一种LED灯丝裁切设备的制作方法
一种led灯丝裁切设备
技术领域
1.本实用新型涉及led加工设备技术领域,特别涉及一种led灯丝裁切设备。
背景技术:
2.led灯丝在生产过程中,多个led灯丝是并列连接在一起的,因此需要将连接在一起的led进行裁切分离,而led灯丝裁切以往是通过人工放置进冲切模具内,通过冲切模具对灯丝进行裁切,裁切完成后,人工再将从模具中取出并放置入料盒内收集,该方式效率低下,浪费劳动力,不适用于大批量生产,因此急需设计一款自动化裁切设备。
技术实现要素:
3.本实用新型的目的是提供一种led灯丝裁切设备以解决背景技术中提及问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种led灯丝裁切设备,包括工作台、从左往右依次安装在工作台上的上料机构、ccd计数机构、冲切模具和下料机构,以及安装在工作台上且位于ccd计数机构、冲切模具和下料机构前侧的搬运机构;
6.所述上料机构包括输送治具、治具进料输送装置、治具回流输送装置、中转升降装置和推料装置;所述输送治具内设有叠层设置用于安装产品的安装位;所述输送治具在治具进料输送装置、治具回流输送装置与中转升降装置之间输送;所述治具进料输送装置与治具回流输送装置呈上下分布架设在工作台上;所述中转升降装置安装在工作台上且位于治具进料输送装置与治具回流输送装置的右侧;所述推料装置用于将中转升降装置位置处的输送治具内的产品推送至ccd计数机构;
7.所述ccd计数机构包括接料平台和设置在接料平台上方的ccd拍照装置;所述冲切模具用于对产品进行裁切;
8.所述搬运机构用于将ccd计数机构上的产品搬运至冲切模具以及将冲切模具上裁切完成的产品搬运至下料机构;
9.所述下料机构上放置有用于收集裁切完成的产品的料盒。
10.对本实用新型的进一步描述,所述治具进料输送装置包括第一安装架以及安装在第一安装架上的第一输送带和第一驱动装置;所述第一驱动装置与第一输送带驱动连接;所述治具回流输送装置包括第二安装架以及安装在第二安装架上的第二输送带和第二驱动装置;输送第二驱动装置与第二输送带驱动连接;所述第一安装架位于第二安装架上方;所述第一安装架与第二安装架通过第一连接架连接并固定在工作台上。
11.对本实用新型的进一步描述,所述推料装置包括第一气缸和推板;所述第一气缸固定在第一安装架底部;所述推板固定在第一气缸的动力输出端通过第一气缸驱动其左右运动。
12.对本实用新型的进一步描述,所述中转升降装置包括立架、z轴驱动装置、第三安装架、第三输送带、第三驱动装置、支撑架、双头气缸和夹板;所述立架固定在工作台上;所
述z轴驱动装置安装在立架上且动力输出端与第三安装架连接驱动第三安装架上下运动;所述第三输送带安装在第三安装架上;所述第三驱动装置安装在第三安装架上且与第三输送带驱动连接;所述双头气缸通过支撑架架设在第三输送带上方;所述夹板设置两个且分别固定在双头气缸的前后两个输出端。
13.对本实用新型的进一步描述,所述接料平台包括滑架、顶升气缸和托板;所滑架固定在工作台上;所述托板可上下滑动地安装在滑架上;所述顶升气缸固定在滑架一侧且动力输出端与托板连接驱动托板上下运动;所述ccd拍照装置包括架设在托板上方的ccd摄像头和补光灯。
14.对本实用新型的进一步描述,所述搬运机构包括x轴驱动装置、活动板、y轴驱动装置、安装板和两组搬运组件;活动板可左右滑动地安装在工作台上;所述x轴驱动装置安装在工作台与活动板之间且动力输出端与活动板连接驱动活动板左右运动;安装板可前后滑动地安装在活动板上方;所述y轴驱动装置固定在活动板上且动力输出端与安装板连接驱动安装板前后运动;两组所述搬运组件分别安装在安装板的左右两侧。
15.对本实用新型的进一步描述,所述搬运组件包括第二气缸、第二连接架、压板、第三气缸和吸板;所述第二气缸固定在安装板上且动力输出端与第二连接架连接驱动第二连接架上下运动;所述第三气缸固定在第二连接架上且动力输出端与吸板连接驱动吸板上下运动;所述压板固定在第二连接架上且中部设有用于避空吸板的镂空孔;所述吸板可穿设过镂空孔。
16.对本实用新型的进一步描述,所述下料机构包括料盒送入输送组件、料盒送出输送组件和拨料组件;所述料盒送入输送组件与料盒送出输送组件均采用输送带的方式输送料盒且左右并列分布设置;所述拨料组件安装在料盒送入输送组件与料盒送出输送组件的前端将料盒送入输送组件前端的料盒拨动至料盒送出输送组件前端。
