螺柱与螺母自锁成型设备的制作方法
1.本发明属于自动化加工设备技术领域,具体的说是涉及一种螺柱与螺母自锁成型设备。
背景技术:
2.在电力铁塔和交通防护栏等设施的建设过程中对配套的螺栓螺母的需求数量十分庞大,目前虽然有对螺栓和螺母自锁配对的设备,但存在效率低、成本高、结构设置过于复杂等缺陷。
技术实现要素:
3.为了克服上述缺陷,本发明提供了一种螺柱与螺母自锁成型设备,能够进行自动上料、自动配对装配锁合及不良品检测和剔除,实现螺柱和螺母的自动化装配,大大节省人力,提高加工效率,确保产品品质。
4.本发明为了解决其技术问题所采用的技术方案是:
5.一种螺柱与螺母自锁成型设备,包括螺柱上料机构、螺母上料机构和螺柱螺母锁合机构,其中:
6.所述螺柱螺母锁合机构包括工作平台及设置其上的外固定盘、设于所述外固定盘内的内旋转盘,以及用于驱动所述内旋转盘相对所述外固定盘沿其轴线旋转的旋转驱动机构;
7.所述内旋转盘具有上下两层:依次为螺柱旋转料盘和螺母旋转料盘;所述外固定盘具有分别与对应的所述螺柱旋转料盘和螺母旋转料盘等高设置的上固定盘和下固定盘,所述上固定盘上设有螺柱上料入口,所述下固定盘上设有螺母上料入口,所述上固定盘和下固定盘同一侧设有成品出料口;
8.所述螺柱旋转料盘的周边间隔设置若干螺柱定位槽,所述螺母旋转料盘的周边间隔设置若干螺母定位槽,所述螺柱定位槽和螺母定位槽上下一一对应设置,每个所述螺母定位槽内置有弹簧滑配载具;
9.所述螺柱上料机构将待加工的螺柱依次送入所述螺柱上料入口后进入所述螺柱定位槽,所述螺母上料机构将待加工的螺母依次送入所述螺母上料入口进入所述螺母定位槽;
10.所述上固定盘的内侧面上间隔设有若干个拨片,对应所述螺母定位槽的弹簧滑配载具下方设有用于将该弹簧滑配载具顶升设定高度的顶升滑块;
11.当上料后并置于所述弹簧滑配载具上的螺母经过所述顶升滑块上方时,所述弹簧滑配载具被所述顶升滑块顶升并带动螺母向上运动卡入位于上方的螺柱定位槽螺柱,置于所述螺柱定位槽内的所述螺柱经过若干所述拨片的拨动后旋转并与下方被固定的螺母定位槽内的螺母旋合实现自锁。
12.作为本发明的进一步改进,所述螺柱上料机构包括螺柱振动盘、螺柱送料流道和
螺柱拨料机构,所述螺柱振动盘包括螺柱振动料盘和螺柱振动盘驱动机构,该螺柱振动盘驱动机构能够带动所述螺柱振动料盘振动以送料;所述螺柱送料流道设于所述螺柱振动盘与所述螺柱螺母锁合机构的螺柱上料入口之间,且上端连接所述螺柱振动盘的出料口;所述螺柱拨料机构用于将位于所述螺柱送料流道内的螺柱逐个拨入所述螺柱旋转料盘的若干螺柱定位槽内。
13.作为本发明的进一步改进,所述螺母上料机构包括螺母振动盘、螺母送料流道和螺母拨料机构,所述螺母振动盘包括螺母振动料盘和螺母振动盘驱动机构,该螺母振动盘驱动机构能够带动所述螺母振动料盘振动以送料;所述螺母送料流道设于所述螺母振动盘与所述螺柱螺母锁合机构的螺母上料入口之间,且上端连接所述螺母振动盘的出料口;所述螺母拨料机构用于将位于所述螺母送料流道内的螺母逐个拨入所述螺母旋转料盘的若干螺母定位槽内。
14.作为本发明的进一步改进,所述螺母拨料机构与螺柱拨料机构的结构组成相同,包括拨料支撑架、拨料转盘和拨料电机,所述拨料转盘具有圆形转盘本体及间隔设置在所述圆形转盘本体四周并沿其半径方向向外延的若干个拨爪,所述圆形转盘本体的中心固定在拨料转轴上,所述拨料转轴活动设置在所述拨料支撑架上,并与所述拨料电机的动力输出轴传动连接。
