小型断路器内部组件自动装配设备的制作方法
1.本实用新型涉及小型断路器装配领域,具体涉及一种小型断路器内部组件自动装配设备。
背景技术:
2.小型断路器是一种指能接通、承载以及分断正常电路条件下的电流,也能在规定的非正常电路条件下接通、承载一定时间和分断电流的机械开关电器。
3.为了提高小型断路器的装配效率,小型断路器的装配往往由流水线将内部零件逐个装入外壳内,特别是,受限于双金属片总成的复杂结构,双金属片总成局部由柔性的线缆连接,其与锁扣之间的装配只能依赖于人工进行装配,进而导致装配效率降低。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种在装配锁扣的同时自动装配双金属片总成,省去因人工将双金属片总成装装配于锁扣,从而提高装配效率的小型断路器内部组件自动装配设备。
5.为实现上述目的,本实用新型提供了如下技术方案:包括机架,所述的机架设置有装配转盘及驱动装配装盘旋转的旋转驱动装置,所述的装配转盘的边缘沿周向等距设置有多个装配座,所述的机架围绕装配转盘沿装配座传输方向依次设置有将锁扣置于装配座的锁扣装配装置、将轴插于锁扣的轴装配装置、将杠杆装配于轴的杠杆装配装置、将双金属片总成装配于轴的双金属片总成装配装置、将扭簧装配于双金属片总成的扭簧装配装置、将圆柱弹簧装配于杠杆的圆柱弹簧装配装置、将连接件装配于锁扣的连接件装配装置、检测扭簧和圆柱弹簧的检测装置及将成品取出装配座的出料装置。
6.通过采用上述技术方案,将双金属片总成及与双金属片总成相关的扭簧的自动装配步骤集成于锁扣,从而省去人工将双金属片总成装装配于锁扣,同时合理利用流水线在装配其他部件时所消耗的时间,从而大大提高装配效率。
7.本实用新型进一步设置为:所述的双金属片总成装配装置包括料盘、装配机械臂及装配平台,所述的料盘设置有用于放置双金属片总成的取料槽,所述的装配平台设置有用于堆叠料盘并与装配机械臂位置相错的待装配位置、用于堆叠料盘并与装配机械臂位置相对的装配位置及用于堆叠空料盘的料盘回收位置,所述的装配机械臂前端设置有第一夹爪、第二夹爪及第三夹爪,所述的第一夹爪及第二夹爪分别用于夹持双金属片总成的两端,并将双金属片总成从装配位置夹持至装配座上进行装配,所述的第三夹爪限位于取料槽构成对料盘的夹持,将位于装配位置的空料盘转移至料盘回收位置,所述的装配平台设置有将料盘从待装配位置推移至装配位置的推移装置。
8.通过采用上述技术方案,由料盘作为双金属片总成的载体,由第一夹爪及第二夹爪进行配合的方式,稳定夹持双金属片总成的复杂结构,从而实现其转移及装配步骤,同时,装配平台还具有待装配位置、装配位置及料盘回收位置,待装配位置用于保证双金属片
总成的及时补充,机械臂前端的第三夹爪则进一步将空料盘转移功能的集成于机械臂,在料盘的各个双金属片总成取走后及时将料盘转移,保证装配的高效。
9.本实用新型进一步设置为:所述的推移装置设置有位于待装配位置相对装配位置另一侧的推板及驱动推板沿待装配位置及装配位置排布方向移动的推板侧移机构,所述的待装配位置及装配位置两侧分别设置有对料盘移动进行导向的导向块,所述的装配平台位于装配位置相对待装配位置的另一侧设置有与料盘限位配合的限位块。
10.通过采用上述技术方案,导向块配合限位块,保证推板稳定推动俩盘从待装配位置至装配位置的同时能够准确到位,保证装配位置的料盘在取走后能够快速、补充后续的双金属片总成。
11.本实用新型进一步设置为:所述的装配平台位于装配位置设置有支撑于料盘底部的升降板及驱动升降板升降的升降驱动机构,所述的导向块及限位块向上延伸形成供料盘上升的上升通道。
12.通过采用上述技术方案,堆叠的料盘在位于最上端的空料盘被取走后能够自动上升,减少机械臂在取下一双金属片总成的移动幅度,从而提高装配效率,合理利用导向块及限位块,延伸形成上升通道,提高料盘在上升过程中的稳定性。
