汽车后排座椅扶手骨架总成的焊接装置的制作方法
1.本实用新型涉及一种汽车后排座椅扶手骨架总成的加工装置,更具体的说,涉及一种汽车后排座椅扶手骨架总成的焊接装置。
背景技术:
2.汽车后排座椅扶手骨架总成包括后排扶手支架、后排扶手主钢丝、后排扶手保护钢丝、后排扶手钢丝一、后排扶手钢丝二、垫圈等部件。目前的汽车后排座椅扶手骨架总成为了杯托塑料件装配合格就需要严格控制后排扶手钢丝一、后排扶手钢丝二的位置度,由于零件空间形状的原因,现有汽车后排座椅扶手骨架总成的工艺路线一般分为2序焊接,后排扶手钢丝一、后排扶手钢丝二、后排保护钢丝先焊接成分总成,再与后排扶手支架、后排扶手主钢丝、垫圈焊接成骨架总成。二次装夹、二次焊接会造成后排扶手钢丝一、后排扶手钢丝二的位置度超差,需要增加后续整形工序,这既增加了工人的劳动强度,又增加了生产成本。
技术实现要素:
3.针对上述现有技术中存在的缺陷,本实用新型所要解决的技术问题是提供一种汽车后排座椅扶手骨架总成的焊接装置,该汽车后排座椅扶手骨架总成的焊接装置的结构设计可以有效的解决汽车后排座椅扶手骨架总成分序焊接、尺寸不合格、零件整形等情况。
4.为实现上述目的,本实用新型的技术方案是:一种汽车后排座椅扶手骨架总成的焊接装置,包括操作台、多个定位装置、多个定位压紧装置,所述操作台上面前部设有横向左、右分布用于后排扶手支架定位的第二定位压紧装置和第一定位装置,第二定位压紧装置与第一定位装置之间设有用于后排扶手主钢丝定位的第三定位压紧装置;第三定位压紧装置后方设置横向左、右分布的第五定位压紧装置和第四定位压紧装置,以及第五定位压紧装置和第四定位压紧装置后方设置横向左、右分布的第七定位压紧装置和第六定位压紧装置;所述第五定位压紧装置和第四定位压紧装置与第七定位压紧装置和第六定位压紧装置之间设有横向左、右分布用于后排扶手钢丝一和后排扶手保护钢丝定位的第九定位装置和第八定位装置,以及用于后排扶手钢丝二、后排扶手保护钢丝定位的第十一定位装置和第十定位装置。
5.进一步,所述第一定位装置由第一活动式定位销组组成,所述第二定位压紧装置由第二活动式定位销组和第二气缸压紧装置组成。
6.进一步,所述第三定位压紧装置由第三气缸压紧装置和第三定位块组组成,所述第三定位块组为二个u型槽钢丝定位块组。
7.进一步,所述第四定位压紧装置由第四定位块组和第四气缸压紧装置组成,所述第四定位块组为一个u型槽钢丝定位块组。
8.进一步,所述第五定位压紧装置由第五定位块组和第五气缸压紧装置组成,所述第五定位块组为一个u型槽钢丝定位块组。
9.进一步,所述第六定位压紧装置由第六定位块组和第六气缸压紧装置组成,所述第六定位块组为二个u型槽钢丝定位块组。
10.进一步,所述第七定位压紧装置由第七定位块组和第七气缸压紧装置组成,所述第七定位块组为二个u型槽钢丝定位块组。
11.进一步,所述第八定位装置由第八定位块组组成,所述第八定位块组为二个u型槽钢丝定位块组。
12.进一步,所述第九定位装置由第九定位块组组成,所述第九定位块组为二个u型槽钢丝定位块组。
13.进一步,所述第十定位装置由第十定位块组组成,所述第十定位块组为二个u型槽钢丝定位块组;所述第十一定位装置由第十一定位块组组成,所述第十一定位块组为二个u型槽钢丝定位块组。
14.本实用新型的有益效果是:
15.本实用新型提供的汽车后排座椅扶手骨架总成的焊接装置可以使各个定位装置对汽车后排座椅扶手骨架总成的各个部件进行固定后进行焊接。该汽车后排座椅扶手骨架总成的焊接装置中所有的定位装置均位于同一操作台上,且全部焊接工序均在同一操作台上完成。
附图说明
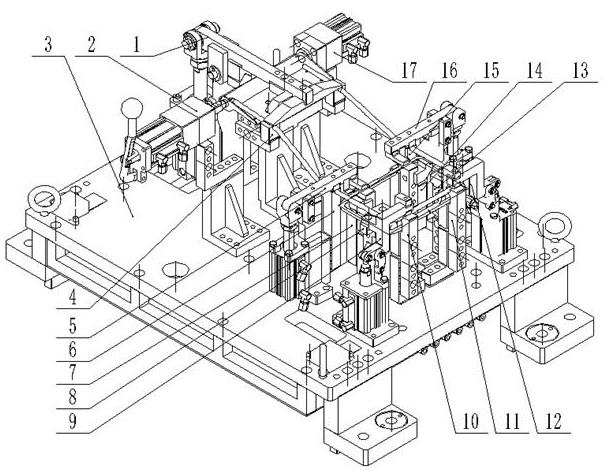
16.图1是本实用新型的汽车后排座椅扶手骨架总成的焊接装置结构立体示意图;
17.图2是本实用新型的汽车后排座椅扶手骨架总成的焊接装置结构主视图;
18.图3是图2的俯视图;
19.图4是图2的左视图。
具体实施方式
20.下面结合附图与实施例对本实用新型作进一步说明。
21.如图1至图4所示,本实用新型的汽车后排座椅扶手骨架总成的焊接装置,包括第三气缸压紧装置1、第二活动式定位销组及第二气缸压紧装置2、操作台3、第三定位块组4、第五气缸压紧装置5、第五定位块组6、第九定位块组7、第十一定位块组8、第七气缸压紧装置9、第七定位块组10、第六定位块组11、第六气缸压紧装置12、第十定位块组13、第八定位块组14、第四定位块组15、第四气缸压紧装置16、第一活动式定位销组17。
22.操作台3上面前部设有横向左、右分布用于后排扶手支架定位的由第二活动式定位销组及第二气缸压紧装置2组成的第二定位压紧装置和由第一活动式定位销组17组成的第一定位装置,第二定位压紧装置与第一定位装置之间设有用于后排扶手主钢丝定位的由第三气缸压紧装置1和第三定位块组4组成的第三定位压紧装置;第三定位压紧装置后方设置横向左、右分布的由第五定位块组6和第五气缸压紧装置5组成的第五定位压紧装置和由第四定位块组15和第四气缸压紧装置16组成的第四定位压紧装置;以及第五定位压紧装置和第四定位压紧装置后方设置横向左、右分布的由第七定位块组10和第七气缸压紧装置9组成的第七定位压紧装置和由第六定位块组11和第六气缸压紧装置12组成的第六定位压紧装置。第五定位压紧装置和第四定位压紧装置与第七定位压紧装置和第六定位压紧装置
