镶合金密封槽切槽刀的制作方法
1.本实用新型涉及刀具技术领域,特别是涉及一种镶合金密封槽切槽刀。
背景技术:
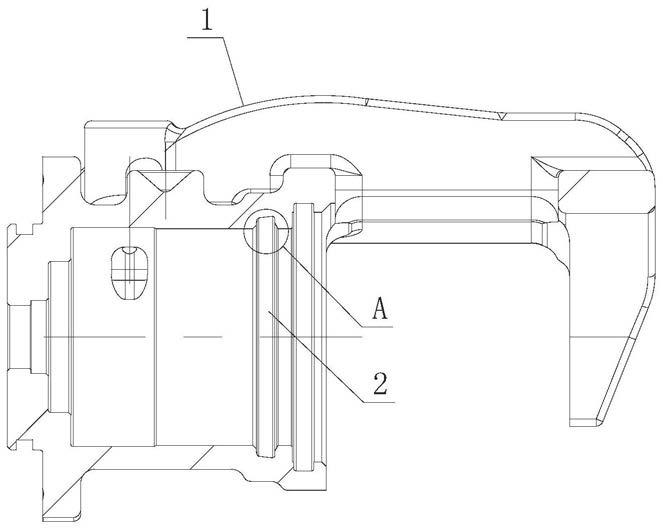
2.卡钳是一种机械领域常用的辅助工具,可用于加工工件的夹持固定,便于对工件的加工和测量。如图1和图2所示,卡钳1的内孔侧壁中设有密封槽2,为了提高卡钳1的密封效果,采用了特殊形状的密封件,因此,与密封件匹配的密封槽2的轮廓也为不规则形状,密封槽底部21为倾斜设置,密封槽2的两侧壁具有多个弯折面,且前侧壁22和后侧壁23的形状不相同,因此,采用常规的切槽刀无法实现一次性成型,需要通过多种刀具的组合以及进行多次加工才能完成,加工过程比较繁琐,且由于多次更换刀具会导致加工精度无法保证。
技术实现要素:
3.本实用新型所要解决的技术问题是:为了克服现有技术中的不足,本实用新型提供一种镶合金密封槽切槽刀。
4.本实用新型解决其技术问题所要采用的技术方案是:一种镶合金密封槽切槽刀,包括一体连接的刀体和刀头,所述刀头上设有两个a齿形刀片和两个b齿形刀片,且两个a齿形刀片和两个b齿形刀片交错且均匀的分布在刀头的圆周上,形成“十”字分布;a齿形刀片上设有a齿切削刃,所述a齿切削刃用于切削成型卡钳密封槽的前侧壁;b齿形刀片上设有b齿切削刃,所述b齿切削刃用于切削成型卡钳密封槽的后侧壁。
5.由于受卡钳的密封槽形状的限制,因此,a齿形刀片的切削刃形状是根据密封槽的前侧壁轮廓设计的,具体的,所述a齿切削刃位于a齿形刀片的前侧,且从齿顶到齿根包括依次连接的a齿第一圆弧部、a齿第一直线部、a齿第二直线部和a齿第二圆弧部,且a齿第一圆弧部用于对刀尖起到保护作用,是半径r1为0.2mm的外凸圆弧,过渡连接在齿顶线与a齿第一直线部之间;由于密封槽的前侧壁从密封槽底部开始具有两段与轴截面之间的倾斜角度分别为45
°
和10
°±
10’轮廓线段,因此,受工件槽型的限制,a齿第一直线部向外侧倾斜且与轴截面之间的夹角α为30
°
,长度与密封槽尺寸匹配;a齿第二直线部沿轴截面竖直向下延伸且长度与密封槽尺寸匹配;a齿第二圆弧部是半径r2为2mm的内凹圆弧,一端与a齿第二直线部过渡连接,另一端延伸至加工完成后的前侧壁的最前端,a齿第二圆弧部除了对刀尖的保护作用,还具有断屑保护的作用。
6.进一步,为了保证工件的加工尺寸,所述a齿第二直线部与加工成型后的前侧壁的轮廓线之间留有一定余量h1,且余量h1为0.2
‑
0.3mm。该余量h1为密封槽的前侧壁粗加工到精加工的余量。
7.同样的,由于受卡钳的密封槽形状的限制,因此,b齿形刀片的切削刃形状是根据密封槽的后侧壁轮廓设计的,具体的,所述b齿切削刃位于b齿形刀片的后侧,且从齿顶到齿根包括依次连接的b齿第一圆弧部、b齿第一直线部、b齿第二直线部和b齿第二圆弧部,且b齿第一圆弧部用于对刀尖起到保护作用,是半径r3为0.2mm的外凸圆弧,过渡连接在齿顶线
与b齿第一直线部之间;由于密封槽的后侧壁从密封槽底部开始具有一段与轴截面之间的倾斜角度为60
°±
10’轮廓线段,因此,受工件槽型的限制,b齿第一直线部向外侧倾斜且与轴截面之间的夹角β为45
°
,长度与密封槽尺寸匹配;b齿第二直线部竖直向下延伸且长度与密封槽尺寸匹配;b齿第二圆弧部是半径r4为1.5mm的内凹圆弧,一端与b齿第二直线部过渡连接,另一端延伸至加工完成后的后侧壁的最后端,b齿第二圆弧部除了对刀尖的保护作用,还具有断屑保护的作用。
8.进一步,为了保证工件的加工尺寸,所述b齿第二直线部与加工成型后的后侧壁的轮廓线之间留有一定余量h2,且余量h2为0.2
‑
0.3mm。该余量h2为密封槽的后侧壁粗加工到精加工的余量。
9.进一步,为了提高刀片的耐磨性,所述两个a齿形刀片和两个b齿形刀片均为镶合金刀片。
10.具体的,刀片上镶的合金采用硬质合金钨钢。
11.本实用新型的有益效果是:本实用新型提供的一种镶合金密封槽切槽刀,用于卡钳密封槽的一次性成型加工,通过a和b两种齿形组合成型,每种齿形均对称设置,分齿切削,分解应力,受力点均匀,抗冲击性佳,断屑性能好。
附图说明
