一种SiCp/Al基复合材料激光填粉焊接方法
一种sicp/al基复合材料激光填粉焊接方法
技术领域
1.本发明涉及激光焊接技术领域,具体的说是一种sicp/al基复合材料激光填粉焊接方法。
背景技术:
2.铝作为基体制作复合材料上具有很多优势,如:质量轻、密度比较小、较好的可塑性等,并且铝基材料加工比较容易,技术易于掌握。加工成的铝基复合材料具有很高比强度、高温性能优异、抗疲劳、良好的耐磨性、优异阻尼性、较低的热膨胀系数。目前,按照增强体类别将金属基复合材料分为颗粒增强、纤维增强和晶须增强三种金属基复合材料。碳化硅颗粒增强铝基复合材料(sicp/al)是一种非连续(discontinuous)颗粒增强铝基复合材料,具有密度低、比刚度较高、比强度大、高尺寸稳定性、低热膨胀性、高热导性、高耐磨性、抗疲劳等优异的物理和力学性能,己经开始成为替代传统铝合金和钛合金的典型材料,在航空航天、交通运输、电子封装、体育等领域得到了广泛的关注。但是,铝基复合材料的增强相—sic颗粒的物理和化学性能与基体存在较大的差异,导致其焊接性能不高、不易获得理想的焊接接头,并且在焊接过程中,sic颗粒很容易与基体中的铝发生反应,形成脆性化合物al4c3,使接头近焊缝区的强度显著下降,严重阻碍了sicp/al复合材料的广泛应用。
3.目前,国内外金属基复合材料的制备工艺、成型工艺、冷机械加工工艺、表面处理技术等各方面都已经开展了大量的研究,也取得了一定的成果。但是,对于sicp/al复合材料的焊接工艺的研究进展尚处于起步阶段。对于材料的应用来说,可靠连接是必不可少的。
4.激光填粉焊接是指在焊接过程中添加相关金属粉末,以达到更好的焊接效果。与单纯的激光焊接技术相比,激光填粉焊接可以降低激光焊接对装配精度的要求,并且可以获得高质量的焊接性能。除此之外,激光填粉焊接还具有以下优点:可以改善焊缝不连续、塌陷、咬边等激光焊接缺陷;填充的金属粉末可以多元化选择;提高激光能量的利用率;并且添加粉末有利于产生更加均匀的光致等离子体对通过光致等离子体实现焊缝的实时监测提供了有力保障。最重要的是可以通过改变粉末成分改变焊缝组织,实现高质量的焊接。
5.中国专利公开号cn1586786a,提出了一种通过粉末强化吸收的铝合金激光焊接方法,肖荣诗等在铝合金激光焊时添加铝粉提高了激光的吸收率。中国专利公开号cn103862178a,提出了一种消除铝合金激光焊接气孔的方法,雷正龙等利用激光-tig复合焊解决了铝合金激光焊中的气孔缺陷。另外,牛济泰等通过改变焊接工艺实现了sic/6061铝基复合材料激光焊,由于化合物al4c3的生成,焊缝强度只达到母材的70%。国内外针对sicp/al复合材料连接方法的研究主要包括扩散焊、电弧焊、搅拌摩擦焊、激光焊、钎焊。采用熔焊原理对金属基复合材料进行焊接存在一系列问题,在界面处发生反应生成脆性的金属间化合物、一些较小的孔洞、熔合不良、颗粒分布不够均匀、增强相聚集等等一系列的缺陷,降低焊缝质量。
6.本专利申请是在国家自然科学基金项目(51965022)资助下完成的。
技术实现要素:
7.为了解决sicp/al复合材料焊接方面的缺陷问题,本发明提供一种sicp/al基复合材料激光填粉焊接方法,该方法为能够有效抑制焊缝金属间化合物生成的高强熔化焊接技术,实现了sicp/al复合材料的有效连接,铝基复合材料激光焊接时采用填粉方式以获得性能优异的焊缝质量。
8.本发明的技术方案是:
9.一种sicp/al基复合材料激光填粉焊接方法,按照以下步骤进行:
10.(1)将sic/6061al复合材料焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用;
11.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目;合金粉末ti、si原子百分比为:63.16%~89.55%ti,10.45%~36.84%si,总和为100%;按上述比例配置合金粉末,然后在行星式球磨机中球磨2~4小时,球磨转速150~250转/min,之后在真空干燥箱中干燥2~3小时,干燥温度50~70℃;
12.(3)利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为550~1300w,扫描速度为90~240mm/min,激光光斑大小为1.0~1.8mm。
