一种舵叶焊接定位工装及其使用方法与流程
1.船舶制造业舵叶制造领域,具体涉及一种舵叶焊接定位工装及其使用方法。
背景技术:
2.在舵叶制造时,需对舵叶中相对两个面的轴承进行同心定位。现有工艺流程可先组装舵叶,再对两个轴承进行同心打孔,此种方法具有局限性,只能通过车床对轴承内孔为圆孔的进行加工,保证两个轴承内孔的同心度。而针对其中有方孔的情况下,需要借助镗床进行方孔加工。但是舵叶的内部的空间狭小,没有足够的空间供给加工用的刀排来加工舵叶轴承的方孔。
3.因此,需要先加工好轴承的内孔,然后再对其进行组装成舵叶。在组装过程中需要保证两个轴承内孔的同心度。在没有辅助的定位工具的情况下,单独的分别安装舵叶上、第二轴承很难保证二者是同心的。
技术实现要素:
4.基于上述问题,本发明提供了一种舵叶焊接定位工装,用于定位舵叶相对面上的第一轴承和第二轴承,使得第一轴承内孔和第二轴承内孔同心设置,该定位工装为一柱体,其具有与第一轴承内孔相匹配的第一端;及具有与第二轴承内孔相匹配的第二端,其中第一端与第二端为同心设置;第一端与第二端通过连接部连接。
5.所述第一端为设置在柱体上的圆形柱体凸缘,其横截面为圆形,所述第一端的外径大于连接部的外径。
6.优选地,所述第二端为方形柱体凸缘,其横截面为正方形,其对角线长度小于所述连接部的外径;
7.所述第二端与所述连接部的连接处设置有环形突起结构;
8.所述环形突起结构的外径介于第一端的外径与连接部的外径之间。
9.优选地,所述第二端的角落处均设置了倒角。
10.优选地,所述第一轴承的内孔为圆孔,所述第二轴承的内孔为方孔,所述第一端插入第一轴承的内孔,以及所述第二端插入第二轴承的内孔,定位第一轴承和第二轴承的同时,使得第一轴承内孔和第二轴承内孔同心设置。基于上述定位工装,本发明还提供了一种舵叶焊接定位工装使用方法,包含以下步骤:
11.s1:将定位工装的第一端插入第一轴承内,第二端插入第二轴承内;
12.s2:用钢板包裹安装有定位工装的上、第二轴承,并将钢板焊接在上、第二轴承上制成舵叶的外轮廓,并在外轮廓上预留一个通孔用于拆除定位工装;
13.s3:通过所述通孔拆除定位工装,并填补该通孔。
14.优选地,所述s2步骤中还包括对舵叶外轮廓内部的结构进行安装。
15.优选地,所述s1步骤还包含:对第一轴承加工圆形内孔以及对第二轴承加工方形内孔。
16.优选地,所述通孔靠近第二轴承一侧,且位于第一轴承与第二轴承的中心轴的延伸方向上。
17.优选地,所述通孔内可放入顶升装置,通过顶升装置对定位工装的第二端施加力,以使定位工装沿着轴向并朝着第一端方向被顶出。
18.综上所述,本发明提供的舵叶焊接定位工装及其使用方法具有以下有益效果:改变了舵叶轴承安装顺序,并确保安装后舵叶第一、第二轴承同心。
附图说明
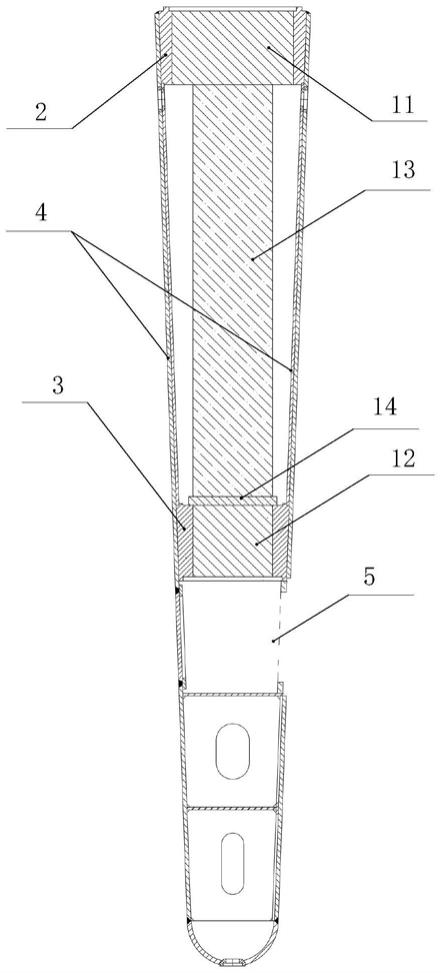
19.图1为本发明定位工装安装在第一、第二轴承的剖视图;
20.图2为本发明定位工装侧视图;
21.图3为本发明定位工装第二端横截面图。
具体实施方式
22.以下结合附图和具体实施方式对本发明提出的一种舵叶焊接定位工装及其使用方法作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
23.如图1
‑