15.作为本发明的进一步改进,所述螺母旋转料盘对应螺母上料入口两侧分别设有用于将拨入其内的螺母位置导正的吹气机构,该吹气机构包括气源、气管和气源控制开关。
16.作为本发明的进一步改进,所述顶升滑块的两端段相对其中间段分别形成上坡倾斜段和下坡倾斜段。
17.作为本发明的进一步改进,所述弹簧滑配载具包括载具本体、沿竖直方向活动置于所述载具本体内的顶杆以及位于所述载具本体内的弹簧,所述载具本体固定在所述螺母定位槽内,所述顶杆下端伸出所述载具本体,所述弹簧套设在所述顶杆位于所述载具本体内的部分外;所述顶杆被所述顶升滑块顶升向上运动时,带动所述弹簧下端一起向上运动将弹簧压缩,同时所述顶杆上端伸出所述载具本体。
18.作为本发明的进一步改进,所述螺柱旋转料盘的周边间隔设置的若干螺柱定位槽为半圆形结构,并等间距设置,且每一所述螺柱定位槽靠近所述螺柱上料入口一侧边至所述螺柱旋转料盘的周向边缘形成一段进料斜坡槽。
19.作为本发明的进一步改进,所述上固定盘上对应所述顶升滑块的上方设有用于防止置于所述螺柱定位槽内的螺柱向上运动的限位机构。
20.作为本发明的进一步改进,所述限位机构包括固定于所述上固定盘上的z字固定板及固定于所述z字固定板上的弧形挡板。
21.作为本发明的进一步改进,所述上固定盘的内侧面上间隔设置的若干个拨片等距离设置。
22.作为本发明的进一步改进,所述拨片为方形弹片,外侧边固定在所述上固定盘上,并沿所述上固定盘的半径方向设置。
23.作为本发明的进一步改进,所述上固定盘和下固定盘之间通过若干个连接柱连接,所述下固定盘和上固定盘之间设有挡料限位块,该挡料限位块对应设置于所述顶升滑块上方。
24.作为本发明的进一步改进,所述内旋转盘通过轴承设置在所述工作平台上,所述旋转驱动机构包括电机、第一同步齿形轮、第二同步齿形轮和同步齿形带,所述第一同步齿形轮与所述电机的动力输出轴传动连接,所述第一同步齿形轮和第二同步齿形轮通过所述同步齿形带传动连接,所述内旋转盘与所述第二同步齿形轮固定连接。
25.作为本发明的进一步改进,还包括成品分选机构,该成品分选机构包括检测感应器、不良品排料气缸、不良品排料流道、良品顺料板、良品排料流道和计数感应器,所述不良品排料流道和良品排料流道设置于所述成品出料口,所述检测感应器设置于所述下固定盘上,所述不良品排料气缸设置于所述不良品排料流道对应的外固定盘上,所述良品顺料板设置于所述良品排料流道对应的外固定盘上,所述计数感应器设置于所述外固定盘上。
26.本发明的有益效果是:该螺柱与螺母自锁成型设备通过设置螺柱和螺母的上料机构,实现螺柱和螺柱的自动上料,同时设置螺柱和螺母的自动锁合机构,将螺柱和螺母巧妙的锁合在一起,并在后续设置了良品及不良品的筛选机构,具有结构简洁,自动化程度高,加工效率高,产品组装精度高等优点。
附图说明
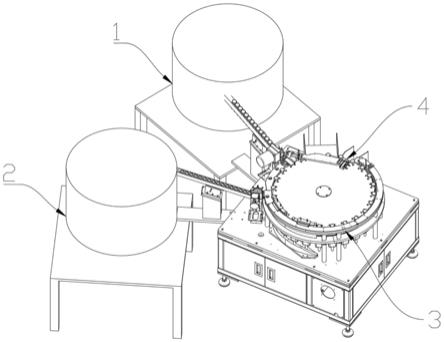
27.图1为本发明结构示意图;
28.图2为图1的俯视图;
29.图3为本发明所述螺母上料机构示意图;
30.图4本发明所述螺柱拨料机构的结构示意图;
31.图5为本发明所述螺柱上料机构示意图;
32.图6为图5的a部放大结构示意图;
33.图7为本发明所述螺柱螺母锁合机构示意图;
34.图8为图7的b部放大结构示意图;
35.图9为图7的c部放大结构示意图;
36.图10为图7的d部放大结构示意图;
37.图11为图7的主视图;
38.图12为图7的俯视图;
39.图13本发明所述弹簧滑配载具结构示意图;
40.图14为本发明所述旋转驱动机构的结构示意图;
41.图15为图1的另一视角结构示意图;