13.本实用新型进一步设置为:所述的扭簧装配装置包括扭簧振动盘、扭簧传输轨道、扭簧转移夹爪、转移夹爪位移机构、对位座、对位座位移机构及扭簧冲压机构,所述的扭簧传输轨道一端与扭簧振动盘的出料位置衔接,另一端作为扭簧上料端,所述的扭簧传输轨道下方设置有驱动扭簧沿扭簧传输轨道移动的扭簧直振,所述的对位座竖向贯穿设置有放置扭簧的对位槽,所述的对位槽与扭簧端部对应设置对位缺口,所述的扭簧转移夹爪在转移夹爪位移机构驱动下移动,将位于扭簧上料端的扭簧夹持至对位槽,所述的对位座在对位座位移机构驱动下移动,使对位座移动至装配座上方,所述的扭簧冲压机构驱动设置有将扭簧冲压至装配座内的扭簧冲头。
14.通过采用上述技术方案,为保证扭簧的装配准确性,在扭簧夹爪将之前先由对位槽进行周向对位,再由扭簧冲头冲入装配座的组件内,从而保证装配成功率。
15.本实用新型进一步设置为:所述的锁扣装配装置包括锁扣振动盘、锁扣传输轨道、锁扣夹爪及锁扣位移机构,所述的锁扣传输轨道一端与锁扣振动盘的出料位置衔接,另一端作为锁扣上料端,所述的锁扣传输轨道下方设置有驱动锁扣沿锁扣传输轨道移动的锁扣直振,所述的锁扣夹爪在锁扣位移机构驱动下移动,将位于锁扣上料端的锁扣夹持至装配座进行装配。
16.通过采用上述技术方案,由锁扣直振所驱动的锁扣沿锁扣传输轨道移动,在到达锁扣上料端后,由锁扣夹爪夹持至装配座进行装配,实现锁扣的稳定、快速装配。
17.本实用新型进一步设置为:所述的轴装配装置包括轴振动盘、轴传输管道、轴传输轨道、轴推送气缸、轴夹爪及轴位移机构,所述的轴传输管道一端与轴振动盘的出料位置衔接,另一端延伸至轴传输轨道中部并使轴直立于轴传输轨道,所述的轴传输轨道一端用于轴推送气缸,另一端作为轴上料端,所述的轴推送气缸将轴传输管道所传输的轴推送至轴上料端,所述的轴夹爪在轴位移机构驱动下移动,将位于轴上料端的轴夹持至装配座进行装配。
18.通过采用上述技术方案,由轴振动盘依次排列的轴由轴传输管道转向并直立,由
轴推送气缸将位于轴传输轨道推送至轴上料端,由轴夹爪夹持至装配座进行装配,实现轴的稳定、快速装配。
19.本实用新型进一步设置为:所述的杠杆装配装置包括杠杆振动盘、杠杆传输轨道、杠杆侧移轨道、杠杆推送气缸、杠杆夹爪及杠杆位移机构,所述的杠杆传输轨道一端与杠杆振动盘的出料位置衔接,另一端与杠杆侧移轨道侧面联通,所述的杠杆传输轨道下方设置有驱动杠杆沿杠杆传输轨道移动的杠杆直振,所述的杠杆侧移轨道一端用于安装杠杆推送气缸,另一端作为杠杆上料端,所述的杠杆推送气缸将杠杆传输轨道所传输的杠杆推送至杠杆上料端,所述的杠杆夹爪在杠杆位移机构驱动下移动,将位于杠杆上料端的杠杆夹持至装配座进行装配。
20.通过采用上述技术方案,杠杆先由杠杆直振沿杠杆传输轨道传输至杠杆侧移轨道,再由杠杆侧移轨道的杠杆推送气缸推动至杠杆上料端,最后由杠杆夹爪夹持至装配座进行装配,实现杠杆的逐个、稳定、快速装配。
21.本实用新型进一步设置为:所述的连接件装配装置包括连接件振动盘、连接件传输轨道、连接件转移座、转移座位移机构及连接件冲压机构,所述的连接件传输轨道一端与连接件振动盘的出料位置衔接,另一端与连接件转移座联通,所述的连接件传输轨道下方设置有驱动连接件沿连接件传输轨道移动的连接件直振,所述的连接件转移座在转移座位移机构驱动下移动,将连接件传输至装配座上方,所述的连接件冲压机构驱动设置有将连接件冲入装配座的连接件冲头。
22.通过采用上述技术方案,由连接件直振所驱动的连接件沿连接件传输轨道移动,并由连接件转移座转移至装配座上方,再由连接件冲头冲入装配座的组件内,实现连接件的稳定、快速装配。
