一种液性塑料涨紧磨齿夹具的制作方法
1.本实用新型涉及齿轮加工工装技术领域,特别是一种液性塑料涨紧磨齿夹具。
背景技术:
2.汽车齿轮精度要求高,一般都要求在国标6级精度以上,需要采用磨齿进行加工,同时磨齿夹具也需要稳定的复位精度,传统磨齿夹具采用交错剖口胀套配芯轴的结构方式装夹工件,夹具复位精度较差、使用寿命短。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种液性塑料涨紧磨齿夹具,以解决现有技术中夹具复位精度较差、使用寿命短的问题。
4.为实现上述目的,本实用新型的技术方案为:
5.一种液性塑料涨紧磨齿夹具,包括磨齿芯轴和涨套,所述磨齿芯轴包括沿其长度方向依次连接的安装端、中间端和套接端,所述涨套套设在所述套接端上,所述涨套的外周用于安装工件或校对件,所述套接端的外周侧壁与所述涨套的内周侧壁之间形成有环状的液性塑料容纳腔,所述套接端上远离所述中间端的一侧开设有液性塑料注入口,所述中间端上开设有液性塑料流出口,所述液性塑料注入口与所述液性塑料流出口之间通过第一通道相互连通,所述第一通道与所述液性塑料容纳腔之间设置有第二通道,所述液性塑料注入口处设置有第一密封件,所述液性塑料流出口处设置有第二密封件。
6.优选的,所述第一密封件包括沉头螺钉、密封圈和堵塞,所述堵塞通过所述沉头螺钉和所述密封圈密封安装在所述液性塑料注入口处。
7.优选的,所述第二密封件为带密封圈的密封螺钉。
8.优选的,所述安装端、所述中间端和所述套接端为一体成型结构,且所述中间端的外径大于所述安装端和所述套接端。
9.优选的,所述涨套靠近所述中间端的一侧形成有环状凸缘,所述环状凸缘的一端与所述中间端相互抵接,另一端与所述工件或所述校对件抵接。
10.优选的,位于所述液性塑料容纳腔左右两侧的涨套的内周侧壁与所述套接端的外周侧壁之间过盈配合。
11.本实用新型的有益效果是:本实用新型提供的液性塑料涨紧磨齿夹具,通过液性塑料注入口注入液性塑料,液性塑料依次经第一通道和第二通道填充至液性塑料容纳腔,待液性塑料容纳腔内部填充完后,继续经第一通道至液性塑料流出口流出,然后通过第二密封件将其密封,再通过第一密封件将液性塑料注入口密封,使得液性塑料容纳腔内的液性塑料产生压力,进而使得涨套产生弹性变形,对套接在涨套上的工件或校对件实现涨紧定位,便于后续加工,在加工完成后,通过调节第一密封件,即可释放液性塑料的压力,涨套变形恢复,方便后续继续对未加工的工件进行装夹,具有复位精度高,使用寿命长,结构简单,便于实现批量加工的优势。
附图说明
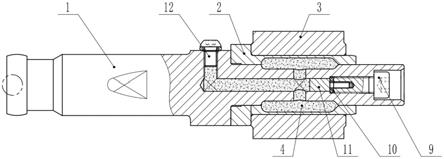
12.图1为本实用新型的结构示意图;
13.图2为本实用新型中磨齿芯轴的结构示意图;
14.图3为本实用新型中涨套的结构示意图。
15.附图标记说明:
16.1、磨齿芯轴;1
‑
1、安装端;1
‑
2、中间端;1
‑
3、套接端;2、涨套;3、工件;4、液性塑料容纳腔;5、液性塑料注入口;6、液性塑料流出口;7、第一通道;8、第二通道;9、沉头螺钉;10、密封圈;11、堵塞;12、密封螺钉;13、环状凸缘。
具体实施方式
17.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
18.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
19.实施例:
20.参考图1至图3所示,一种液性塑料涨紧磨齿夹具,包括磨齿芯轴1和涨套2,所述磨齿芯轴1包括沿其长度方向依次连接的安装端1
‑
1、中间端1
‑
2和套接端1
‑
3,所述涨套2套设在所述套接端1
‑
3上,所述涨套2的外周用于安装工件3或校对件,所述套接端1
‑
3的外周侧壁与所述涨套2的内周侧壁之间形成有环状的液性塑料容纳腔4,所述套接端1
‑
3上远离所述中间端1
‑
2的一侧开设有液性塑料注入口5,所述中间端1
‑
2上开设有液性塑料流出口6,所述液性塑料注入口5与所述液性塑料流出口6之间通过第一通道7相互连通,所述第一通道7与所述液性塑料容纳腔4之间设置有第二通道8,所述液性塑料注入口5处设置有第一密封件,所述液性塑料流出口6处设置有第二密封件。
21.本实施例中,通过液性塑料注入口5注入液性塑料,液性塑料依次经第一通道7和第二通道8填充至液性塑料容纳腔4,待液性塑料容纳腔4内部填充完后,继续经第一通道7至液性塑料流出口6流出,然后通过第二密封件将其密封,本实施例中,第二密封件为带密封圈的密封螺钉12,再通过第一密封件将液性塑料注入口5密封,第一密封件包括沉头螺钉9、密封圈10和堵塞11,所述堵塞11通过所述沉头螺钉9和所述密封圈10密封安装在所述液性塑料注入口5处,即拧紧沉头螺钉9挤压堵塞11进而使得液性塑料容纳腔4内的液性塑料产生压力,进而使得涨套2产生弹性变形,对套接在涨套上的工件或校对件实现涨紧定位(在初始阶段,套接校对件进行校验,校验合格后即可取下校对件安装待加工的工件进行批量加工),便于后续加工,在加工完成后,通过调节拧松沉头螺钉9,即可释放液性塑料的压力,涨套2变形恢复,方便后续继续对未加工的工件进行装夹,具有复位精度高,使用寿命长,结构简单,便于实现批量加工的优势。
22.本实施例中,所述安装端1
‑
1、所述中间端1
‑
2和所述套接端1
‑
3为一体成型结构,且所述中间端1
‑
2的外径大于所述安装端1
‑
1和所述套接端1
‑
3;所述涨套2靠近所述中间端 1
‑
2的一侧形成有环状凸缘13,所述环状凸缘13的一端与所述中间端1
‑
2相互抵接,另一端与所述工件3或所述校对件抵接。中间端1
‑
2和环状凸缘13可起到一定的轴向定位效果,避免涨套2和工件3的轴向移动,保证加工精度。
23.本实施例中,位于所述液性塑料容纳腔4左右两侧的涨套2的内周侧壁与所述套接端1
‑
3 的外周侧壁之间过盈配合,以保障液性塑料容纳腔4的密封性能。
24.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1