17.对本实用新型的进一步描述,还包括与ccd计数机构信号连接的打标机。
18.本实用新型的有益效果为:
19.本设备可以自动化完成led灯丝的上料、计数、裁切、以及分箱下料等工序,工作效率高、节省劳动力。
附图说明
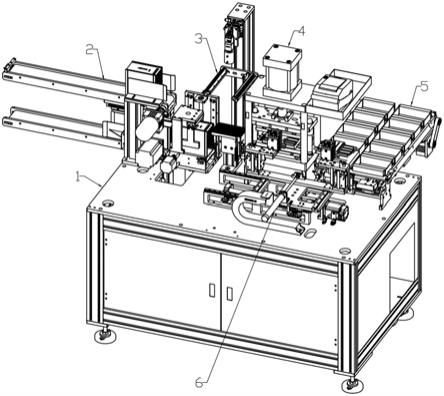
20.图1是本实用新型的整体结构图;
21.图2是本实用新型上料机构的结构图;
22.图3是本实用新型ccd计数机构的结构图;
23.图4是本实用新型搬运机构的结构图;
24.图5是本实用新型下料机构的结构图。
具体实施方式
25.以下结合附图对本实用新型进行进一步说明:
26.本设计中的产品指的是并列连接的led灯丝,需要将该灯丝进行裁切分条。
27.如图1
‑
5所示,一种led灯丝裁切设备,包括工作台1、从左往右依次安装在工作台1上的上料机构2、ccd计数机构3、冲切模具4和下料机构5,以及安装在工作台1上且位于ccd
计数机构3、冲切模具4和下料机构5前侧的搬运机构6;
28.所述上料机构2包括输送治具21、治具进料输送装置22、治具回流输送装置23、中转升降装置24和推料装置25;所述输送治具21内设有叠层设置用于安装产品的安装位;所述输送治具21在治具进料输送装置22、治具回流输送装置23与中转升降装置24之间输送;所述治具进料输送装置22与治具回流输送装置23呈上下分布架设在工作台1上;所述中转升降装置24安装在工作台1上且位于治具进料输送装置22与治具回流输送装置23的右侧;所述推料装置25用于将中转升降装置24位置处的输送治具21内的产品推送至ccd计数机构3;输送治具21内装满产品后,通过治具进料输送装置22往右输送并输送至中转升降装置24上,中转升降装置24控制输送治具21上下运动,利用推料装置25逐个将中转升降装置24内的产品推出,推送至ccd计数机构3,当中转升降装置24内的产品全部推出后,则中转升降装置24将空的输送治具21输送至治具回流输送装置23上,通过治具回流输送装置23往左输送送出。
29.本设计中,所述治具进料输送装置22包括第一安装架221以及安装在第一安装架221上的第一输送带222和第一驱动装置223;所述第一驱动装置223与第一输送带222驱动连接;所述治具回流输送装置23包括第二安装架231以及安装在第二安装架231上的第二输送带232和第二驱动装置233;输送第二驱动装置233与第二输送带232驱动连接;所述第一安装架221位于第二安装架231上方;所述第一安装架221与第二安装架231通过第一连接架26连接并固定在工作台1上。
30.所述推料装置25包括第一气缸251和推板252;所述第一气缸251固定在第一安装架221底部;所述推板252固定在第一气缸251的动力输出端通过第一气缸251驱动其左右运动,第一气缸251控制推板252左右运动从而将中转升降装置24上的输送治具21内的产品推出。
31.所述中转升降装置24包括立架241、z轴驱动装置242、第三安装架243、第三输送带244、第三驱动装置245、支撑架246、双头气缸247和夹板248;所述立架241固定在工作台1上;所述z轴驱动装置242安装在立架241上且动力输出端与第三安装架243连接驱动第三安装架243上下运动;所述第三输送带244安装在第三安装架243上;所述第三驱动装置245安装在第三安装架243上且与第三输送带244驱动连接;所述双头气缸247通过支撑架246架设在第三输送带244上方;所述夹板248设置两个且分别固定在双头气缸247的前后两个输出端,z轴驱动装置242驱动第三安装架243上下运动,从而控制第三输送带244的高度位置,从而可以与治具进料输送装置22和治具回流输送装置23对接,并且配合推料装置25逐个将产品送出,当输送治具21送入该第三输送带244上后,双头气缸247控制夹板248夹持固定输送治具21进行定位,防止推料过程中输送治具21晃动,产品全部送出后,双头气缸247复位松开该输送治具21,第三驱动装置245再带动第三输送带244工作,将该输送治具21往左输送至治具回流输送装置23上。