23.本实用新型进一步设置为:所述的出料装置包括出料夹爪、出料位移机构及不合格品坡道,所述的不合格品坡道沿远离装配转盘的方向高度逐渐降低,所述的出料夹爪在出料位移机构的驱动下移动,将合格品从装配座夹持成品传输带,将不合格品从转配座夹持至不合格坡道。
24.通过采用上述技术方案,出料夹爪在将合格品夹持成品传输带的同时,还能将不合格品夹持至不合格坡道,使其沿不合格坡道滑走,到达不合格品收集处,单一工位满足两种成品的分类出料,提高出料效率。
附图说明
25.图1为内部组件的立体图;
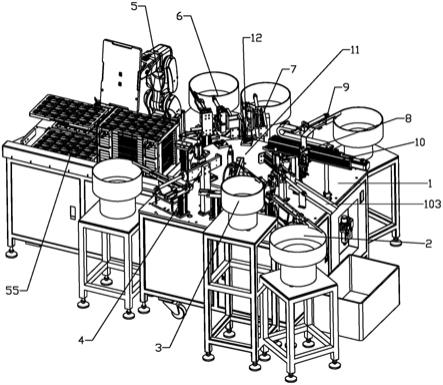
26.图2为本实用新型具体实施方式的立体图;
27.图3为本实用新型具体实施方式中双金属片总成装配装置的立体图;
28.图4为本实用新型具体实施方式中扭簧装配装置的立体图;
29.图5为图4中a的放大图;
30.图6为本实用新型具体实施方式中锁扣装配装置的立体图;
31.图7为本实用新型具体实施方式中轴装配装置的立体图;
32.图8为本实用新型具体实施方式中杠杆装配装置立体图;
33.图9为本实用新型具体实施方式中连接件装配装置的立体图;
34.图10为本实用新型具体实施方式中出料装置的立体图;
35.图11为本实用新型具体实施方式中圆柱弹簧装配装置的立体图。
具体实施方式
[0036] 下面将结合附图对本实用新型的技术方案进行清楚、完整地描述, 显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。 基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0037]
在本实用新型的描述中,需要说明的是,术语“中心”、“上
”ꢀ
、“下
”ꢀ
、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系, 仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语
ꢀ“
第一”、“第二”、“第三
”ꢀ
仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0038]
如图1所示,公开了内部组件的组装立体图,包括锁扣a、轴b、杠杆c、双金属片总成d、扭簧(位于视角的底部)、圆柱弹簧f、连接件g。
[0039]
如图2—图11所示,本实用新型公开了一种小型断路器内部组件自动装配设备,包括机架1,机架1设置有装配转盘11及驱动装配装盘旋转的旋转驱动装置,旋转驱动装置为分度盘及与分度盘配合的电机,装配转盘11的边缘沿周向等距设置有多个装配座12,机架1围绕装配转盘11沿装配座12传输方向依次设置有将锁扣置于装配座12的锁扣装配装置2、将轴插于锁扣的轴装配装置3、将杠杆装配于轴的杠杆装配装置4、将双金属片总成装配于轴的双金属片总成装配装置5、将扭簧装配于双金属片总成的扭簧装配装置6、将圆柱弹簧装配于杠杆的圆柱弹簧装配装置7、将连接件装配于锁扣的连接件装配装置9、检测扭簧和圆柱弹簧的检测装置8及将成品取出装配座12的出料装置10,将双金属片总成及与双金属片总成相关的扭簧的自动装配步骤集成于锁扣,从而省去人工将双金属片总成装装配于锁扣,同时合理利用流水线在装配其他部件时所消耗的时间,从而大大提高装配效率。
[0040]
