线切割机快速寻边方法与流程
1.本发明线切割机快速寻边方法,系一种可应用于线切割放电加工机,尤其能以通电的线电极快速靠近工件边缘,透过检知线电极的电压或脉冲变化,得以寻边确认工件要进行加工的工作坐标基准点的方法。
背景技术:
2.线切割放电加工机器在加工前常需要执行寻边的程序,以便找到被加工产品的坐标基准原点,一般线切割放电加工机在做寻边定位程序时,通常以慢速的进给率移动上、下机头同步靠近工件,上、下机头夹持的线电极,则维持加工状态线张力、送线速度,由作为加工刀具的线电极(通常为铜丝)与被加工的工件表面碰触,以便通过观察电火花的大小和均匀度来判断,是否正确寻找到了工件的边沿,以及工件在工作台板上的垂直度情况,例如中国台湾发明专利号i226271线切割放电加工机寻边校垂直方法,揭示一种不需要寻边器或垂直校正器,即可进行寻边校垂直的方法,藉由一个已知高度的侦测参考点,选定线切割放电加工机的上机头至少于三个不同高度的四个不同位置,做四次靠边动作,让切割线与侦测参考点做接触;取得四次靠边动作间的接触位移量的数据数据;利用数学三角形相似关系,建立联立方程式;可以算出上、下机头的高度位置,以及与垂直点的误差量,完成校垂直作业。该发明的寻边校垂直方法,线电极的反复移动行为需要耗费许多时间,而且放电火花烧蚀工件造成损坏,及工件碰触线电极(铜丝)时刮落铜粉,造成铜黏贴污染的缺失。
3.又如,日本专利特许出愿公开号平3-121721线放电加工方法,说明书中所揭示,该发明其目的在于,计算相对的两边平行的被加工物的中心坐标,使可自动运动工作台移动,使加工用电极或相当于触摸传感器的接触检测设备进入该中心坐标,藉以通过上述的中心坐标开始加工,从被加工物的中心确定尺寸的加工,其目的为获得一种线放电加工方法,该方法能够执行与工件四个侧面的确定距离的加工。以往的电火花线切割加工装置,仅从初始孔的中心开始加工,而不能进行从被加工物的中心尺寸确定的加工、即与工件四个侧面的距离确定的加工问题。该发明的线放电加工方法,使加工用电极或相当于触摸传感器的接触检测设备进入该中心坐标,慢速反复移动行为需要耗费许多时间。
4.另有,如中国大陆实用新型专利授权公告号cn 210099153u线切割防电火花纹寻边器,揭示习知的寻边操作方式,以带电的钼丝或铜丝,在x轴上选定一边碰一下坐标为零,再选另一边用钼丝或铜丝碰一下得出数值,取其一半为x轴中点,然后按同样方法找出y轴中点,这样工件在xy平面的加工中心就得到了确定,即分中原理,从而得到数控机器加工工作的坐标原点;然而在这个过程中难以避免放电火花对产品表面烧蚀损坏,严重影响产品的外观质量,因此该发明开发出一种便于更换、且能代替工件承受电火花烧蚀的防电火花纹的寻边器,包括至少一个由导磁且导电的材料制作而成的寻边装置。该发明线切割防电火花纹寻边器,就需要额外增加至少一个由导磁且导电的材料制作而成的寻边装置,也没有揭露相关快速寻边的流程操作。
5.此外,如沙迪克(sodick)株式会社出版的线切割放电加工机标准版ver.1.5操作
说明中,执行幅中心(在测量工件宽度的中心以及工件的宽度)、孔中心(确定孔的中心位置)、沟中心等功能操作说明,要靠操作者移到接近中心位置,操作者手动输入估计的快进量、接触感知返回量等数值,并提醒操作者注意:为了防止工件与导丝接触,「快进量」、「接触感知返回量」应输入较小的值,需要操作者人工估计快进量,并回避工件与线电极相互接触的状况,在寻边的动作行为时,线电极与工件的相互运动都极为缓慢。
6.综合上述,习知技术没有揭露有关于以线电极快速寻边,无法快速并自动侦测寻边,使不同形状的工件中心坐标得以确认,在寻边的动作行为都花费许多时间,以及习知技术使用以通电的线电极去碰触工件的寻边或校垂直的过程中,无法避免因放电火花烧蚀工件表面造成损坏,及工件碰触线电极(铜丝)时刮落金属粉(铜粉),造成铜黏贴污染工件的缺失。
技术实现要素:
7.为了克服上述缺陷,本发明提供一种线切割机快速寻边方法,该线切割机快速寻边方法能使线电极对工件快速寻边定位,且寻边定位过程中线电极不会被刮落金属粉而污染工件表面,也不会对工件表面造成烧蚀损坏。
