1.本发明涉及精确机械加工技术领域,具体提供对中人字齿轮磨削用砂轮的最大直径确定方法。
背景技术:2.航空高精度人字齿轮依赖磨削加工保证其质量要求。关于人字齿轮磨削加工用砂轮的选用,目前无准确的量化选取方法,严重依赖经验和人为观测,加工准备阶段的多次修整和调试严重影响加工效率。精确曲线轮廓方程建模包含分段函数过多,解析复杂。基于软件的实体仿真或二次开发方式成本较高、周期长。长期未形成准确高效的磨削砂轮直径设计方法,无相关或类似的发明专利。
技术实现要素:3.本发明的目的是:针对对中的人字齿轮的磨削加工过程,基于空刀槽宽度下等参数,确定可进行齿槽空间借位磨削的砂轮最大直径,以提高生产效率。
4.本发明的技术方案是:
5.提供对中人字齿轮磨削用砂轮的最大直径确定方法,所述人字齿轮包括左斜齿轮、中间空刀槽和右斜齿轮;所述左斜齿轮与右斜齿轮具有相同的螺旋角为β和法面模数为mn;
6.所述借位磨削含义为:左斜齿轮和右斜齿轮为对置齿轮,在用砂轮磨削左斜齿轮和右斜齿轮之一的齿槽时,砂轮沿着被加工的齿槽移动到中间空刀槽后还能继续保持方向移动到对置齿轮的齿槽中;
7.包括如下步骤:
8.步骤1)根据判定公式计算判定参数k、ka和kb,公式为:
[0009][0010][0011][0012][0013]
[0014][0015]
其中,中间空刀槽宽度为l,单位为毫米;
[0016]
β为螺旋角;α为齿部渐开线分度圆位置压力角;
[0017]mn
为法面模数,单位为毫米;
[0018]
π为圆周率;
[0019]
sp为被加工齿轮的分度圆节距;
[0020]
su为被加工齿轮的齿顶圆弧齿厚,其数值为sp/2;
[0021]
jt为被加工齿轮的侧隙修整量;
[0022]
z为被加工齿轮的齿数;
[0023]
rm为被加工齿轮的分度圆半径;
[0024]
ru为被加工齿轮的齿顶圆半径,单位为毫米;
[0025]
步骤2)判断参数k的取值是否在第一取值范围(ka,kb)中,若在第一取值范围中,则判定为可借位磨削同时砂轮能够获得最大直径dmax;
[0026]
步骤3)根据以下公式计算砂轮最大直径dmax:
[0027][0028][0029][0030]
[0031][0032][0033]
其中,f
′
c,∠f
′
co
′
为中间代换量;
[0034]
h为被磨削的齿槽齿高,单位为毫米;
[0035]
w为被加工齿轮的齿宽。
[0036]
进一步的,所述左斜齿轮与右斜齿轮为左右对称设置。
[0037]
进一步的,所述左斜齿轮与右斜齿轮的角向差在
±
45
°
/z以内,z为左齿轮或右齿轮的齿数。
[0038]
进一步的,当所述左斜齿轮或右斜齿轮的螺旋角β小于15
°
时,步骤2)中仅判断参数k的取值是否在第一取值范围(0,0.25]中,若在第一取值范围中,则判定为可借位磨削;若否,则判定为不可进行借位磨削。
[0039]
进一步的,当所述左斜齿轮或右斜齿轮的螺旋角β在[15
°
,35
°
]范围时,步骤2)中仅判断参数k的取值是否在第二取值范围(0.75,1.25)中,若在第二取值范围中,则判定为可借位磨削;若否,则判定为不可进行借位磨削。
[0040]
进一步的,所述左齿轮或右齿轮的齿数为31~213个。
[0041]
进一步的,在步骤1)开始,先判断螺旋角为β是否大于35
°
,若是,则直接判断为不可借位,若否则继续步骤1)。
[0042]
进一步的,步骤2)中若否,则判定为不可进行借位磨削,并且继续判断参数k的取值在第三取值范围(0.25,0.75]还是第四取值范围(1.25,1.75]中,若在第三取值范围中则同时认定为对侧齿干涉,若在第四取值范围中则同时认定为对侧相邻齿干涉。
[0043]
本发明的优点是:本发明可量化判别现有齿轮借位条件及借位效果,可对人字齿轮进行可借位磨削的参数设计。基于可借位磨削人字齿轮判别和设计所实现的砂轮尺寸拓展,或空刀槽宽度缩减,必将有益于磨削质量、效率以及人字齿轮单件及其系统的减重设计。基于本发明方法,在保证足够砂轮直径的前提下,左齿轮和齿轮右的空刀槽宽度可分别减少22.48%和18.55%,轴向尺寸缩减4.7%,约减重4.7%。对于大尺寸人字齿轮而言,降低空刀槽宽度将对减量设计和单个零件或组件甚至整个系统的空间利用率提升具有重要意义。
