1.本发明涉及刀具技术领域,特别是涉及一种用于小零件加工的可转位车削刀片。
背景技术:2.刀具是机械制造中用于切削加工的工具,又称切削工具。刀具的种类繁多,有用于加工各种外表面的刀具,用于孔加工的刀具,用于螺纹加工的刀具,用于齿轮加工的刀具,用于切断的刀具等等。小尺寸零件简称为小零件,其主要应用在高精密行业,如3c、汽车、医疗等行业,对零件的尺寸精度和表面质量要求异常高,同时其主要在走心机上自动化加工,故加工时需要切削阻力小、断屑好、排屑顺畅、切削轻快,相比于普通零件车削加工难度更大,对刀片性能提出了更高要求。
3.现阶段小零件车削加工刀片主要采用简单的二维槽型设计和精密三维断屑槽型设计。二维槽型设计为在前刀面开槽,以实现切削时排屑顺畅,切削轻快,高表面质量,但无法满足断屑要求,加工时容易发生缠屑问题,从而影响刀具寿命和加工表面质量,同时在自动化加工时,会产生加工异常和零件报废的风险,另外这种二维开槽槽型,其一个规格只能用于一个方向加工,不能实现双向加工使用,通用性不是很强。而精密三维断屑槽设计,主要保证了微小切深和进给断屑要求,同时切削刃对称分布,可以满足双向加工要求,但在小切深和小进给工况下,断屑、排屑均难以实现较好效果,同时其设计的刃型不够锋利和难以实现良好的断屑,会使切削时阻力偏大,从而影响加工尺寸精度和加工表面质量。
技术实现要素:4.本发明的目的在于克服现有技术之不足,提供一种用于小零件加工的可转位车削刀片,通过结构改进,能够实现小直径部件的小切深、小进给工况下的稳定低阻力加工和高表面质量加工。
5.本发明解决其技术问题所采用的技术方案是:一种用于小零件加工的可转位车削刀片,包括刀片本体;所述刀片本体的轮廓投影为多边形形状;所述刀片本体具有上表面、下表面和连接在上、下表面之间的侧面;所述刀片本体的中部设有贯穿上、下表面的螺钉锁接孔;在刀片本体的上、下面的各个角部中,设有结构相同的切削部;所述切削部包括由上、下表面与侧面相交形成的切削刃以及由切削刃沿上、下表面向中部方向延伸的切削表面;所述切削刃包括对应于角尖位置处的刀尖圆弧刃和与刀尖圆弧刃的两边相接的侧刃,且两边的侧刃是沿着对应的角部的角平分线呈对称分布;所述两边的侧刃以一个预置的倾角向相对的上表面或下表面延伸,且侧刃与所述刀片本体的厚度的中间参考面的距离随着与刀尖圆弧刃的距离的增加而减小。
6.所述两边的侧刃的预置的倾角为β,且5
°
≤β≤7
°
。
7.所述切削表面包括前刀面、凸起结构和槽底面;其中,凸起结构分布于槽底面的上面,且凸起结构的顶面平行于槽底面,而槽底面则与侧刃平行。
8.所述前刀面连接在所述切削刃与所述槽底面之间,且所述前刀面沿着垂直于切削
刃且以角度α向中间延伸,其中,10
°
≤α≤15
°
。
9.所述凸起结构包括第一凸起;所述第一凸起呈倒v形状,且第一凸起处在所对应的角部的角平分线上,第一凸起的一端靠近所述刀尖圆弧刃,另一端沿着所对应的角部的角平分线向中部方向延伸。
10.所述第一凸起沿着对应的角部的角平分线呈对称分布。
11.所述凸起结构还包括第二凸起;所述第二凸起呈大半球状,且第二凸起处在所对应的角部的角平分线上;所述第二凸起的外侧端与所述第一凸起的另一端相连接。
12.所述第二凸起沿着对应的角部的角平分线呈对称分布。
13.所述凸起结构还包括第三凸起,且第三凸起为两个;两个第三凸起呈小半球状,并对称分布在所对应的角部的角平分线的两边;两个第三凸起分别在所述第二凸起的内侧端的两边与所述第二凸起相连接。
14.所述第二凸起的顶面与所述刀片本体的厚度的中间参考面的距离大于所述第一凸起的顶面与所述刀片本体的厚度的中间参考面的距离。
15.与现有技术相比较,本发明的有益效果是:
16.本发明由于采用了在刀片本体的上、下面的各个角部中,设有结构相同的切削部;所述切削部包括由上、下表面与侧面相交形成的切削刃以及由切削刃沿上、下表面向中部方向延伸的切削表面;所述切削刃包括对应于角尖位置处的刀尖圆弧刃和与刀尖圆弧刃的两边相接的侧刃,且两边的侧刃是沿着对应的角部的角平分线呈对称分布;所述两边的侧刃以一个预置的倾角向相对的上表面或下表面延伸,且侧刃与所述刀片本体的厚度的中间参考面的距离随着与刀尖圆弧刃的距离的增加而减小。本发明的这种结构,能够实现小直径部件的小切深、小进给工况下的稳定低阻力加工和高表面质量加工。
17.以下结合附图及实施例对本发明作进一步详细说明;但本发明的一种用于小零件加工的可转位车削刀片不局限于实施例。
附图说明
18.图1是本发明的实施例的立体构造示意图;
19.图2是本发明的实施例的俯视图;
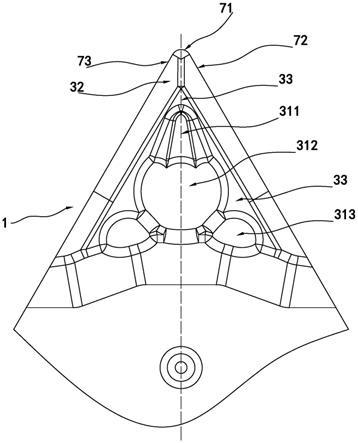
20.图3是图2中的a部放大示意图;
21.图4是图2中的b向示意图;
22.图5是沿图2中的c-c线的剖视图;
23.图6是图5中的d部放大示意图(转动90度)。
24.图中:1、刀片本体;2、螺钉锁接孔;3、切削表面;31、凸起结构;311、第一凸起;312、第二凸起;313、第三凸起;32、前刀面;33、槽底面;4、上表面;5、后刀面;6、下表面;7、切削刃;71、刀尖圆弧刃;72、侧刃;73、侧刃;8、切削部。
具体实施方式
25.实施例
26.参见图1至图6所示,本发明的一种用于小零件加工的可转位车削刀片,包括刀片本体1;所述刀片本体1的轮廓投影为多边形形状;本实施例的刀片本体1的轮廓投影为正三
角形形状;所述刀片本体1具有上表面4、下表面6和连接在上、下表面之间的侧面5;所述刀片本体1的中部设有贯穿上、下表面的螺钉锁接孔2;上表面4和下表面6为平行对称面,在上表面4、下表面6的靠近螺钉锁接孔2的位置设为刀片支撑面;在刀片本体的上、下面的六个角部中,设有结构相同的切削部8;所述切削部8包括由上、下表面与侧面相交形成的切削刃7以及由切削刃7沿上、下表面向中部方向延伸的切削表面3,其中,侧面5为后刀面,从而使切削刃7为锋利刃;所述切削刃7包括对应于角尖位置处的刀尖圆弧刃71和与刀尖圆弧刃的两边相接的侧刃72、73,且两边的侧刃72、73是沿着对应的角部的角平分线呈对称分布;所述两边的侧刃72、73以一个预置的倾角向相对的上表面或下表面延伸,且侧刃72、73与所述刀片本体1的厚度的中间参考面的距离随着与刀尖圆弧刃71的距离的增加而减小。在本实施方式中,上表面4与后刀面5形成90
°
的夹角,保证刀片足够的强度。但本发明也可实施于上表面与后刀面形成夹角为锐角的产品中,避免切削时后刀面干涉到工件;所述上表面4、下表面6与后刀面5为直接相连,形成一个整体,提高了刀片的整体刚性和强度,减小恶劣工况断裂风险。
27.参见图2至图4所示,所述切削刃7由三段组成:切削表面3左右边界两个线段的侧刃72、73以及连接这两个线段的刀尖圆弧刃71,其中侧刃72、73是沿着刀尖圆弧刃71中心线对称分布,特征一样;侧刃72、73以倾角β向相对表面延伸,其相对于刀片本体1的厚度的中间参考面的高度随着与刀尖圆弧刃71的距离的增加而减小,其中,5
°
≤β≤7
°
,在切削加工时,刀尖圆弧刃71处于高点,侧刃72、73处于低点,使切削时更加轻快,同时本实施方式中,侧刃72、73的长度要大于3.5mm,从而能够保证具有足够的切削深度,提高加工通用性。