12.下面结合附图和实施例对本实用新型作进一步说明。
13.图1是待加工工件的结构示意图。
14.图2是图1中a处的放大结构示意图。
15.图3是本实用新型切槽刀以及加工位置的结构示意图。
16.图4是本实用新型切槽刀的刀头的结构示意图。
17.图5是a齿形刀片的结构示意图。
18.图6是b齿形刀片的结构示意图。
19.图中:1、卡钳,2、密封槽,21、密封槽底部,22、前侧壁,23、后侧壁,3、刀体,4、刀头,5、a齿形刀片,51、a齿切削刃,511、a齿第一圆弧部,512、a齿第一直线部,513、a齿第二直线部,514、a齿第二圆弧部,6、b齿形刀片,61、b齿切削刃,611、b齿第一圆弧部,612、b齿第一直线部,613、b齿第二直线部,614、b齿第二圆弧部。
具体实施方式
20.现在结合附图对本实用新型作详细的说明。此图为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
21.如图3和图4所示,本实用新型的一种镶合金密封槽切槽刀,包括一体连接的刀体3和刀头4,所述刀头4上设有两个a齿形刀片5和两个b齿形刀片6,且两个a齿形刀片5和两个b齿形刀片6交错且均匀的分布在刀头4的圆周上,形成“十”字分布;a齿形刀片5上设有a齿切削刃51,所述a齿切削刃51用于切削成型卡钳1密封槽2的前侧壁22;b齿形刀片6上设有b齿切削刃61,所述b齿切削刃61用于切削成型卡钳1密封槽2的后侧壁23。
22.如图5所示,由于受卡钳的密封槽2形状的限制,因此,a齿形刀片5的切削刃形状是根据密封槽2的前侧壁22轮廓设计的,具体的,所述a齿切削刃51位于a齿形刀片5的前侧,且
从齿顶到齿根包括依次连接的a齿第一圆弧部511、a齿第一直线部512、a齿第二直线部513和a齿第二圆弧部514,且a齿第一圆弧部511是半径r1为0.2mm的外凸圆弧,过渡连接在齿顶线与a齿第一直线部512之间;a齿第一直线部512向外侧倾斜且与轴截面之间的夹角α为30
°
,长度与密封槽2尺寸匹配;a齿第二直线部513竖直向下延伸且长度为1.28mm;a齿第二圆弧部514是半径r2为2mm的内凹圆弧,一端与a齿第二直线部513过渡连接,另一端延伸至加工完成后的前侧壁22的最前端。本实施例中为了预留足够的粗加工到精加工的余量,作为优选所述a齿第二直线部513与加工成型后的前侧壁22的轮廓线之间余量h1为0.3mm。
23.如图6所示,同样的,由于受卡钳的密封槽2形状的限制,因此,b齿形刀片6的切削刃形状是根据密封槽2的后侧壁23轮廓设计的,具体的,所述b齿切削刃61位于b齿形刀片6的后侧,且从齿顶到齿根包括依次连接的b齿第一圆弧部611、b齿第一直线部612、b齿第二直线部613和b齿第二圆弧部614,且b齿第一圆弧部611是半径r3为0.2mm的外凸圆弧,过渡连接在齿顶线与b齿第一直线部612之间;b齿第一直线部612向外侧倾斜且与轴截面之间的夹角β为45
°
,长度与密封槽2尺寸匹配;a齿第二直线部513竖直向下延伸且长度与密封槽2尺寸匹配;a齿第二圆弧部514是半径r4为1.5mm的内凹圆弧,一端与b齿第二直线部613过渡连接,另一端延伸至加工完成后的后侧壁23的最后端。本实施例中为了预留足够的粗加工到精加工的余量,作为优选所述b齿第二直线部613与加工成型后的后侧壁23轮廓线之间的余量h2为0.3mm。为了提高刀片的耐磨性,所述两个a齿形刀片和两个b齿形刀片均为镶合金刀片。本实施例中,所述合金采用硬质合金钨钢。
24.加工过程:
25.首先加工出卡钳1中部的光孔,然后采用本实用新型的切槽刀进入光孔内,进给到密封槽2所在轴向的位置,径向进给切槽刀,使a齿形刀片5和b齿形刀片6同时加工出密封槽2的前侧壁22和后侧壁23,加工到位后退刀。
26.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关的工作人员完全可以在不偏离本实用新型的范围内,进行多样的变更以及修改。本项实用新型的技术范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1