42.图16为图15的e部放大结构示意图。
43.结合附图,作以下说明:
44.1——螺柱上料机构;
ꢀꢀꢀꢀꢀꢀꢀꢀ
2——螺母上料机构;
45.3——螺柱螺母锁合机构;
ꢀꢀꢀꢀ
31——工作平台;
46.32——外固定盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33——内旋转盘;
47.331——螺柱旋转料盘;
ꢀꢀꢀꢀꢀꢀ
332——螺母旋转料盘;
48.321——上固定盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322——下固定盘;
49.3210——螺柱上料入口;
ꢀꢀꢀꢀꢀ
3220——螺母上料入口;
50.323——成品出料口;
ꢀꢀꢀꢀꢀꢀꢀꢀ
3311——螺柱定位槽;
51.3321——螺母定位槽;
ꢀꢀꢀꢀꢀꢀꢀ
34——弹簧滑配载具;
52.211——拨片;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35——顶升滑块;
53.11——螺柱振动盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12——螺柱送料流道;
54.13——螺柱拨料机构;
ꢀꢀꢀꢀꢀꢀꢀ
111——螺柱振动料盘;
55.21——螺母振动盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22——螺母送料流道;
56.23——螺母拨料机构;
ꢀꢀꢀꢀꢀꢀꢀ
211——螺母振动料盘;
57.131——拨料支撑架;
ꢀꢀꢀꢀꢀꢀꢀꢀ
132——拨料转盘;
58.133——拨料电机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1321——拨爪;
59.134——拨料转轴;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
351——上坡倾斜段;
60.352——下坡倾斜段;
ꢀꢀꢀꢀꢀꢀꢀꢀ
341——载具本体;
61.342——顶杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
343——弹簧;
62.3312——进料斜坡槽;
ꢀꢀꢀꢀꢀꢀꢀ
36——限位机构;
63.361——z字固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
362——弧形挡板;
64.325——挡料限位块;
ꢀꢀꢀꢀꢀꢀꢀꢀ
71——电机;
65.72——第一同步齿形轮;
ꢀꢀꢀꢀꢀ
73——第二同步齿形轮;
66.74——同步齿形带;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4——成品分选机构;
67.42——不良品排料气缸;
ꢀꢀꢀꢀꢀ
43——不良品排料流道;
68.44——良品顺料板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45——良品排料流道;
69.46——计数感应器;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100——螺柱;
70.200——螺母。
具体实施方式
71.以下结合附图,对本发明的一个较佳实施例作详细说明。
