一种用于弯头推制机的新型中频感应加热圈的制作方法
1.本实用新型属于弯头推制过程的中频感应加热技术领域,具体涉及一种用于弯头推制机的新型中频感应加热圈。
背景技术:
2.弯头是改变管路方向的管件,在石化管道铺设过程中起着重要的作用。按角度分为45
°
、90
°
和180
°
三种最常用的弯头,另外根据工程需要还可分为60
°
等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等。因此弯头是石油、化工管道铺设工程中必不可缺的连接管件。
3.现有技术中弯头的加工一般是采用弯头推制机,首先将直管放置在弯头推制机上固定,利用弯头推制机的推进机构,推动直管向前移动,利用弯头推制机端部的中频感应加热圈对直管的前端部加热,并利用推制弯头模具插入被加热的直管端部,利用弯头推制机向前的推进力将高温的直管推制成有一定折弯度的弯头。目前弯头推制机所采用的中频加热圈一般是由铜管盘绕成笼状,在中频感应加热圈的外部裸露,这样就会造成中频感应加热圈所产生的热量损失较大,一般现有的中频感应加热圈的热利用率为30%左右,造成热耗能的大量浪费,直接导致弯头制造成本居高不下。发明人基于现有技术中上述缺陷研发了一种用于弯头推制机的新型中频感应加热圈,能够解决现有技术存在的上述问题。
技术实现要素:
4.本实用新型为了解决上述技术问题,提供一种用于弯头推制机的新型中频感应加热圈,其设计结构简单、科学合理、操作方便,热能利用率高;本实用新型能够解决现有中频感应加热圈热能损失严重,造成弯头制造成本居高不下的问题。
5.本实用新型所采用的技术方案是:一种用于弯头推制机的新型中频感应加热圈,包括感应加热圈、正极接线管、负极接线管;感应加热圈由铜管盘绕而成的圆环状,所述正极接线管固定设置在感应加热圈的上部位置,正极接线管与感应加热圈的铜管固定焊接;负极接线管固定设置在正极接线管的对角底部位置,所述负极接线管与感应加热圈的铜管固定焊接;陶瓷条围绕感应加热圈的周向呈竖直等间距均匀设置;陶瓷固定柱竖向均匀设置在陶瓷条上,所述陶瓷固定柱与所述陶瓷条为一体结构;隔热筒包括隔热筒本体,隔热筒本体为中空的圆筒状,所述隔热筒本体的周向内壁上竖直设置有渐缩通孔,所述渐缩通孔的内侧直径大于陶瓷固定柱的直径,所述隔热筒本体设置在所述陶瓷条和陶瓷固定柱的外侧,利用陶瓷固定柱插入到渐缩通孔中固定。
6.所述正极接线管和负极接线管与感应加热圈的铜管通过焊接固定。
7.所述感应加热圈与隔热筒之间的间隔为3~5
㎝
,隔热筒的高度低于感应加热圈的高度,隔热筒由石棉材料制成。
8.所述陶瓷条围绕感应加热圈的周向竖直均匀设置有4~8根,陶瓷条与感应加热圈的铜管接触面涂上低温玻璃粉加温同铜管焊接固定。
9.所述隔热筒本体上设置的渐缩通孔与陶瓷条上的陶瓷固定柱的位置对应。
10.所述陶瓷固定柱插入到渐缩通孔前,在渐缩通孔涂上万能胶,利用万能胶将陶瓷固定柱同渐缩通孔连接固定。
11.这种用于弯头推制机的新型中频感应加热圈的使用过程为:首先将感应加热圈固定安装在弯头推制机的前端,利用正极接线管和负极接线管与电源的正负极固定连接,然后将隔热筒的隔热筒本体套装在感应加热圈的外部,同时在渐缩通孔中涂上万能胶,并将陶瓷条上的陶瓷固定柱与隔热筒本体的渐缩通孔对应安装;当感应加热圈开始加热后,由于在感应加热圈的外部的隔热筒的隔热作用,减少了感应加热圈的热能损失,使感应加热圈的温度迅速提升到推制弯头所需的温度。上述过程就是这种用于弯头推制机的新型中频感应加热圈的使用过程。
12.所述正极接线管与感应加热圈的铜管固定焊接;正极接线管固定设置在正极接线管的对角底部位置,所述负极接线管与感应加热圈的铜管固定焊接;这样设置的主要目的是通过正极接线管和负极接线管的设置,方便与电源固定连接,为感应加热圈的升温提供电力支持。
13.所述陶瓷条围绕感应加热圈的周向呈竖直等间距均匀设置;陶瓷固定柱竖向均匀设置在陶瓷条上,所述陶瓷固定柱与所述陶瓷条为一体结构;这样设置的主要目的是为隔热筒的安装固定提供固定连接平台。