13.所述的sicp/al基复合材料激光填粉焊接方法,步骤(1)中,sic/6061al复合材料中,sic的含量为10~20vol.%。
14.所述的sicp/al基复合材料激光填粉焊接方法,步骤(2)中,合金粉末ti、si的纯度均≥99.9wt.%。
15.所述的sicp/al基复合材料激光填粉焊接方法,步骤(3)中,同轴送粉装置转速为15~30转/min。
16.所述的sicp/al基复合材料激光填粉焊接方法,步骤(3)激光焊接后,生成的焊缝无裂纹、咬边和气孔缺陷,避免了脆性化合物al4c3的生成。
17.本发明的设计思想是:
18.本发明采用可提高激光的吸收率,降低装配精度的激光填粉焊接,填充的原位增强ti元素与分解的c元素优先结合成可提高焊缝的强韧性tic颗粒,可有效抑制脆性化合物al4c3的生成。填充可以改善界面的润湿性si元素,增加si元素浓度有效阻碍sic颗粒分解反应的进行。
19.与现有技术相比,本发明的特点和有益效果是:
20.(1)本发明抑制了脆性化合物al4c3的生成,生成的tic颗粒可以成为新的增强相,提高焊缝的强韧性。
21.(2)本发明采用激光填粉焊接,可以提高激光的吸收率,降低激光焊接对装配精度的要求,改善焊缝不连续、塌陷、咬边等激光焊接缺陷。
22.(3)本发明操作简单,粉末更换容易,可以多元化选择,容易实现工业化。
附图说明
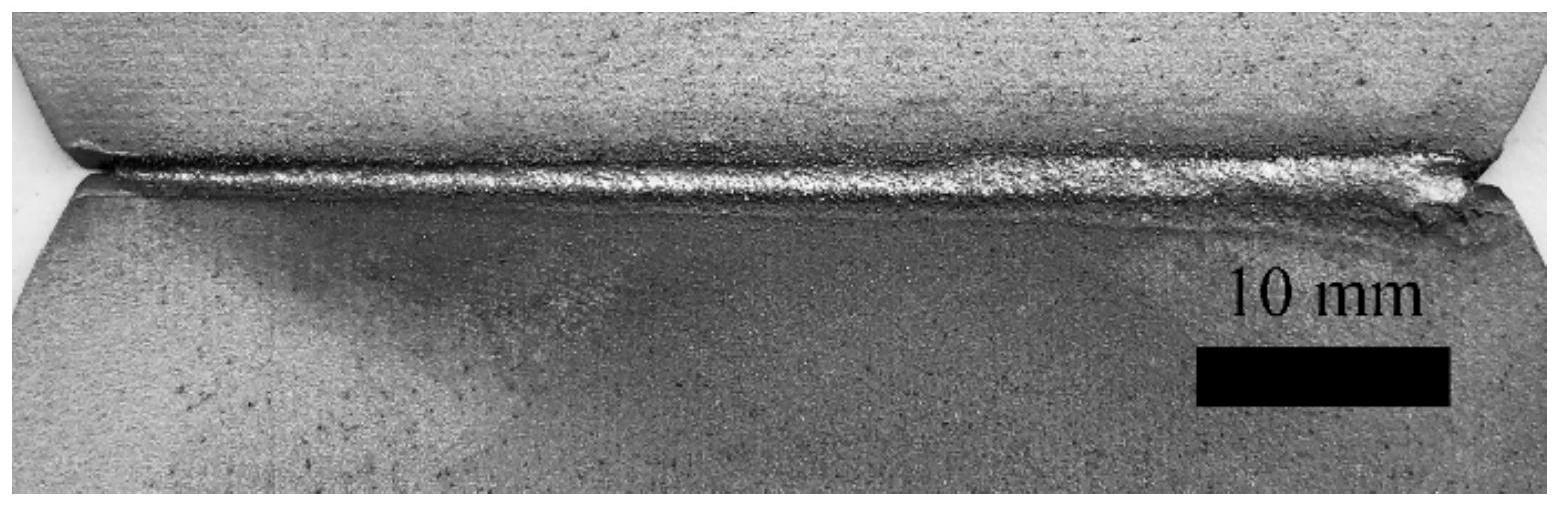
23.图1为sic/6061al基复合材料激光焊填粉焊的宏观形貌。
24.图2为sic/6061al基复合材料激光焊填粉焊的微观形貌。
25.图3为添加tisi焊缝中心xrd图谱。图中,横坐标2θ代表衍射角(deg),纵坐标intensity代表相对强度(cps)。
具体实施方式
26.在具体实施过程中,本发明应用激光填粉焊接技术,在激光焊接过程中填充不同含量的ti、si粉,改变了焊缝微观形貌及组织成分,有效抑制了脆性化合物al4c3的生成和焊缝中孔洞、裂纹的产生,用sem分析焊缝的微观形貌和用xrd分析焊缝的成分,实现sicp/al基复合材料的有效连接。
27.下面,结合实施例详述本发明。
28.实施例1
29.本实施例中,sicp/al基复合材料激光填粉焊接方法,具体步骤如下:
30.(1)将12vol.%sic/6061al复合材料(复合材料中,sic的体积百分数为12%,其余为6061铝合金)焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用。
31.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目。合金粉末ti、si原子百分比为:63.16%ti,36.84%si,各组分纯度均≥99.9wt.%。按上述比例配置合金粉末,然后在行星式球磨机中球磨2小时,球磨转速200转/min,之后在60℃真空干燥箱中干燥2小时。
32.(3)将前处理好的母材安装好后进行激光焊,利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为550w,扫描速度为240mm/min,同轴送粉装置转速为15转/min。激光光斑大小为1.0mm。
33.本实例获得的焊缝宏观形貌见图1,可以看出焊缝宏观形貌良好,无气孔夹杂等缺陷。焊缝微观形貌见图2,结果表明焊缝中生成白色细小颗粒和块状灰色组织,没有观察到细长组织。焊缝物相分析见图3,主要成分为稀释的al,填充的ti颗粒和生成的细小tic颗粒、al3ti,无脆性化合物al4c3的生成。
34.实施例2
35.本实施例中,sicp/al基复合材料激光填粉焊接方法,具体步骤如下:
36.(1)将12vol.%sic/6061al复合材料焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用。
37.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目。合金粉末ti、si原子百分比为:77.42%ti,22.58%si,各组分纯度均≥99.9wt.%。按上述比例配置合金粉末,然后在行星式球磨机中球磨2小时,球磨转速200转/min,之后在60℃真空干燥箱中干燥2小时;
38.(3)将前处理好的母材安装好后进行激光焊,利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为1300w,扫描速度为90mm/min,同轴送粉装置转速为30转/min。激光光斑大小为1.8mm。
