一种磁吸装夹式无限旋转的切割夹持装置的制作方法
1.本实用新型涉及金属壳体切割技术领域,尤其涉及一种磁吸装夹式无限旋转的切割夹持装置。
背景技术:
2.目前,市面上的电池外壳材料较为广泛,外壳的外形尺寸,形状也是各不相同。外壳在油压机或压铸机成型后,在进行激光切割之前,都需要一套装夹装置固定,并且还要求能在稳定夹住壳体的同时进行旋转运动。
3.而常规的夹持装置为气动四爪自定心卡盘机构,该机构使用起来极为不便,需要根据产品的实际外形做一个转接治具装置。先把转接治具通过气动四爪自定心卡盘夹紧,然后再把需要切割的金属外壳固定在转接治具上,工序繁琐,整个机械结构显得十分庞大,而且整个装置的机加工成本很高,且加工精度不高。
技术实现要素:
4.本实用新型的目的是提供一种磁吸装夹式无限旋转的切割夹持装置,该装置在承载座上安装了电磁铁模组,通过电磁铁模组实现对待切割产品的吸附固定,使用方便、稳定性高,且采用模块化设计、制造成本低、通用性强。
5.为实现上述目的,采用以下技术方案:
6.一种磁吸装夹式无限旋转的切割夹持装置,包括固定座、安装于固定座上的旋转机构、与旋转机构驱动连接的旋转卡盘,以及固定安装于旋转卡盘上的并用于放置待切割产品的承载座;所述承载座上还安装有电磁铁模组,固定座上还安装有接线模组;所述接线模组用于为电磁铁模组接线通电,以便电磁铁模组将待切割产品吸附固定。
7.进一步地,所述承载座的外侧还活动安装有若干限位卡座,若干限位卡座用于将待切割产品限位固定。
8.进一步地,所述承载座的外侧还开设有若干安装孔,电磁铁模组包括若干电磁铁组件,且每一电磁铁组件对应安装于一安装孔内;所述电磁铁组件包括布置于安装孔内的电磁铁本体,以及用于将电磁铁本体固定的安装片。
9.进一步地,所述旋转机构包括安装于固定座一侧的旋转电机、布置于固定座另一侧的并与旋转电机的输出轴啮合连接的外齿圈、与外齿圈连接的交叉滚子轴承,以及安装于交叉滚子轴承一侧的转接环;所述旋转卡盘固定安装于转接环一侧。
10.进一步地,所述旋转卡盘的一侧周向上还间隔设有若干卡爪,且旋转卡盘的该侧中部还布置有定位柱;所述承载座的内侧经若干卡爪固定安装于旋转卡盘上,定位柱用于在安装承载座时对其定位。
11.进一步地,所述接线模组包括过线管,过线管的一端依次活动穿过固定座、交叉滚子轴承、转接环和旋转卡盘布置并与定位柱固定连接;所述过线管的另一端还设有出线管,且出线管的外壁还开设有出线孔;所述出线管的端部还设有导电滑环,且导电滑环上还设
有固定片,固定片用于将导电滑环固定安装于外部。
12.采用上述方案,本实用新型的有益效果是:
13.1)在使用时,无需人工进行机械夹持动作,只需人工远程控制电磁铁工作,即可完成对待切割产品的吸附夹持动作,使用方便,且操作安全性高;
14.2)采用模块化设计,可应用于多种需要对产品进行夹持的领域,通用性强,且整体设计合理、结构紧凑、制造成本低、稳定性高;
15.3)装置整体质量较轻,安装简单、便于维护,同时,可通过调整限位卡座的安装位置,以满足对不同产品的夹持限位的需求,泛用性强。
附图说明
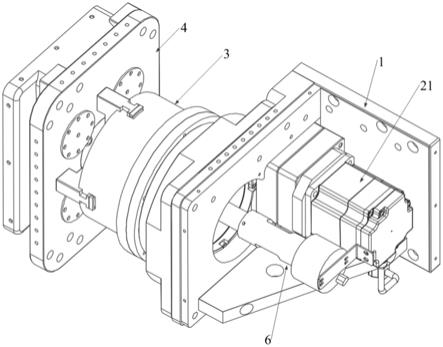
16.图1为本实用新型的立体图;
17.图2为图1省却固定座的另一视角的立体图;
18.图3为图2的另一视角的爆炸图;
19.其中,附图标识说明:
20.1—固定座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—旋转机构;
21.3—旋转卡盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—承载座;
22.5—电磁铁模组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—接线模组;
23.21—旋转电机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22—外齿圈;