双金属片总成装配装置5包括料盘55、装配机械臂51及装配平台52,料盘55设置有用于放置双金属片总成的取料槽,装配平台52设置有用于堆叠料盘55并与装配机械臂51位置相错的待装配位置521、用于堆叠料盘55并与装配机械臂位置相对的装配位置522及用于堆叠空料盘55的料盘55回收位置523,装配机械臂51前端设置有第一夹爪511、第二夹爪512及第三夹爪513,第一夹爪511及第二夹爪512分别用于夹持双金属片总成的两端,并将双金属片总成从装配位置522夹持至装配座12上进行装配,第三夹爪513限位于取料槽构成对料盘55的夹持,将位于装配位置522的空料盘55转移至料盘55回收位置523,装配平台52设置有将料盘55从待装配位置521推移至装配位置522的推移装置,由料盘55作为双金属片总成的载体,由第一夹爪511及第二夹爪512进行配合的方式,稳定夹持双金属片总成的复杂结构,从而实现其转移及装配步骤,同时,装配平台52还具有待装配位置521、装配位置522及料盘55回收位置523,待装配位置521用于保证双金属片总成的及时补充,机械臂前端的第三夹爪513则进一步将空料盘55转移功能的集成于机械臂,在料盘55的各个双金属片总成取走后及时将料盘55转移,保证装配的高效。
[0041]
推移装置设置有位于待装配位置521相对装配位置522另一侧的推板53及驱动推
板53沿待装配位置521及装配位置522排布方向移动的推板侧移机构,推板侧移机构为推板气缸531,待装配位置521及装配位置522两侧分别设置有对料盘55移动进行导向的导向块524,装配平台52位于装配位置522相对待装配位置521的另一侧设置有与料盘55限位配合的限位块525,导向块524配合限位块525,保证推板53稳定推动俩盘从待装配位置521至装配位置522的同时能够准确到位,保证装配位置522的料盘55在取走后能够快速、补充后续的双金属片总成。
[0042]
装配平台52位于装配位置522设置有支撑于料盘55底部的升降板54及驱动升降板54升降的升降驱动机构,升降驱动机构为升降气缸541,导向块524及限位块525向上延伸形成供料盘55上升的上升通道526,堆叠的料盘55在位于最上端的空料盘55被取走后能够自动上升,减少机械臂在取下一双金属片总成的移动幅度,从而提高装配效率,合理利用导向块524及限位块525,延伸形成上升通道,提高料盘55在上升过程中的稳定性。
[0043]
扭簧装配装置6包括扭簧振动盘61、扭簧传输轨道62、扭簧转移夹爪63、转移夹爪位移机构64、对位座65、对位座位移机构66及扭簧冲压机构67,扭簧传输轨道62一端与扭簧振动盘61的出料位置衔接,另一端作为扭簧上料端621,扭簧传输轨道62下方设置有驱动扭簧沿扭簧传输轨道62移动的扭簧直振622,对位座65竖向贯穿设置有放置扭簧的对位槽651,对位槽651与扭簧端部对应设置对位缺口652,扭簧转移夹爪63在转移夹爪位移机构64驱动下移动,将位于扭簧上料端621的扭簧夹持至对位槽651,转移夹爪位移机构64选择现有的xz轴移动装置,对位座65在对位座位移机构66驱动下移动,使对位座65移动至装配座上方,扭簧冲压机构67驱动设置有将扭簧冲压至装配座内的扭簧冲头671,转移夹爪位移机构64选择现有的yz轴移动装置,扭簧冲压机构67选择气缸,为保证扭簧的装配准确性,在扭簧夹爪将之前先由对位槽651进行周向对位,再由扭簧冲头冲入装配座的组件内,从而保证装配成功率。
[0044]
锁扣装配装置2包括锁扣振动盘21、锁扣传输轨道22、锁扣夹爪23及锁扣位移机构24,锁扣位移机构24采用现有的xyz轴移动装置,且驱动端设置驱动锁扣夹爪23旋转以调整周向朝向的电机,锁扣传输轨道22一端与锁扣振动盘21的出料位置衔接,另一端作为锁扣上料端221,锁扣传输轨道22下方设置有驱动锁扣沿锁扣传输轨道22移动的锁扣直振222,锁扣夹爪23在锁扣位移机构24驱动下移动,将位于锁扣上料端221的锁扣夹持至装配座12进行装配,由锁扣直振222所驱动的锁扣沿锁扣传输轨道22移动,在到达锁扣上料端221后,由锁扣夹爪23夹持至装配座12进行装配,实现锁扣的稳定、快速装配。
[0045]