39.本实例获得的焊缝宏观形貌良好,无气孔夹杂等缺陷。焊缝中生成白色细小颗粒和块状灰色组织,没有观察到细长组织。主要成分为稀释的al,填充的ti颗粒和生成的细小tic颗粒、al3ti,无脆性化合物al4c3的生成。
40.实施例3
41.本实施例中,sicp/al基复合材料激光填粉焊接方法,具体步骤如下:
42.(1)将12vol.%sic/6061al复合材料焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用。
43.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目。合金粉末ti、si原子百分比为:83.72%ti,16.28%si,各组分纯度均≥99.9wt.%。按上述比例配置合金粉末,然后在行星式球磨机中球磨2小时,球磨转速200转/min,之后在60℃真空干燥箱中干燥2小时;
44.(3)将前处理好的母材安装好后进行激光焊,利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为550w,扫描速度为240mm/min,同轴送粉装置转速为15转/min。激光光斑大小为1.0mm。
45.本实例获得的焊缝宏观形貌良好,无气孔夹杂等缺陷。焊缝中生成白色细小颗粒和块状灰色组织,没有观察到细长组织。主要成分为稀释的al,填充的ti颗粒和生成的细小tic颗粒、al3ti,无脆性化合物al4c3的生成。
46.实施例4
47.本实施例中,sicp/al基复合材料激光填粉焊接方法,具体步骤如下:
48.(1)将12vol.%sic/6061al复合材料焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用。
49.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目。合金粉末ti、si原子百分比为:87.27%ti,12.73%si,各组分纯度均≥99.9wt.%。按上述比例配置合金粉末,然后在行星式球磨机中球磨2小时,球磨转速200转/min,之后在60℃真空干燥箱中干燥2小时;
50.(3)将前处理好的母材安装好后进行激光焊,利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为550w,扫描速度为240mm/min,同轴送粉装置转速为15转/min。激光光斑大小为1.0mm。
51.本实例获得的焊缝宏观形貌良好,无气孔夹杂等缺陷。焊缝中生成白色细小颗粒和块状灰色组织,没有观察到细长组织。主要成分为稀释的al,填充的ti颗粒和生成的细小tic颗粒、al3ti,无脆性化合物al4c3的生成。
52.实施例5
53.本实施例中,sicp/al基复合材料激光填粉焊接方法,具体步骤如下:
54.(1)将12vol.%sic/6061al复合材料焊接处开90
°
坡口,去氧化皮、喷砂粗化处理,清洗、干燥后备用。
55.(2)将合金粉末ti、si进行过筛处理,粉末粒径大小为140~300目。合金粉末ti、si原子百分比为:89.55%ti,10.45%si,各组分纯度均≥99.9wt.%。按上述比例配置合金粉末,然后在行星式球磨机中球磨2小时,球磨转速200转/min,之后在60℃真空干燥箱中干燥2小时;
56.(3)将前处理好的母材安装好后进行激光焊,利用同轴送粉装置将步骤(2)得到的合金粉末吹向sicp/al复合材料表面坡口处进行激光焊接,工艺参数:焊接功率为550w,扫描速度为240mm/min,同轴送粉装置转速为15转/min。激光光斑大小为1.0mm。
57.本实例获得的焊缝宏观形貌良好,无气孔夹杂等缺陷。焊缝中生成白色细小颗粒
和块状灰色组织,没有观察到细长组织。主要成分为稀释的al,填充的ti颗粒和生成的细小tic颗粒、al3ti,无脆性化合物al4c3的生成。
58.实施例结果表明,本发明通过调节焊接工艺改变焊接功率、焊接速度和填充粉末含量等有效抑制了脆性化合物al4c3的生成和焊缝中孔洞、裂纹的产生,实现sicp/al基复合材料激光焊接,方法简单有效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1