24.23—交叉滚子轴承;
ꢀꢀꢀꢀꢀꢀ
24—转接环;
25.31—卡爪;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32—定位柱;
26.41—限位卡座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61—过线管;
27.62—出线管;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63—出线孔;
28.64—导电滑环;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65—固定片。
具体实施方式
29.以下结合附图和具体实施例,对本实用新型进行详细说明。
30.参照图1至3所示,本实用新型提供一种磁吸装夹式无限旋转的切割夹持装置,包括固定座1、安装于固定座1上的旋转机构2、与旋转机构2驱动连接的旋转卡盘3,以及固定安装于旋转卡盘3上的并用于放置待切割产品的承载座4;所述承载座4上还安装有电磁铁模组5,固定座1上还安装有接线模组6;所述接线模组6用于为电磁铁模组5接线通电,以便电磁铁模组5将待切割产品吸附固定。
31.其中,所述承载座4的外侧还活动安装有若干限位卡座41,若干限位卡座41用于将待切割产品限位固定;所述承载座4的外侧还开设有若干安装孔,电磁铁模组5包括若干电磁铁组件,且每一电磁铁组件对应安装于一安装孔内;所述电磁铁组件包括布置于安装孔内的电磁铁本体,以及用于将电磁铁本体固定的安装片;所述旋转机构2包括安装于固定座1一侧的旋转电机21、布置于固定座1另一侧的并与旋转电机21的输出轴啮合连接的外齿圈22、与外齿圈22连接的交叉滚子轴承23,以及安装于交叉滚子轴承23一侧的转接环24;所述旋转卡盘3固定安装于转接环24一侧。
32.所述旋转卡盘3的一侧周向上还间隔设有若干卡爪31,且旋转卡盘3的该侧中部还
布置有定位柱32;所述承载座4的内侧经若干卡爪31固定安装于旋转卡盘3上,定位柱32用于在安装承载座4时对其定位;所述接线模组6包括过线管61,过线管61的一端依次活动穿过固定座1、交叉滚子轴承23、转接环24和旋转卡盘3布置并与定位柱32固定连接;所述过线管61的另一端还设有出线管62,且出线管62的外壁还开设有出线孔63;所述出线管62的端部还设有导电滑环64,且导电滑环64上还设有固定片65,固定片65用于将导电滑环64固定安装于外部。
33.本实用新型工作原理:
34.继续参照图1至3所示,旋转机构2安装于固定座1上,固定座1可用于将该夹持装置固定于外部;本实施例中,限位卡座41的数量设置为4个,分别布置于承载座4的外侧四角(承载座4外侧四角还均设有若干固定孔,可根据实际使用场合,调整限位卡座41的安装位置,以满足对不同产品的夹持限位的需求,泛用性强),每一限位卡座41均采用l型结构,可将待切割产品初步限位固定;电磁铁组件的数量也设置为4个,可根据实际使用需求,自由设置其数量;安装时,可首先通过定位柱32对承载座4进行初步定位,要保证旋转卡盘3的外侧面与承载座4的内侧面贴合,才能保证安装的可靠性及稳定性;使用时,首先采集待切割产品的外观尺寸,然后依据该尺寸调整限位卡座41的安装位置;随后,将电磁铁本体布置于安装孔内,通过安装孔内的安装片将其固定;随后,把连接电磁铁本体的线材穿过过线管61,再从出线管62的出线孔63穿出与导电滑环64连接(导电滑环64中心可旋转,且两端附有固定安装孔);最后,通过上位机远程控制电磁铁本体开闭,进而对待切割产品进行吸附夹持,使用方便,且操作安全性高,同时,由于无需任何机械锁紧的步骤,且电磁铁的吸力是可以瞬间产生和消除的,没有延时,可提高工作效率。
35.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1