8.本发明为了解决其技术问题所采用的技术方案是:一种线切割机快速寻边方法,透过检知线电极与工件两端的电压变化,进行寻边功能,该方法包括至少以下步骤:
9.启动寻边功能后,在线电极与工件之间施予一检测电压;
10.高速步骤:以较低的线张力让该线电极与该工件做快速的相对运动接近,直至该检测电压降低才停止相对运动,再使该线电极与该工件反向脱离运动,直至该检测电压恢复才停止相对运动;
11.慢速步骤:以较高的线张力让该线电极与该工件做低速的相对运动接近,直至该检测电压降低才停止相对运动,再使该线电极与该工件反向脱离运动,直至该检测电压恢复才停止相对运动;该慢速步骤停止位置即为靠边的位置。
12.本发明的进一步技术方案是:该寻边功能系为进行寻圆弧型中心,系以在圆内至少三点寻圆中心,该寻圆弧型中心步骤,使该线电极与该工件分别在圆上至少三点,至少三次连续重复该高速步骤与该慢速步骤,即为在该圆上得到至少三点靠边位置,可以产生高精度寻边定位圆心坐标、圆半径。
13.本发明的进一步技术方案是:其中使该线电极与该工件分别在圆外至少三点进行该寻圆弧型中心。
14.本发明的进一步技术方案是:其中该寻边功能,是为由内部寻槽宽度;
15.该线电极与该工件快速相对运动至碰触,系为固定y轴的x-、x+方向,分别执行上述的高速步骤,产生x-、x+初步靠边位置;
16.使该线电极分别快速定位至该x-、x+初步靠边位置,分别执行上述的慢速步骤,分别在该x-、x+方向接触点,产生靠边位置与宽度距离。
17.本发明的进一步技术方案是:其中该线电极、该工件快速相对运动至碰触,系为固定x轴的y-、y+方向,分别执行上述的高速步骤,产生y-、y+初步靠边位置;
18.使该线电极分别快速定位至该y-、y+初步靠边位置,分别执行上述的慢速步骤,分别在该y-、y+方向接触点,产生靠边位置与宽度距离。
19.本发明的进一步技术方案是:该寻边功能,是为由外部寻板幅宽度。
20.本发明的进一步技术方案是:该寻边功能系在多点处进行寻边时,先在多点处重复该高速步骤后,得到多点处初步靠边位置;
21.再陆续快速移到各该初步靠边位置重复该慢速步骤,获得每一点的靠边位置。
22.本发明的进一步技术方案是:机台的坐标系统可以相对原坐标系统旋转一个角度,以进行该线电极与该工件的寻边功能。
23.本发明的进一步技术方案是:该检测电压可以为交流电压或直流电压或脉冲电压。
24.本发明的进一步技术方案是:可重复执行多次上述的慢速步骤,并依次递减该线电极与工件的相对运动速度,以提升寻边精度。
25.本发明的有益效果是:由于本发明透过检知线电极与工件两端的电压变化,进行寻边功能,启动寻边功能后,在线电极与工件之间施予一检测电压;高速步骤:以较低的线张力让该线电极与该工件做快速的相对运动接近,直至该检测电压降低才停止相对运动,再使该线电极与该工件反向脱离运动,直至该检测电压恢复才停止相对运动;慢速步骤:以较高的线张力让该线电极与该工件做低速的相对运动接近,直至该检测电压降低才停止相对运动,再使该线电极与该工件反向脱离运动,直至该检测电压恢复才停止相对运动;该慢速步骤停止位置即为靠边的位置。本发明更可应用于快速寻圆型中心、槽宽度或板幅宽度的寻边操作,可大幅度缩短寻边时间,对工件进行有效的高精度寻边定位;故本发明线电极能对工件进行快速寻边定位,且寻边定位过程中线电极不会被刮落金属粉而污染工件表面,也不会对工件表面造成烧蚀损坏。
附图说明
26.图1快速寻边运动立体示意图(a)、平面示意图(b);
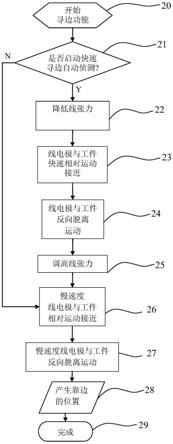
27.图2本发明方法中快速寻边定位流程图;
28.图3本发明方法中快速n点寻圆弧型中心流程图(a)、寻圆弧型中心坐标示意图(b);
29.图4本发明方法中快速寻槽宽流程图(a)、寻槽宽坐标示意图(b);
30.图5本发明方法中寻槽宽坐标旋转示意图。
31.图1至图5中:
32.1 工件
33.2a 下机头
34.2b 上机头
35.3 线电极
36.4 快速寻边碰触点
37.5 快速寻边脱离点
38.6 慢速寻边碰触点
39.7 慢速寻边脱离点
40.20 开始寻边功能
41.21 是否启动快速寻边自动侦测?