之间设有横向左、右分布用于后排扶手钢丝一和后排扶手保护钢丝定位的由第九定位块组7组成的第九定位装置和由第八定位块组14组成的第八定位装置,以及后排扶手钢丝二、后排扶手保护钢丝定位的由第十一定位块组8组成的第十一定位装置和由第十定位块组13组成的第十定位装置。
23.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第三定位压紧装置中的第三定位块组4为二个u型槽钢丝定位块组。
24.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第四定位压紧装置中的第四定位块组15为一个u型槽钢丝定位块组。
25.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第五定位压紧装置中的第五定位块组6为一个u型槽钢丝定位块组。
26.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第六定位压紧装置中的第六定位块组11为二个u型槽钢丝定位块组。
27.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第七定位压紧装置中的第七定位块组10为二个u型槽钢丝定位块组。
28.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第八定位装置中的第八定位块组14为二个u型槽钢丝定位块组。
29.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第九定位装置中的第九定位块组7为二个u型槽钢丝定位块组。
30.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第十定位装置中的第十定位块组13为二个u型槽钢丝定位块组。
31.优选的,上述汽车后排座椅扶手骨架总成的焊接装置中,第十一定位装置中的第十一定位块组8为二个u型槽钢丝定位块组。
32.本装置主要通过第一定位装置、第二定位压紧装置中的两个活动式定位销组能够对汽车后排座椅扶手骨架总成的后排扶手支架定位,使用第二气缸压紧装置固定后排扶手支架以便进行焊接;第三定位压紧装置、第四定位压紧装置、第五定位压紧装置、第六定位压紧装置、第七定位压紧装置中的五个钢丝定位块组能够对汽车后排座椅扶手骨架总成的后排扶手主钢丝定位,使用第三气缸压紧装置、第四气缸压紧装置、第五气缸压紧装置、第六气缸压紧装置、第七气缸压紧装置固定后排扶手主钢丝以便进行焊接;第八定位装置、第九定位装置中的二个钢丝定位块组能够对汽车后排座椅扶手骨架总成的后排扶手钢丝一定位,使用第四气缸压紧装置、第五气缸压紧装置固定后排扶手钢丝一以便进行焊接;第十定位装置、第十一定位装置中的两个u型槽钢丝定位块能够对汽车后排座椅扶手骨架总成的后排扶手钢丝二定位,使用第六气缸压紧装置、第七气缸压紧装置固定后排扶手钢丝二以便进行焊接;第八定位装置、第九定位装置、第十定位装置、第十一定位装置中的四个u型槽钢丝定位块能够对汽车后排座椅扶手骨架总成的后排扶手保护钢丝定位,使用第四气缸压紧装置、第五气缸压紧装置、第六气缸压紧装置、第七气缸压紧装置固定后排扶手保护钢丝以便进行焊接。
33.首先将后排扶手支架装入活动式定位销17和活动式定位销2中,启动第二气缸压紧装置2固定后排扶手支架;其次将后排扶手保护钢丝同时放入第八定位块组14的一个u型定位槽、第九定位块组7的一个u型定位槽、第十定位块组13的一个u型定位槽、第十一定位
块组8的一个u型定位槽中;再将后排扶手钢丝一同时放入第八定位块组14的二个u型定位槽、第九定位块组7的二个u型定位槽中;然后将后排扶手钢丝二同时放入第十定位块组13的二个u型定位槽、第十一定位块组8的二个u型定位槽中;最后将后排扶手主钢丝同时放入第三定位块组4的二个u型定位槽、第四定位块组15的一个u型定位槽、第五定位块组6的一个u型定位槽、第六定位块组11的一个u型定位槽、第七定位块组10的一个u型定位槽中;依次启动第三气缸压紧装置1、第四气缸压紧装置16、第五气缸压紧装置5、第六气缸压紧装置12、第七气缸压紧装置9固定之前的所有钢丝;汽车后排座椅扶手骨架总成焊接完成后,第二气缸压紧装置2、第三气缸压紧装置1、第四气缸压紧装16置、第五气缸压紧装置5、第六气缸压紧装置12、第七气缸压紧装置9同时打开,取出焊接后的汽车后排座椅扶手骨架总成,完成一个循环操作过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1