接座下方的至少两个测头,所述测头为弯折型测头,也就是测头的固定杆与所述电极平行,但其末端部设有弯折部分,且延伸至指定位置;于未测量状态(所述电极和测头均未接触工件)时,两个所述测头处于同一水平高度且分别设置
于所述电极两侧,且两个所述测头的连线与所述电极的外侧表面的水平切线平行,且远离所述切线一设定的凸出距离d1;所述旋转连接座用于带动所述测头于水平方向上转动;所述测头装置与所述控制系统信号连接。两个测头在随着电极移动巡边对刀的过程中,在前的测头首先遇到变形的工件外侧轮廓表面时,由于测头抵顶工件外侧轮廓表面位置变化,其所受压力值会存在变化。
31.所述控制系统根据所述测头的压力值变化,控制所述旋转连接座转动所述测头,恢复所述测头压力值至设定压力值,所述电极移动轨迹根据在前的测头的移动轨迹移动。借此,本发明的自动对刀的三轴数控火花机通过控制所述电极根据所述测头的移动轨迹进行移动,使得本发明能够获得工件外侧轮廓表面的完整精确巡边对刀。
32.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述电极接触所述工件外侧轮廓表面后,两个所述测头包括第一测头和第二测头,所述第一测头及第二测头抵顶所述工件外表面并获得第一压力值pa和第二压力值pb,初始状态(所述电极、第一测头、第二侧头分别抵顶在工件的外侧轮廓表面上,且该表面时候平面)下,所述第一压力值pa和第二压力值pb均等于设定压力值po,所述第一测头、第二测头及电极分别接触所述工件外侧轮廓表面移动,保持电极电信号持续发生,以及保持第一压力值pa和第二压力值pb保持为设定压力值po;当移动至工件表面轮廓形状变化处时,所述第一测头或第二测头的压力值发生变化,所述控制系统控制所述旋转连接座启动,带动所述测头转动,使所述压力值恢复至所述设定压力值po,所述电极根据所述压力值发生变化的测头的移动轨迹继续移动,并保持电极与工件接触状态,直至完成工件外轮廓表面的完整巡边对刀,获得根据电极运动坐标平面的定位轮廓数据。借此,通过电极精确的巡边对刀操作,能够获得具有与所述电极同一个坐标系的工件轮廓数据,通过该工件轮廓数据可以实现后续不同需求和不同加工内容的直接加工操作,无需再进行对刀。
33.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述旋转连接座为设置于所述电极夹持装置外周围上与所述电极同轴设置的环状旋转机构,两个所述测头与所述电极的中心轴的间隔距离相等,所述测头上端经由一电动离合器与旋转连接座连接,所述电动离合器与所述控制系统信号连接。通过电动离合器的作用,两个所述测头可以设置在同一圆周上,并且在需要旋转时,才通过电动离合器挂上转动驱动齿轮上,使其被驱动而转动,在无需驱动时,所述测头被设置于锁定状态。
34.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述工件外侧轮廓表面为平面时,所述第一压力值pa及第二压力值pb等于设定压力值po,所述三轴伺服进给机构驱动所述电极保持直线移动巡边对刀。
35.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述工件外侧轮廓表面为曲面,且位于所述电极移动方向前侧的第一测头滑动至曲面位置时,根据所述曲面为凸面或凹面,所述第一压力值pa增加或者减少,控制系统根据所述第一压力值pa的变化,控制所述旋转连接座带动所述第一测头正转或反转,恢复所述第一压力值pa至所述设定压力值po,并记录所述第一测头随所述电极移动和随所述旋转连接座转动的组合运动轨迹,于一设定的移动距离d2后,控制所述电极按照所述组合运动轨迹的路径移动。由于所述第一测头与所述电极之间存在一个间隔距离,所以,需要待所述第一测头遇到曲面起点后的一设定的移动距离后,再控制电极以所述第一测头的移动轨迹移动,才能保证电
极与所述工件的外侧轮廓表面的接触压力保持不变。
36.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述设定的移动距离d2为由所述第一测头接触到曲面的起点开始,根据所述第一测头与所述电机中心轴及所述切线的切点所在平面之间的测头间隔距离do确定。如图2所示,所述测头间隔距离do就是所述第一测头在前述切线上与切点之间的距离,也就是当所述第一测头经过所述曲面的起点,并经过所述测头间隔距离do后,所述电极的外侧表面的最外侧点才会到达该曲面的起点处,也就在此时,所述电极开始以所述第一测头所移动过的轨迹进行移动,保证电极始终与所述工件外侧轮廓表面保持相同的接触压力。
37.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述设定的移动距离d2为所述测头间隔距离do减去二分之一的测头变形距离dt,也就是d2=do
‑
dt;所述测头变形距离dt为根据测头受到压力值的变化发生形变的距离变化值。根据压力从do开始逐渐增大至最大压力值pm,因此,可以通过简单的以最大压力值pm所对应的测头变形距离dt来确定设定的移动距离d2实际的数值。
38.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述设定的移动距离d2为所述测头间隔距离do减去测头变形距离dt,而测头变形距离dt则是由第一压力值pa从设定压力值po变化至最大压力值pm之间的积分所得值,也就是d2=do
‑
dt;所述测头变形距离dt为根据测头受到压力值的变化发生形变的距离变化值。
39.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,如图1所示,所述旋转连接座下方设有第三测头,于初始状态下,所述第三测头设置于所述电极的中心轴与所述切线的切点所在平面上,且位于所述电极背离所述工件的另一侧,所述第三测头向下延伸,并弯折延伸至所述电极下方,其末端部凸出所述电极外侧表面所述凸出距离。设置了第三测头,也就相当于设置了一个与电极相同状态的测头,能够准确地获得电极实时的与所述工件外侧轮廓表面之间的压力值,以此来监测电极与工件之间的接触状态是否稳定,从而更进一步地保证了电极巡边对刀过程中的准确率和高精度。
40.如上所述的本发明的自动对刀的三轴数控火花机,其较佳的实施例中,所述电极接触所述工件外表面轮廓移动巡边的过程中,所述第三测头抵顶所述工件表面所得的第三压力值pc始终保持所述设定压力值po。通过设置了第三测头,从量化数值的方式实现了电极稳定接触工件表面的保证,在始终保持设定压力值po的状态,可以获得连续准确的电极巡边对刀效果,也能准确地获得完整的工件外侧轮廓在电极移动坐标系中的定位数据,借此更好地使的后续的电火花加工,可以进行多次不同位置,且无需再次对刀的效果。
41.更进一步地,本发明的所述旋转连接座为可以拆卸结构,当完成自动巡边对刀后,可以拆下,再进行电火花加工作业。
42.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1