3所示,为本发明提供的舵叶焊接定位工装,其用于定位舵叶相对面上的第一轴承2和第二轴承3,该定位工装1为一柱体,且具有与第一轴承2内孔相匹配的第一端11,及具有与第二轴承3内孔相匹配的第二端12,所述第一端11与第二端12为同心设置;第一端11与第二端12通过连接部13连接。本优选例中,所述定位工装1的第一端11为一圆形柱体凸缘,其横截面为圆形,所述第二端12为一方形柱体凸缘,其横截面为正方形,根据需定位的第一轴承2、第二轴承3的尺寸对该定位工装1进行加工,并且保证第一端11与第二端12同心设置(即第一端11的圆心与第二端12的对角线交点同心设置)。
24.以第一轴承2内孔为圆孔,第二轴承3的内孔为方孔为例。首先,用车床加工舵叶的第一轴承2内孔尺寸为其中,文中的加工尺寸单位为毫米,上下标各代表加工公差的上下限值,用镗床加工舵叶的第二轴承3方孔尺寸为根据加工后的第一、第二轴承尺寸,设计并加工定位工装1。具体地,用车床对其第一端11进行外圆加工,形成外径为形成外径为的圆形柱体凸缘,以及用镗床对其第二端12进行加工,形成横截面为的圆形柱体凸缘,以及用镗床对其第二端12进行加工,形成横截面为尺寸的方形柱体凸缘,并对各个角落均进行倒角处理(如图3所示)。该定位工装1的第一端11与第二端12分别与舵叶第一、第二轴承适配,在加工过程中保证定位工装1的第一端11与第二端12同心,从而在定位工装1的两端安装第一、第二轴承后,即可保证该第一、第二轴承的内孔同心。
25.进一步地,第一端11的外径大于连接部13的外径,连接部13的外径大于第二端12横截面的对角线。
26.进一步地,第二端12与所述连接部13的连接处设置有环形突起结构14;所述环形突起结构14的外径介于第一端11的外径与连接部13的外径之间,该环形突起结构14可阻止第二轴承3滑向第一端11,从而便于固定第二轴承3的位置。
27.本例中,该定位工装1同样适用于两个轴承的内孔为圆孔、锥孔、方孔等,即定位工装1的两端可根据轴承的内孔形状设置成相配的形状予以适配调整。
28.根据上述的工装,本发明还涉及一种舵叶焊接定位工装的使用方法,包含以下步骤:
29.s0:加工第一、第二轴承内孔,以及根据第一、第二轴承内孔的形状和尺寸,加工与之适配的定位工装1的第一端11和第二端12;
30.s1:将定位工装1的第一端11插入第一轴承2内孔中,以及将定位工装的第二端12插入第二轴承3内孔中;
31.s2:用钢板包裹安装有定位工装1的第一、第二轴承,并将钢板焊接在第一、第二轴承上制成舵叶的外轮廓4,并在外轮廓4上预留一个通孔5用于拆除定位工装,该通孔5靠近第二轴承3一侧,且位于第一轴承2与第二轴承3的中心轴的延伸方向上;需要说明的是,焊接完外轮廓4后,第一、第二轴承的位置同样被固定;
32.s21:在对外轮廓4焊接前,还需对舵叶内部的构造、部件进行加工安装;
33.s3:通过所述通孔5拆除定位工装,并填补该通孔5。
34.如图1所示,舵叶的外轮廓4上开设的通孔5处可放入一个液压顶升装置,通过该液压顶升装置对定位工装1的第二端12施加力,以使定位工装1沿着轴向并朝着第一端11方向被顶出。
35.本发明要解决的问题是,当舵叶第一、第二轴承焊接于舵叶上后,无法对第二轴承内孔进行方孔加工,且要保证第一、第二轴承的内孔同心,因此需要先加工第一、第二轴承的内孔,然后安装第一、第二轴承。在安装过程中可采用本定位工装解决第一、第二轴承同心度问题。本发明特别适用于舵叶上的轴承内孔为方孔的情形。
36.综上所述,本发明提供的舵叶焊接定位工装及其使用方法改变了舵叶的制备顺序,并确保安装后舵叶第一、第二轴承同心,提供了一种新的舵叶制备方法。
37.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1