42.22 降低线张力
43.23 线电极与工件快速相对运动接近
44.24 线电极与工件反向脱离运动
45.25 调高线张力
46.26 慢速度线电极与工件相对运动接近
47.27 慢速度线电极与工件反向脱离运动
48.28 产生靠边的位置
49.29 完成
50.50 开始寻圆弧型中心
51.51 是否启动快速寻边自动侦测?
52.52 降低线张力
53.53 由圆弧型内pn点,线电极与工件快速相对运动接近
54.54 线电极与工件反向脱离运动
55.55 调高线张力
56.56 慢速度线电极与工件相对运动接近
57.57 慢速度线电极与工件反向脱离运动
58.58 高精度n个p点靠边位置,产生圆心坐标、圆半径
59.59 完成寻圆弧型中心
60.561 慢速度由圆弧型内pn点,线电极与工件相对运动接近
61.571 慢速度线电极与工件反向脱离运动
62.581 高精度n个p点靠边位置,产生圆心坐标、圆半径
63.591 完成寻圆弧型中心
64.60 开始寻槽宽
65.61 是否启动快速寻边自动侦测?
66.62 降低线张力
67.63 在x-方向以快速运动方式,线电极与工件相对运动接近
68.64 线电极与工件反向脱离
69.65 产生x-初步靠边位置
70.631 在x+方向以快速运动方式,线电极与工件相对运动接近
71.641 线电极与工件反向脱离
72.651 产生x+初步靠边位置
73.66 调高线张力
74.67 x-与x+方向,慢速度线电极与工件相对运动接近,反向脱离
75.68 产生在x-与x+方向靠边位置、槽宽距离
76.69 完成
具体实施方式:
77.如图1快速寻边运动立体示意图(a)、平面示意图(b),工件1放至于xy水平的工作台面上,工件1的侧面应垂直于工作台面,线电极3被夹持于下机头2a与上机头2b之间,也是
应垂直于工作台面,下机头2a与上机头2b同步移动向工件1的侧边靠近,直至线电极3碰触工件1侧面,找到线电极3与工件1恰为碰触的位置坐标,即为进行寻边的操作流程。进行寻边功能时,在线电极3与工件1之间施予一检测电压v,以较低的线张力让该线电极3与工件1做快速的相对运动接近,直至该检测电压v降低,才停止相对运动,因线电极3为可挠性,在与工件1快速相对运动时,发生的快速寻边碰触点4会超越工件的侧边;再使该线电极3与该工件1反向脱离运动,直至该检测电压v恢复,才停止相对运动,产生快速寻边脱离点5,亦为初步靠边的位置。以较高的线张力让该线电极3与工件1做低速的相对运动接近,直至该检测电压v降低,才停止相对运动,产生慢速寻边碰触点6;再使该线电极3与该工件1反向脱离运动,直至该检测电压v恢复才停止相对运动,产生慢速寻边脱离点7,即为靠边的位置。一般习知技术中为避免线电极3碰触工件1时,线电极3可能发生断线、刮落电极线金属粉,及能精确找到线电极3与工件1恰为碰触的位置坐标,在寻边的动作行为时,线电极3的移动都极为缓慢。
78.如图2本发明方法中快速寻边定位流程图,由开始寻边功能20进入判断步骤21是否启动快速寻边自动侦测?若为否时,则直接到步骤26慢速度线电极与工件相对运动接近,并接着依序执行步骤27直到步骤29完成;若为是时,则进行步骤22降低线电极3的线张力;进行步骤23使线电极3与工件1快速相对运动接近,线电极3与工件1碰触时两者之间的检测电压v降低;进行步骤24使线电极3与工件1反向脱离运动,直至线电极3与工件1间的检测电压v恢复,才停止相对运动,此时产生初步靠边的位置;进行步骤25调高线张力,亦即为调高线电极3在下机头2a与上机头2b之间的线张力;进行步骤26使线电极3与工件1以慢速度进行相对运动接近,线电极3与工件1碰触时两者之间的检测电压v降低;进行步骤27慢速度线电极与工件反向脱离运动,直至线电极3与工件1间的检测电压v恢复,才停止相对运动,此时产生靠边的位置28;则此寻边操作流程完成29。在不同的实施例中也可重复执行多次上述的步骤26使线电极3与工件1以慢速度进行相对运动接近,及步骤27慢速度线电极与工件反向脱离运动,并依次递减步骤26及步骤27该线电极3与工件1的相对运动速度,最后得到靠边的位置28,以提升寻边精度。
