一种割草机装配用攻丝机的制作方法
1.本技术涉及攻丝机的领域,尤其是涉及一种割草机装配用攻丝机。
背景技术:
2.攻丝机是割草机在装配过程中一种常用的设备,割草机上的各个零件进行装配时,需要先在零件上攻螺纹孔,然后通过螺纹孔和螺栓的连接来将各个零件进行连接装配,在零件上攻螺纹孔时,就需要用到攻丝机。
3.如公布号为cn112496472a、申请日为2020年10月9日的中国专利公开了一种攻丝机,包括攻丝机壳体,所述攻丝机壳体的一侧外表面设置有控制面板,所述攻丝机壳体的后端外表面设置有伺服电机,所述攻丝机壳体的上端外表面设置有顶盖,所述顶盖的上端外表面设置有易拆防护机构,所述攻丝机壳体的下端外表面设置有精准定位机构与电动升降柱,所述精准定位机构位于电动升降柱的一侧,所述精准定位机构的下端外表面设置有攻丝装置,所述电动升降柱的下端外表面设置有安装栓。所述安装栓的下端外表面设置有防滑固定底座。上述攻丝机在进行攻丝操作时,将零件放置在防滑固定底座上,然后通过电动攻丝装置对零件进行打孔,同时通过精准定位机构中的位置感应装置防止攻丝装置在进行作业时发生偏移,导致位置不准确。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:
5.零件放置在防滑固定底座上,在攻丝的过程中,丝锥与零件之间存在较大的摩擦力,丝锥的转动容易带动零件同步转动,影响攻丝效果。
技术实现要素:
6.为了解决丝锥的转动容易带动零件同步转动的问题,本技术提供一种割草机装配用攻丝机。
7.本技术提供的一种割草机装配用攻丝机采用如下的技术方案:
8.一种割草机装配用攻丝机,包括底座,所述底座上安装有用于夹持待加工零件的夹持机构,所述夹持机构包括固定组件和驱动组件,所述固定组件包括第一夹持臂和第二夹持臂,所述第一夹持臂和所述第二夹持臂均安装于所述底座,所述驱动组件安装于所述第一夹持臂和所述第二夹持臂上、并驱动所述第一夹持臂和所述第二夹持臂相互靠近/远离,从而对零件进行夹持。
9.通过采用上述技术方案,在使用攻丝机对零件加工前,先将零件夹持在固定组件上,然后操作驱动组件,使第一夹持臂和第二夹持臂相互靠近/远离,从而对零件进行夹持,以配合存在不同公差的零件。
10.可选的,所述固定组件还包括固定臂,所述固定臂安装于所述底座上,所述底座上设置有两转轴,所述第一夹持臂和所述第二夹持臂分别转动连接于两所述转轴,所述第一夹持臂和所述第二夹持臂分别位于所述固定臂两侧。
11.通过采用上述技术方案,第一夹持臂和第二夹持臂能够与固定臂发生相对转动,
从而夹持零件,驱动组件控制第一夹持臂和第二夹持臂间的相互靠近/远离运动,从而配合存在不同公差的零件。
12.可选的,所述固定臂、所述第一夹持臂和所述第二夹持臂均呈弧形。
13.通过采用上述技术方案,弧形的固定臂、第一夹持臂和第二夹持臂对不同公差零件的适用性更好。
14.可选的,所述驱动组件包括锁紧杆和用于驱动锁紧杆的驱动块,所述锁紧杆与所述第一夹持臂轴向限位、径向滑移、周向转动连接,所述锁紧杆与所述第二夹持臂滑移连接,所述驱动块螺纹连接于所述锁紧杆,所述第一夹持臂和所述第二夹持臂位于所述驱动块的同一侧,所述驱动块轴向限位、周向转动连接于所述第二夹持臂。
15.通过采用上述技术方案,转动驱动块时,由于驱动块轴向限位、周向转动连接于第二夹持臂,锁紧杆与驱动块发生相对滑移,又由于锁紧杆与第一夹持臂轴向限位、径向滑移、周向转动连接,锁紧杆与第二夹持臂滑移连接,因此使第二夹持臂作靠近/远离第一夹持臂的滑移,第一夹持臂和第二夹持臂间的空间大小发生改变,从而适应不同公差的零件。
16.可选的,所述锁紧杆远离所述第一夹持臂的一端固定连接有抵接块。