72.参阅图1-2,为本发明所述的一种螺柱与螺母自锁成型设备,包括螺柱上料机构1、螺母上料机构2、螺柱螺母锁合机构3和成品分选机构4,以下分别详细说明。
73.参阅图3,螺柱上料机构1包括螺柱振动盘11、螺柱送料流道12和螺柱拨料机构13,螺柱振动盘11包括螺柱振动料盘111和螺柱振动盘驱动机构。螺柱送料流道12设于螺柱振动盘11与螺柱螺母锁合机构3的螺柱上料入口3210之间,且上端连接螺柱振动盘11的出料口。螺柱拨料机构13设在螺柱送料流道12靠近螺柱上料入口3210一侧外,用于将位于螺柱送料流道12内的螺柱逐个拨入螺柱旋转料盘331的若干螺柱定位槽3311内。
74.参阅图4,螺柱拨料机构13包括拨料支撑架131、拨料转盘132和拨料电机133,拨料转盘具有圆形转盘本体及间隔设置在圆形转盘本体四周并沿其半径方向向外延的若干个拨爪 1321,圆形转盘本体的中心固定在拨料转轴134上,拨料转轴134活动设置在拨料支撑架131上,并与拨料电机133的动力输出轴传动连接。
75.螺柱上料机构1在工作时,将待加工的螺柱100放入螺柱振动料盘111内,螺柱振动盘驱动机构带动螺柱振动料盘振动,螺柱100依次送入螺柱送料流道12内,螺柱送料流道12 沿倾斜设置,便于螺柱的送料。当螺柱到达螺柱送料流道12 最下端出口时,螺柱拨料机构13进步拨料,由于拨料电机133 的工作,通过拨料转轴134带动拨料转盘132转动,从而带动拨料转盘132旋转,拨料转盘132旋转时,其上设置的拨爪 1321则拨动螺柱100,将其从螺柱
送料流道12顺利拨入到螺柱旋转料盘331的螺柱上料入口3210,进而进入螺柱旋转料盘331上的若干螺柱定位槽3311内(上料时,螺柱旋转料盘 331同步旋转,实现一一对应上料)。
76.参阅图5-6,螺母上料机构2包括螺母振动盘21、螺母送料流道22和螺母拨料机构23,螺母振动盘21包括螺母振动料盘211和螺母振动盘驱动机构,螺母送料流道22设于螺母振动盘21与螺柱螺母锁合机构3的螺母上料入口3210之间,且上端连接螺母振动盘21的出料口。螺母拨料机构23设于螺母送料流道22的下端出口侧外,用于将位于螺母送料流道22 内的螺母逐个拨入螺母旋转料盘332的若干螺母定位槽3321 内。其中,螺母拨料机构23与螺柱拨料机构13的结构组成相同,参阅图3,在此不再赘述。
77.螺母上料机构2工作时,原理和螺柱上料机构类似,待加工的螺母200放入螺母振动盘21中,螺母振动盘驱动机构带动螺母振动料盘振动,螺母200被送入螺母送料流道22内,然后在靠近螺母旋转料盘332的螺母上料入口3210时,通过螺母拨料机构23的拨爪将螺母逐个送入螺母旋转料盘332上的螺母定位槽3321内。
78.为了提高螺母上料的位置精准度,在螺母旋转料盘332 对应螺母上料入口3210两侧分别设有用于将拨入其内的螺母位置导正的吹气机构600,该吹气机构包括气源、气管和气源控制开关。在螺母被送入螺母旋转料盘332上的螺母定位槽 3321内时,吹气机构600通过气流的作用对螺母施加一定的力,将螺母按要求精准置于螺母定位槽3321内,以便后续更加精准的与螺柱锁合。
79.参阅图7-12,螺柱螺母锁合机构3包括工作平台31及设置其上的外固定盘32、设于外固定盘内的内旋转盘33,以及用于驱动所述内旋转盘33相对外固定盘32沿其轴线旋转的旋转驱动机构。
80.参阅图7,其中内旋转盘33具有上下两层:依次为螺柱旋转料盘331和螺母旋转料盘332,通过轴承设置在工作平台上的外固定盘32内,通过旋转驱动机构驱动能够相对外固定盘32沿设定的角度或速度进行旋转。