14.所述隔热筒包括隔热筒本体,隔热筒本体为中空的圆筒状,所述隔热筒本体的周向内壁上竖直设置有渐缩通孔,所述渐缩通孔的内侧直径大于陶瓷固定柱的直径,所述隔热筒本体设置在所述陶瓷条和陶瓷固定柱的外侧,利用陶瓷固定柱插入到渐缩通孔中固定;这样设置的主要目的是通过隔热筒的设置,防止感应加热圈的热量损失,将中频感应加热圈的热能利用提高到70%,节约热能能耗,提高了中频感应加热圈的加热温度。
15.所述隔热筒的高度低于感应加热圈的高度;这样设置的主要目的是防止隔热筒安装在感应加热圈的外部时,干扰正极接线管和负极接线管正常与电源的固定连接。
16.所述隔热筒本体上设置的渐缩通孔与陶瓷条上的陶瓷固定柱的位置对应。这样设置的主要目的是为了提高隔热筒与感应加热圈上的陶瓷条和陶瓷固定柱的精确定位安装,提高了安装的便捷性。
17.本实用新型的有益效果:本实用新型提供一种用于弯头推制机的新型中频感应加热圈,其设计结构简单、科学合理、操作方便,热能利用率高;将中频感应加热圈的热能利用提高到70%,节约热能能耗,提高了中频感应加热圈的加热温度,降低了弯管的制造成本。
附图说明
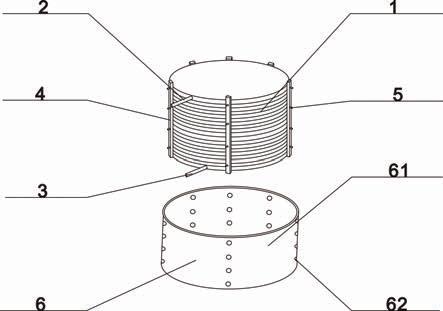
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的俯视图;
20.图中标记:1、感应加热圈,2、正极接线管,3、负极接线管,4、陶瓷条,5、陶瓷固定柱,6、隔热筒,61、隔热筒本体,62、渐开通孔。
具体实施方式
21.以下结合附图对本实用新型的具体实施方式做进一步的详细说明。
22.如图所示,一种用于弯头推制机的新型中频感应加热圈,包括感应加热圈1、正极接线管2、负极接线管3;感应加热圈1由铜管盘绕而成的圆环状,所述正极接线管2固定设置在感应加热圈1的上部位置,正极接线管2与感应加热圈1的铜管固定焊接;负极接线管3固定设置在正极接线管2的对角底部位置,所述负极接线管3与感应加热圈1的铜管固定焊接;陶瓷条4围绕感应加热圈1的周向呈竖直等间距均匀设置;陶瓷固定柱5竖向均匀设置在陶瓷条4上,所述陶瓷固定柱5与所述陶瓷条4为一体结构;隔热筒6包括隔热筒本体61,隔热筒本体61为中空的圆筒状,所述隔热筒本体61的周向内壁上竖直设置有渐缩通孔62,所述渐缩通孔62的内侧直径大于陶瓷固定柱5的直径,所述隔热筒本体61设置在所述陶瓷条4和陶瓷固定柱5的外侧,利用陶瓷固定柱5插入到渐缩通孔62中固定。
23.所述正极接线管2和负极接线管3与感应加热圈1的铜管通过焊接固定。
24.所述感应加热圈1与隔热筒6之间的间隔为3~5
㎝
,隔热筒6的高度低于感应加热圈1的高度,隔热筒6由石棉材料制成。
25.所述陶瓷条4围绕感应加热圈1的周向竖直均匀设置有4~8根,陶瓷条4与感应加热圈1的铜管接触面涂上低温玻璃粉加温同铜管焊接固定。
26.所述隔热筒本体61上设置的渐缩通孔62与陶瓷条4上的陶瓷固定柱5的位置对应。
27.所述陶瓷固定柱5插入到渐缩通孔62前,在渐缩通孔62涂上万能胶,利用万能胶将陶瓷固定柱5同渐缩通孔62连接固定。
28.这种用于弯头推制机的新型中频感应加热圈的使用过程为:首先将感应加热圈1固定安装在弯头推制机的前端,利用正极接线管2和负极接线管3与电源的正负极固定连接,然后将隔热筒6的隔热筒本体61套装在感应加热圈1的外部,同时在渐缩通孔62中涂上万能胶,并将陶瓷条4上的陶瓷固定柱5与隔热筒本体61的渐缩通孔62对应安装;当感应加热圈1开始加热后,由于在感应加热圈1的外部的隔热筒6的隔热作用,减少了感应加热圈1的热能损失,使感应加热圈1的温度迅速提升到推制弯头所需的温度。上述过程过程就是这种用于弯头推制机的新型中频感应加热圈的使用过程。
29.对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1