17.通过采用上述技术方案,转动驱动块,使螺杆向远离第二夹持臂的方向滑移,直至抵接块抵接在驱动块上,锁紧杆无法继续滑移,这样锁紧杆始终会与驱动块连接,不会脱离丢失。
18.可选的,所述底座上设置有安装座,所述安装座滑移安装于所述底座,所述固定臂安装于所述安装座,所述安装座上设置有用于将所述安装座锁紧于所述底座的锁紧件。
19.通过采用上述技术方案,夹持机构夹持住零件以后,零件的打孔位置不一定能够正好配合丝锥,将安装座滑移安装在底座上,调整安装座的位置,然后使用锁紧件进行锁紧固定,这样可以对零件所固定的位置进行调整,以适应不同的零件打孔位置,从而使攻丝效果更好。
20.可选的,所述锁紧件为螺杆,所述螺杆转动连接于所述底座,所述安装座周向限位、螺纹连接于所述螺杆。
21.通过采用上述技术方案,转动螺杆将安装座滑移至所需位置后,进行夹持机构位置的微调。
22.可选的,所述固定臂固定连接于所述安装座。
23.通过采用上述技术方案,固定臂固定连接在安装座上能够增强固定组件的稳固性。
24.可选的,所述固定臂包括第一固定臂和第二固定臂,所述第一固定臂和所述第二固定臂分别滑移连接于所述安装座,所述第一固定臂和所述第二固定臂间也连接有用于驱动所述第一固定臂和所述第二固定臂相互靠近/远离的所述驱动组件。
25.通过采用上述技术方案,固定臂也可以进行松紧调整,能够适应更多规格的零件。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.攻丝时,夹持机构对零件进行夹持,减小零件被丝锥带动旋转的可能性;
28.2.夹持机构能够适应不同公差和不同形状、大小的零件;
29.3.夹持机构在底座上的位置能够进行调整。
附图说明
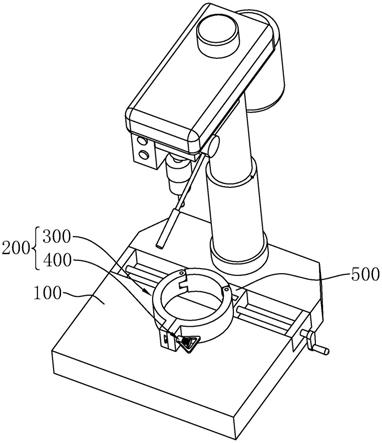
30.图1是本技术实施例一的攻丝机整体结构示意图。
31.图2是本技术实施例一的夹持机构结构示意图。
32.图3是图2中的a部放大结构示意图。
33.图4是本技术实施例一的锁紧杆与连接块连接结构示意图。
34.图5是本技术实施例二的攻丝机整体结构示意图。
35.附图标记:100、底座;110、滑移槽;200、夹持机构;300、固定组件;310、固定臂;311、第一固定臂;312、第二固定臂;320、第一夹持臂;330、第二夹持臂;340、转轴;350、连接块;351、杆槽;400、驱动组件;410、锁紧杆;411、杆块;420、驱动块;500、安装座;600、转动手柄;700、抵接块;800、螺杆;900、把手。
具体实施方式
36.以下结合附图1
‑
5对本技术作进一步详细说明。
37.实施例1:本技术实施例公开一种割草机装配用攻丝机,参照图1,包括底座100,底座100上安装有安装座500,安装座500上安装有用于夹持待加工零件的夹持机构200,夹持机构200包括固定组件300和驱动组件400,固定组件300安装在安装座500上,驱动组件400安装于固定组件300上。
38.参照图1和图2,固定组件300包括固定臂310、第一夹持臂320和第二夹持臂330,固定臂310、第一夹持臂320和第二夹持臂330均呈弧形,固定臂310固定连接于安装座500上,固定臂310的两端均固定连接有转轴340,转轴340竖直设置,第一夹持臂320和第二夹持臂330的端部分别转动连接于两转轴340上。