81.外固定盘32具有分别与对应的螺柱旋转料盘331和螺母旋转料盘332等高设置的上固定盘321和下固定盘322,上固定盘321和下固定盘322之间通过若干个连接柱324连接,上固定盘321上设有螺柱上料入口3210,下固定盘322上设有螺母上料入口3220,上固定盘21和下固定盘22同一侧设有成品出料口323。螺柱旋转料盘331的周边等间隔设置若干螺柱定位槽3311,螺母旋转料盘332的周边等间隔设置若干螺母定位槽3321,螺柱定位槽3311和螺母定位槽3321上下一一对应设置,每个螺母定位槽3321内置有弹簧滑配载具34。旋合时螺柱通过螺柱上料入口3210被依次上料送入到螺柱旋转料盘331上的螺柱定位槽3311内,螺母通过螺母上料入口 3220被依次送入到螺母旋转料盘332的螺母定位槽3321内并位于对应的弹簧滑配载具34上。
82.其中,上固定盘321的内侧面上间隔设有若干个拨片211,在内旋转盘33相对外固定盘32转动时,若干个拨片211分别对放入螺柱定位槽3311内的螺柱100进行拨动,以实现和下方固定的螺母200进行旋合。对应螺母旋转料盘332的弹簧滑配载具34下方设有用于将该弹簧滑配载具4顶升设定高度的顶升滑块35,顶升滑块35为三段式结构,其两端段相对其中间段分别形成上坡倾斜段351和下坡倾斜段352。顶升滑块的主要作用是将放入螺母定位槽3321内的螺母200顶升一定高度,以将螺母套在位于其正上方的螺柱100内,从而在拨片 211拨动螺柱100转动时,将螺柱锁合在螺母内。
83.参阅图13,弹簧滑配载具34包括载具本体341、沿竖直方向活动置于载具本体内的顶杆342以及位于载具本体内的弹簧343,载具本体341固定在螺母定位槽3321内,顶杆342 下端伸出载具本体,弹簧343套设在顶杆342位于载具本体 341内的部分外;顶杆被顶升滑块35顶升向上运动时,带动弹簧343下端一起向上运动将弹簧343压缩,同时顶杆上端伸出载具本体。即顶杆342在受到下方的顶升滑块35的顶升作用时,逐渐向上运动,带动其上方同步伸出载具本体341,将位于弹簧滑配载具34上侧面内(螺母凹槽)的螺母顶起,以便和螺柱进行对接。
84.为了便于更好的上料,螺柱旋转料盘331的周边间隔设置的若干螺柱定位槽3311为半圆形结构,并等间距设置,且每一螺柱定位槽3311靠近螺柱上料入口3210一侧边至螺柱旋转料盘331的周向边缘形成一段进料斜坡槽3312。在将螺柱上料时,由于螺柱旋转料盘331在同步旋转,螺柱先沿进料斜坡槽3312进行运动,然后再进入至螺柱定位槽3311内,进料斜坡槽3312倾斜设置,形成进料流道的过渡作用,同时可以降低直接进料的撞击力,更好的保护产品免受损伤。
85.上固定盘321上对应顶升滑块35的上方设有用于防止置于螺柱定位槽3311内的螺柱向上运动的限位机构36。本实施例中的限位机构36包括固定于上固定盘321上的z字固定板 361及固定于z字固定板361上的弧形挡板362。在顶升滑块 35带动弹簧滑配载具34对螺母进行顶升时,限位机构36通过弧形挡板362限定螺柱的位置,防止螺柱被顶升,从而更好的实现螺柱和螺母的旋合。
86.其中,上固定盘321的内侧面上间隔设置的若干个拨片 211等距离设置,本实施例中的拨片为方形弹片,外侧边固定在上固定盘321上,并沿上固定盘的半径方向设置,螺柱被上料后,经过多个拨片211的拨动进行旋转,从而将螺柱和下方的螺母旋合起来。