轴装配装置3包括轴振动盘31、轴传输管道32、轴传输轨道33、轴推送气缸34、轴夹爪35及轴位移机构36,轴位移机构36采用现有的xyz轴移动装置,轴传输管道32一端与轴振动盘31的出料位置衔接,另一端延伸至轴传输轨道33中部并使轴直立于轴传输轨道33,轴传输轨道33一端用于轴推送气缸34,另一端作为轴上料端,轴推送气缸34将轴传输管道32所传输的轴推送至轴上料端,轴夹爪35在轴位移机构36驱动下移动,将位于轴上料端的轴夹持至装配座12进行装配,由轴振动盘31依次排列的轴由轴传输管道32转向并直立,由轴推送气缸34将位于轴传输轨道33推送至轴上料端,由轴夹爪35夹持至装配座12进行装配,实现轴的稳定、快速装配。
[0046]
杠杆装配装置4包括杠杆振动盘41、杠杆传输轨道42、杠杆侧移轨道42、杠杆推送气缸46、杠杆夹爪44及杠杆位移机构45,杠杆位移机构45采用现有的xyz轴移动装置,杠杆
传输轨道42一端与杠杆振动盘41的出料位置衔接,另一端与杠杆侧移轨道42侧面联通,杠杆传输轨道42下方设置有驱动杠杆沿杠杆传输轨道42移动的杠杆直振421,杠杆侧移轨道42一端用于安装杠杆推送气缸46,另一端作为杠杆上料端431,杠杆推送气缸46将杠杆传输轨道42所传输的杠杆推送至杠杆上料端431,杠杆夹爪44在杠杆位移机构45驱动下移动,将位于杠杆上料端431的杠杆夹持至装配座12进行装配,杠杆先由杠杆直振沿杠杆传输轨道42传输至杠杆侧移轨道42,再由杠杆侧移轨道42的杠杆推送气缸46推动至杠杆上料端431,最后由杠杆夹爪44夹持至装配座12进行装配,实现杠杆的逐个、稳定、快速装配。
[0047]
连接件装配装置9包括连接件振动盘91、连接件传输轨道92、连接件转移座93、连接件转移座位移机构94及连接件冲压机构95,连接件传输轨道92一端与连接件振动盘91的出料位置衔接,另一端与连接件转移座93联通,连接件传输轨道92下方设置有驱动连接件沿连接件传输轨道92移动的连接件直振921,连接件转移座93在连接件转移座位移机构94驱动下移动,将连接件传输至装配座上方,连接件转移座位移机构94选择现有的yz轴移动装置,连接件冲压机构95驱动设置有将连接件冲入装配座的连接件冲头951,由连接件直振所驱动的连接件沿连接件传输轨道92移动,并由连接件转移座93转移至装配座上方,再由连接件冲头冲入装配座的组件内,实现连接件的稳定、快速装配。
[0048]
圆柱弹簧装配装置7包括圆柱弹簧振动盘71、圆柱弹簧传输轨道72、圆柱弹簧转移座73、圆柱弹簧转移座位移机构74及圆柱弹簧冲压机构75,圆柱弹簧传输轨道72一端与圆柱弹簧振动盘71的出料位置衔接,另一端与圆柱弹簧转移座73联通,圆柱弹簧传输轨道72下方设置有驱动圆柱弹簧沿圆柱弹簧传输轨道72移动的圆柱弹簧直振721,圆柱弹簧转移座73在圆柱弹簧转移座位移机构74驱动下移动,将圆柱弹簧传输至装配座上方,圆柱弹簧转移座位移机构74选择现有的yz轴移动装置,圆柱弹簧冲压机构75驱动设置有将圆柱弹簧冲入装配座的圆柱弹簧冲头751。
[0049]
出料装置10包括出料夹爪101、出料位移机构102及不合格品坡道103,出料位移机构102不合格品坡道103沿远离装配转盘11的方向高度逐渐降低,出料夹爪101在出料位移机构102的驱动下移动,将合格品从装配座12夹持成品传输带,将不合格品从转配座夹持至不合格坡道,出料夹爪101在将合格品夹持成品传输带的同时,还能将不合格品夹持至不合格坡道,使其沿不合格坡道滑走,到达不合格品收集处,单一工位满足两种成品的分类出料,提高出料效率。
[0050]
检测扭簧和圆柱弹簧的检测装置8采用光电感应器。
[0051]
此外,上述未详述的装置及机构均采用现有结构实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1