79.如图3本发明方法中快速n点寻圆弧型中心流程图(a)、寻圆弧型中心坐标示意图(b)所示,为圆弧形状的内孔,由开始寻圆弧型中心50开始,进入判断步骤51是否启动快速寻边自动侦测?若为否时,则至步骤561以慢速度由圆弧型内pn点,n≧3,线电极3与工件1相对运动接近,及步骤571慢速度线电极3与工件1反向脱离运动,重复至少共三次流程步骤561至流程步骤571,得到步骤581高精度n≧3个p点靠边位置,及可以产生圆心坐标、圆半径;到步骤591完成寻圆弧型中心;若为是时,则进行步骤52降低线电极3的线张力;进行步骤53使线电极3由圆弧型内p1点与工件1快速相对运动接近;进行步骤54使线电极3与工件1反向脱离运动,快速相对脱离运动可得到初步靠边位置坐标;进行步骤55调高线张力,亦即为调高线电极3在下机头2a与上机头2b之间的线张力;进行步骤56慢速度线电极3与工件1相对运动接近,线电极3与工件1碰触时两者之间的检测电压v降低;进行步骤57慢速度线电极3与工件1反向脱离运动,直至线电极3与工件1间的检测电压v恢复,才停止相对运动,此时产生靠边的位置,如图3(b)中p11点。操流程回到进行步骤53,使线电极3由圆弧型内p1点至pn点,重复至少共三次流程步骤53至流程步骤57,可以产生至少三个靠边的位置的记录,如图3(b)中p11,p21,p31点;进行到步骤58高精度n≧3个p点靠边位置,及可以产生圆心坐
标、圆半径;到步骤59完成寻圆弧型中心。(在圆弧形状的工件时,以上的流程步骤53,亦可使线电极3由圆弧型外至少三个点p'1点至p'n点,如图3(b)中p'1,p'2,p'3点与工件1快速相对运动接近或脱离,得到靠边位置,如图3(b)中p11,p21,p31点。)
80.如图4本发明方法中快速寻槽宽流程图(a)、寻槽宽坐标示意图(b),在槽孔内开始寻槽宽60进入判断步骤61是否启动快速寻边自动侦测?若为否时,则至步骤67x-与x+方向,慢速度线电极3与工件1相对运动接近,反向脱离;若为是时,则进行步骤62降低线电极3的线张力;进行步骤63使线电极3在y轴固定,x-方向以快速运动方式与工件1快速相对运动接近,因为快速相对运动亦会使线电极3与工件1移动到碰触,两者之间的检测电压v降低;进行步骤64使线电极3与工件1互相反向脱离;在步骤65直至线电极3与工件1间的检测电压v恢复,才停止相对脱离运动,产生x-初步靠边位置;步骤62后,或/也先可进行步骤631使线电极3在x+方向以快速运动方式与工件1快速相对运动至碰触,因为快速相对运动亦会使线电极3与工件1移动到碰触,两者之间的检测电压v降低;进行步骤641使线电极3与工件1互相反向脱离;进行步骤651直至线电极3与工件1间的检测电压v恢复,才停止相对脱离运动,产生x+初步靠边位置;进行步骤66调高线张力,亦即为调高线电极3在下机头2a与上机头2b之间的线张力;使该线电极3分别快速定位至该x-、x+初步靠边位置,进行步骤67使线电极3与工件1分别在x-与x+方向,进行慢速度线电极3与工件1相对运动接近,反向脱离;步骤68可以得到产生在x-与x+方向靠边位置、槽宽距离,亦为如图4(b)中产生高精度寻边在x-、x+方向靠边位置、槽宽距离;则可完成寻槽宽流程69。(以上的流程步骤也可以由x轴固定,由y-、y+方向进行两边的寻边操作,产生高精度寻边在y-、y+方向的靠边位置、槽宽距离。)在寻工件的板幅宽度时,可以由如图4(b)中由板幅外的x'-与x'+方向,进行上述快速寻边方法步骤。
81.对于寻接触边面非与x、y坐标垂直,或寻边接触面位置不良,存在凹凸等状况,控制器可对x、y移动寻边轴向作角度旋转,如图5本发明方法中寻槽宽坐标旋转示意图中,当沟槽的位置为倾斜,并非与机台坐标x轴或y轴互相垂直时,沟槽的x'y'坐标系统相对于机台xy坐标系统是旋转一个θ角度,可由线切割放电加工机控制器功能设定,使机台xy坐标系统旋转一个θ角度,与沟槽的x'y'坐标系统重合,即可同样执行如图4方法的快速寻槽宽流程。同理可以由y轴固定,由x-、x+方向进行两边的寻边操作,产生高精度寻边在x-、x+方向靠边位置、距离;也可以由x轴固定,由y-、y+方向进行两边的寻边操作,产生高精度寻边在y-、y+方向靠边位置、距离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1