附图说明
[0044]
图1a为实施案例中借位对侧齿槽示意图;
[0045]
图1b为实施案例中仅借位空刀槽示意图;
[0046]
图1c为实施案例中借位对侧相邻齿槽示意图;
[0047]
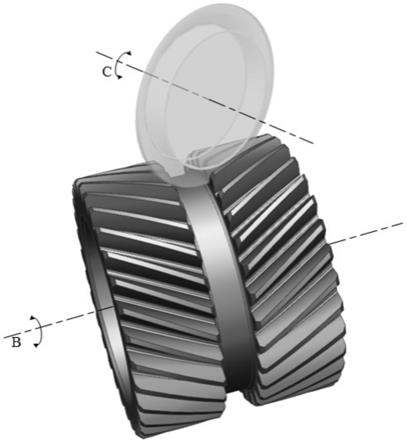
图2为实施案例1中所述的人字齿轮磨削砂轮与齿轮位置关系;
[0048]
图3为通过建模模拟的修正齿槽借位时人字齿与砂轮半径几何关系;
[0049]
其中:a-借位对侧相邻齿槽、b-仅借中间空刀槽。
具体实施方式
[0050]
将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
[0051]
实施例,提供对中人字齿轮磨削用砂轮的最大直径确定方法,所述人字齿轮包括左斜齿轮、中间空刀槽和右斜齿轮;所述左斜齿轮与右斜齿轮具有相同的螺旋角为β和法面模数为mn;
[0052]
所述借位磨削含义为:左斜齿轮和右斜齿轮为对置齿轮,在用砂轮磨削左斜齿轮和右斜齿轮之一的齿槽时,砂轮沿着被加工的齿槽移动到中间空刀槽后还能继续保持方向移动到对置齿轮的齿槽中;
[0053]
包括如下步骤:
[0054]
步骤1)根据判定公式计算判定参数k、ka和kb,公式为:
[0055][0056][0057][0058][0059][0060][0061]
其中,中间空刀槽宽度为l,单位为毫米;
[0062]
β为螺旋角;α为齿部渐开线分度圆位置压力角;
[0063]mn
为法面模数,单位为毫米;
[0064]
π为圆周率;
[0065]
sp为被加工齿轮的分度圆节距;
[0066]
su为被加工齿轮的齿顶圆弧齿厚,其数值为sp/2;
[0067]
jt为被加工齿轮的侧隙修整量;
[0068]
z为被加工齿轮的齿数;
[0069]
rm为被加工齿轮的分度圆半径;
[0070]
ru为被加工齿轮的齿顶圆半径,单位为毫米;
[0071]
步骤2)判断参数k的取值是否在第一取值范围(ka,kb)中,若在第一取值范围中,则判定为可借位磨削同时砂轮能够获得最大直径dmax;
[0072]
步骤3)根据以下公式计算砂轮最大直径dmax:
[0073][0074][0075][0076][0077][0078][0079]
其中,f
′
c,∠f
′
co
′
为中间代换量;
[0080]
h为被磨削的齿槽齿高,单位为毫米;
[0081]
w为被加工齿轮的齿宽;
[0082]
例如,被加工字齿轮a1或a2的具体实现过程如下:
[0083][0084][0085]
其中,φu为被加工齿轮的齿顶圆直径,φd为被加工齿轮的齿根圆直径,h=0.5(φu-φd);
[0086]
求解判断人字齿轮借对向相邻齿槽情况参数,将齿轮a1,a2的空刀槽宽度l,螺旋角β,法面模数mn,圆周率π取3.1416,分度圆节距sp=πmn/cosβ,侧隙修整量j
t
=0.05,代入上述公式得到齿轮a1或a2:
[0087]
人字齿轮a1或a2的k值属于(ka,kb),则判定人字齿轮a1,a2可借位磨削,能够得到借位磨削砂轮最大直径d
max
;
[0088]
根据公式进行计算:
[0089][0090]
中间代换量cd,∠dco
′
如下:
[0091][0092]
其中
[0093][0094]
其中,l为人字齿轮空刀槽宽度,ru=0.5φu为齿顶圆半径,β为螺旋角,z为齿数,h=0.5(φu-φd)为齿高;参数代入公式计算:
[0095][0096]
中间代换量f
′
c,∠f
′
co
′
如下:
[0097]
[0098]
其中:
[0099][0100]
中间代换量∠fcf
′
,df
′
,∠ne
′
e如下:
[0101][0102]
其中,su为齿顶圆弧齿厚,w为齿宽,rm为分度圆半径。
[0103]
经计算,得出人字齿轮a1或a2借位磨削砂轮最大直径d
max
,a1为64.334mm,a2为59.037mm。
[0104]
已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。