39.参照图3和图4,驱动组件400包括锁紧杆410和驱动块420,锁紧杆410上设置有螺纹,第一夹持臂320和第二夹持臂330远离固定臂310的一端均固定连接有连接块350,第一夹持臂320上的连接块350上开设有供锁紧杆410滑移的杆槽351,杆槽351沿水平方向开设,锁紧杆410穿设于两连接块350内,锁紧杆410远离驱动块420的一端固定连接有杆块411,杆块411的截面呈圆形,杆块411嵌于杆槽351内,锁紧杆410通过杆块411和杆槽351周向转动、径向滑移、轴向限位连接于第一夹持臂320上的连接块350,锁紧杆410与第二夹持臂330上的连接块350滑移连接,驱动块420的截面呈环形,驱动块420通过轴承周向转动、轴向限位连接于第二夹持臂330上的连接块350,驱动块420内壁设置有螺纹,锁紧杆410与驱动块420螺纹连接,两连接块350位于驱动块420的同一侧。
40.为了便于转动驱动块420,在驱动块420上设置有转动手柄600,转动手柄600呈三角形的框状,转动手柄600的一端与驱动块420固定连接,转动手柄600位于驱动块420远离连接块350的一侧。
41.当转动驱动块420时,锁紧杆410会被驱动块420带动发生滑移,使第一夹持臂320向第二夹持臂330靠近,直至两连接块350相互抵接,若反向转动驱动块420,第一夹持臂320向第二夹持臂330远离,同时锁紧杆410向驱动块420远离,直至与驱动块420脱离,这样容易使锁紧杆410丢失。
42.因此在锁紧杆410的端部固定连接有抵接块700,抵接块700的截面呈圆形,抵接块700位于驱动块420远离连接块350的一侧,反向转动驱动块420,使锁紧杆410向远离驱动块
420的方向滑移,直至抵接块700抵接在驱动块420上,锁紧杆410无法继续滑移,这样锁紧杆410不会因为滑移过度而与驱动块420脱离。
43.为了使零件的夹持位置能够进行微调,安装座500滑移安装于底座100,底座100上开设有滑移槽110,滑移槽110内沿长度方向设置有锁紧件,锁紧件为螺杆800,螺杆800转动连接于滑移槽110内壁,螺杆800的一端伸出底座100外侧,螺杆800伸出底座100外的端部固定连接有把手900,安装座500嵌于滑移槽110内,螺杆800穿设于安装座500内、与安装座500螺纹连接,安装座500周向限位、轴向滑移连接于螺杆800上。
44.转动把手900,把手900带动螺杆800转动,由于安装座500的侧壁与滑移槽110的内壁抵接,安装座500不会与螺杆800作同步转动,而是在滑移槽110内作轴向滑移。
45.本技术实施例一种割草机装配用攻丝机的实施原理为:
46.在使用攻丝机对零件加工前,先操作把手900通过螺杆800将安装座500滑移至所需位置,然后将零件放置在底座100上,操作驱动块420使锁紧杆410向靠近驱动块420的方向滑移,根据零件的大小将第一夹持臂320和第二夹持臂330转动至相应的间距,直至将零件夹紧。
47.零件加工完毕后,需要松开夹持机构200将零件取出,反向转动驱动块420,使锁紧杆410向远离驱动块420的方向滑移,此时第一夹持臂320和第二夹持臂330的间距变大,不再将零件夹紧,即可将零件取出。
48.实施例2:参照图5,与实施例1的不同之处在于,固定臂310包括第一固定臂311和第二固定臂312,第一固定臂311和第二固定臂312分别通过转轴340转动连接于安装座500,第一固定臂311和第二固定臂312均沿螺杆800的轴向滑移连接于安装座500,第一固定臂311和第二固定臂312远离转轴340的端部均连接有连接块350,两连接块350间也连接有驱动组件400,驱动组件400驱动第一固定臂311和第二固定臂312作相对/相背的滑移运动。
49.本技术实施例一种割草机装配用攻丝机的实施原理为:
50.在夹持零件时,第一固定臂311和第二固定臂312也可以通过驱动组件400进行滑移调整,能够适应更多规格的零件。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1