32.所述ccd计数机构3包括接料平台31和设置在接料平台31上方的ccd拍照装置32;
33.所述接料平台31包括滑架311、顶升气缸312和托板313;所滑架311固定在工作台1上;所述托板313可上下滑动地安装在滑架311上;所述顶升气缸312固定在滑架311一侧且动力输出端与托板313连接驱动托板313上下运动;所述ccd拍照装置32包括架设在托板313上方的ccd摄像头321和补光灯322,顶升气缸312控制推板252往上运动后,高度位置与中转
升降装置24的产品输出位置对接,接取产品后,顶升气缸312复位驱动托板313往下运动,利用ccd摄像头321对托板313上的产品进行拍照计数。
34.所述冲切模具4用于对产品进行裁切;
35.所述搬运机构6用于将ccd计数机构3上的产品搬运至冲切模具4以及将冲切模具4上裁切完成的产品搬运至下料机构5;
36.所述搬运机构6包括x轴驱动装置61、活动板62、y轴驱动装置63、安装板64和两组搬运组件65;活动板62可左右滑动地安装在工作台1上;所述x轴驱动装置61安装在工作台1与活动板62之间且动力输出端与活动板62连接驱动活动板62左右运动;安装板64可前后滑动地安装在活动板62上方;所述y轴驱动装置63固定在活动板62上且动力输出端与安装板64连接驱动安装板64前后运动;两组所述搬运组件65分别安装在安装板64的左右两侧,x轴驱动装置61与y轴驱动装置63联动带动两组搬运组件65进行运动,左侧的搬运组件65将ccd计数机构3上的产品搬运至冲切模具4内,同时右端的搬运组件65将冲切模具4内裁切完成的产品搬运至下料机构5上。
37.所述搬运组件65包括第二气缸651、第二连接架652、压板653、第三气缸654和吸板655;所述第二气缸651固定在安装板64上且动力输出端与第二连接架652连接驱动第二连接架652上下运动;所述第三气缸654固定在第二连接架652上且动力输出端与吸板655连接驱动吸板655上下运动;所述压板653固定在第二连接架652上且中部设有用于避空吸板655的镂空孔6531;所述吸板655可穿设过镂空孔6531;取料时,第二气缸651驱动第二连接架652往下运动,带动压板653压合在产品周边对产品进行定位固定,再通过第三气缸654驱动吸板655下降,吸附产品进行取料,该取料方式更加稳定。
38.所述下料机构5上放置有用于收集裁切完成的产品的料盒51,通过料盒51收集产品。
39.所述下料机构5包括料盒送入输送组件52、料盒送出输送组件53和拨料组件54;所述料盒送入输送组件52与料盒送出输送组件53均采用输送带的方式输送料盒51且左右并列分布设置;所述拨料组件54安装在料盒送入输送组件52与料盒送出输送组件53的前端,料盒51送入输送组件控制料盒51从后往前输入,料盒送出输送组件53控制料盒51从前往后输出,拨料组件54将料盒送入输送组件52前端的料盒51拨动至料盒送出输送组件53前端,搬运机构6则将产品放入料盒送出输送组件53前端的料盒51内,从而可以将产品进行分盒存放。
40.还包括与ccd计数机构3信号连接的打标机;根据ccd计数机构3所计算的数量,每放好一盒产品后,通过打标机打出相对应的料盒51的灯丝数量,每一个料盒51都带有设备能识别的标记,以保证打标不会乱。
41.本实施例的工作原理:
42.输送治具21内装满产品后,通过治具进料输送装置22往右输送并输送至中转升降装置24上,中转升降装置24控制输送治具21上下运动,利用推料装置25逐个将中转升降装置24内的产品推出,推送至ccd计数机构3,当中转升降装置24内的产品全部推出后,则中转升降装置24将空的输送治具21输送至治具回流输送装置23上,通过治具回流输送装置23往左输送送出,推送至ccd计数机构3上的产品这通过ccd摄像头321拍照确认灯丝数量,确认完成后,搬运机构6将该ccd技术机构上的产品搬运至冲切模具4内,搬运机构6同时将冲切
模具4内以裁切完成的产品搬运至下料机构5的料盒51内,每装好一盒产品,打标机打出该料盒51内产品的数量的标签,下料机构5控制装满产品的料盒51往后输送,空的料盒51送入,准备继续接料。
43.以上所述并非对本新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1