28.参见图2所示,所述切削表面3由三部分组成:前刀面32、凸起结构31和槽底面33,其中前刀面33是切削表面3与切削刃7相连接的面,且该面与平行于上、下表面的水平面形成夹角α,即前刀面32沿着垂直于切削刃7且以角度α向延伸,其中,α角不能过小,过小的话会使切削刃过钝,切削阻力大,影响加工表面质量,同时也不能过大,过大的话会使切削太过锋利,强度不够,切削使容易崩刃,影响刀具的切削寿命,本发明采用10
°
≤α≤15
°
,保证刀片足够的锋利性,同时又有一定强度;这里需要说明的是,同一个切削部8中的角度α是一直在变化的,越靠近圆弧刃位置α角越大,越远离刀尖圆弧刃71位置α越小,但是无论如何变化,均在10
°
≤α≤15
°
范围内,这样的设计是为了当小切深使,参与切削的切削刃较为锋利,有利于提高加工表面质量和断屑,当大切深时,参与切削的切削刃具有一定强度,有利于避免崩刃风险;总之,在此结构作用下,能够在广泛的工况下展现其优异的切削寿命和加工表面质量。
29.参见图3和图6所示,凸起结构31分布于槽底面33的上面,且凸起结构31的顶面平行于槽底面33,而槽底面33则与侧刃72、73平行,保证切削刃与槽底距离固定,切削刃7与凸起结构31的高度落差相对固定,保证不同切削深度切屑都可以通过槽底和凸起形成卷曲,从而实现良好断屑。
30.参见图3所示,所述凸起结构31包括第一凸起311;所述第一凸起311呈倒v形状,且第一凸起311处在所对应的角部的角平分线上,第一凸起311的一端靠近所述刀尖圆弧刃71,另一端沿着所对应的角部的角平分线向中部方向延伸。所述第一凸起311沿着对应的角部的角平分线呈对称分布。
31.所述凸起结构31还包括第二凸起312;所述第二凸起312呈大半球状,且第二凸起
312处在所对应的角部的角平分线上;所述第二凸起312的外侧端与所述第一凸起311的另一端相连接。所述第二凸起312沿着对应的角部的角平分线呈对称分布。
32.所述凸起结构31还包括第三凸起313,且第三凸起313为两个;两个第三凸起313呈小半球状,并对称分布在所对应的角部的角平分线的两边;两个第三凸起313分别在所述第二凸起312的内侧端的两边与所述第二凸起312相连接。
33.第一凸起311成倒v形状,可在一定的切深范围内,无论是小切深还是大切深,或是在切深变化的工况加工,都能够妥善有效处理切屑,使得切屑能够被稳定卷曲,折断并顺畅排出;第二凸起312成大半球状,可使大切深时,切屑沿着弧面顺畅排出,同时也能有效降低切屑与凸起接触产生的摩擦热,从而降低产生的温度;第三凸起313成两个分开的小半球状,以圆弧刃中心线为平分线对称分布在槽底面33上面,并连接上表面4,该设计可提高刀片整体刚性和强度,减小在恶劣工况下刀片断裂风险。
34.参见图6所示,第一凸起311与第二凸312会有高度差,以槽底面33为基准,第一凸起311更低,第二凸起312更高,即所述第二凸起312的顶面与所述刀片本体的厚度的中间参考面的距离大于所述第一凸起311的顶面与所述刀片本体的厚度的中间参考面的距离。这样保证了在不同切深条件下,也能有良好的断屑效果,同时为了保证较好的定位支撑,上表面4的高度也会较切削刃、前刀面和凸起部要高。
35.参见图6所示,第一凸起311的顶面与槽底面33是通过斜坡相连,这样可以保证切屑顺畅排出。
36.参见图3所示,所述倒v形的第一凸起311与刀尖圆弧刃71距离不会太近,主要是保证足够的容屑空间,使排屑更加顺畅,切削阻力更低。
37.本发明可使刀片具有较高的锋利性,同时在小切深、小进给条件下,实现良好的切屑处理,切削加工更加轻快,加工表面质量更好。
38.上述只是本发明的较佳实施例,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。