87.为了更好的进行旋合,在下固定盘322和上固定盘321 之间设有挡料限位块325,该挡料限位块325对应设置于顶升滑块35上方。
88.参阅图14,旋转驱动机构包括电机71、第一同步齿形轮72、第二同步齿形轮73和同步齿形带74,所述第一同步齿形轮72与电机的动力输出轴传动连接,第一同步齿形轮72和第二同步齿形轮73通过同步齿形带74传动连接,内旋转盘与第二同步齿形轮73固定连接。工作时,电机带动第一同步齿形轮72旋转,第一同步齿形轮72通过同步齿形带74带动第二同步齿形轮73旋转,从而带动内旋转盘相对外固定盘旋转。当然,能够实现旋转的驱动机构很多,本发明不做具体限定。
89.参阅图15-16,成品分选机构包括检测感应器、不良品排料气缸42、不良品排料流道43、良品顺料板44、良品排料流道45和计数感应器46,不良品排料流道43和良品排料流道 44设置于所述成品出料口323,检测感应器设置于下固定盘 322上,所述不良品排料气缸42设置于所述不良品排料流道 43对应的外固定盘上,所述良品顺料板44设置于所述良品排料流道45对应的外固定盘上,所述计数感应器46设置于所述外固定盘上。
90.本发明的工作流程为:
91.首先,螺母和螺柱的上料,其中,螺柱100通过螺柱上料机构1被送入螺柱上料入口210,然后依次进入内旋转盘33 的上层即螺柱旋转料盘331上的螺柱定位槽3311内,上料时内旋转盘由于在转动,因此螺柱100先沿进料斜坡槽3312运动一段距离,然后再滑入对应的螺柱定位槽3311内,可以防止螺柱碰撞引起的损失;
92.与此同时,螺母200通过螺母上料机构2被送入螺母上料入口3220,然后依次进入内旋转盘的下层即螺母旋转料盘332 上的螺母定位槽3321内,分别完成对螺柱和螺母的上料工序。
93.其次,上料后的螺母和螺柱送入内旋转盘后进行锁合,即通过螺柱螺母锁合机构进行锁合操作,具体为:螺母和螺柱上料后随着内旋转盘的转动运动至顶升滑块35上方,对应的螺柱的螺柱定位槽内的弹簧滑配载具34下方的顶杆将首先遇到顶升滑块35的上坡倾斜段351被逐步顶升,当运动至中间最高段时螺母被顶起,套入上方的螺柱的下端,然后在随内旋转盘转动的时候,上方的螺母由于受到拨片211的拨动不断旋转,从而将螺柱逐步和螺母旋合起来;在此过程中,上固定盘321上对应顶升滑块35的上方设有的限位机构36,可防止螺柱被顶起,以更好的实现旋合。
94.最后,通过上述旋合后的螺柱和螺母形成成品,流入到上固定盘321和下固定盘322同一侧设置的成品出料口323,成品出料口设置有成品分选机构,检测感应器检测锁合后的产品是否合格,若产品不合格则启动不良品排料气缸42,不良品排料气缸42动作将不良品推入至不良品排料流道43进行收集,若产品合格则越过不良品排料流道43进入良品排料流道 45对应位置,并在运动时碰到良品顺料板44后进入良品排料流道45,计数感应器46对良品的数量进行计数。
95.如此循环,即可实现螺母、螺柱的自动上料、自动锁合及产品的自动归类收集。
96.由此可见,该螺柱与螺母自锁成型设备通过设置螺柱和螺母的上料机构,实现螺柱和螺柱的自动上料,同时设置螺柱和螺母的自动锁合机构,将螺柱和螺母巧妙的锁合在一起,并在后续设置了良品及不良品的筛选机构,具有结构简洁,自动化程度高,加工效率高,产品组装精度高等优点。
97.在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述仅是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1