转向器外拉杆自动拧紧机的制作方法
1.转向器外拉杆自动拧紧机有效解决了转向器外拉杆的自动装配问题。属于精密装配设备领域。
背景技术:
2.目前国内生产的转向器外拉杆自动拧紧机全部采用手动拧紧或半自动拧紧的方式,装配时间长,可靠性低,不能满足自动化生产的要求。基于此,我们研制出的转向器外拉杆自动拧紧机,使之在拧紧力矩满足要求的基础上,实现了外拉杆的自动装配,并在拧紧的过程中可实现力矩的自动监控。填补了国内此项空白。
技术实现要素:
3.本发明提供一种转向器外拉杆自动拧紧机。设备采用气缸作为壳体夹紧的动力源,保证在拧紧的过程中壳体不发生晃动。采用电动拧紧机作为小螺母拧紧的动力源,既能保证小螺母的拧紧力矩又可对拧紧力矩进行全程监测,并可根据需要调整拧紧速度。并采用伺服电机作为obj拧紧的动力源,有效控制拧紧停止位置;obj拧紧头横向移动也由伺服电机控制,可满足不同长度工件自动装配需求。
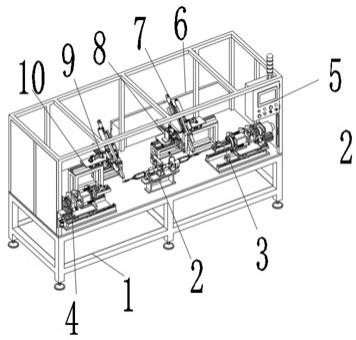
4.转向器外拉杆自动拧紧机所采用的的技术方案是:由机架1、夹具机构2、右拉杆拧紧机构3、左拉杆拧紧机构4、触摸屏操控板5、plc电气控制箱6、右螺母拧紧机构7、右拉杆扶正机构8、左拉杆扶正机构9和左螺母拧紧机构10组成。夹具机构2、右拉杆拧紧机构3、左拉杆拧紧机构4、右螺母拧紧机构7、右拉杆扶正机构8、左拉杆扶正机构9和左螺母拧紧机构10分别与机架1通过螺栓连接;右拉杆拧紧机构3、左拉杆拧紧机构4分别与触摸屏操控板5和plc电气控制箱6通过数据线连接;右螺母拧紧机构7、左螺母拧紧机构10分别与触摸屏操控板5和plc电气控制箱6通过数据线连接。
5.电气控制方面采用plc和触摸屏进行控制,采用电动拧紧机和伺服电机及气缸作为动力源,负责设备的全部运行指令及实施。
6.转向器外拉杆自动拧紧机的增益效果:
7.在结构上:设备实现了拧紧过程的全自动,节省了人力成本。并能自动判定拧紧力矩,减少了人工参与,提高了装配效率与可靠性。采用触摸屏作为人工界面,使操作简单化的同时,也使操作数据的设定更加灵活,使之能满足不同工件的装配要求。设备台架下半部分采用框架式焊接,保证了设备在拧紧过程中的稳定性。台架上半部分采用型材支撑结构,既美观又减少了设备整体重量。
8.在控制上:应用伺服电机作为obj前进动力源,动作准确迅速;应用电动拧紧机作为小螺母拧紧的动力源,可对拧紧力矩进行精确控制与实时监控,满足装配工艺要求。
附图说明
9.图1为本发明的整机轴侧图;
10.图2为本发明夹具机构的轴侧图;
11.图3为本发明右拉杆扶正机构的轴侧图;
12.图4为本发明左螺母拧紧机构的轴侧图;
13.图5为本发明左拉杆拧紧机构的轴侧图。
具体实施方式
14.参照图1所示,转向器外拉杆自动拧紧机由机架1、夹具机构2、右拉杆拧紧机构3、左拉杆拧紧机构4、触摸屏操控板5、plc电气控制箱6、右螺母拧紧机构7、右拉杆扶正机构8、左拉杆扶正机构9和左螺母拧紧机构10组成。夹具机构2、右拉杆拧紧机构3、左拉杆拧紧机构4、右螺母拧紧机构7、右拉杆扶正机构8、左拉杆扶正机构9和左螺母拧紧机构10分别与机架1通过螺栓连接;右拉杆拧紧机构3、左拉杆拧紧机构4分别与触摸屏操控板5和plc电气控制箱6通过数据线连接;右螺母拧紧机构7、左螺母拧紧机构10分别与触摸屏操控板5和plc电气控制箱6通过数据线连接。
15.参照图2所示,工形板2-1与机架通过螺栓连接;工形板2-1与夹具底板2-2通过螺栓连接;工件支撑座2-3与夹具底板2-2通过螺栓连接;压块孔支撑块2-4与夹具底板2-2通过螺栓连接;小齿轮支撑块2-5与夹具底板2-2通过螺栓连接;壳体支撑块2-6与与夹具底板2-2通过螺栓连接;夹具气缸安装板2-7与夹具底板2-2通过螺栓连接;夹具气缸安装板2-7与夹具气缸2-8通过螺栓连接;u型块2-9与夹具气缸2-8通过螺纹连接;u型块2-9与压紧杆2-10通过通过铰链销连接;压紧杆2-10与连接片2-11通过铰链销连接;旋转座2-12与连接片2-11通过铰链销连接;旋转座2-12与夹具气缸安装板2-7通过螺栓连接;压紧杆2-10与压头2-13通过旋钮柱塞连接。
16.参照图3所示,扶正底座8-1与机架通过螺栓连接;扶正调节导轨8-2与扶正底座8-1通过螺栓连接;扶正调节导轨8-2与扶正底板8-3通过螺栓连接;扶正前进座8-4与扶正底板8-3通过螺栓连接;扶正前进座8-4与扶正前进气缸8-5通过螺栓连接;扶正前进底板8-7与扶正前进气缸8-5通过浮动接头连接;扶正前进底板8-7与前进导向轴8-6通过螺栓连接;扶正气缸安装板8-8与扶正前进底板8-7通过螺栓连接;扶正气缸8-9与扶正气缸安装板8-8通过螺栓连接;扶正块8-10与扶正气缸8-9通过螺栓连接。
17.参照图4所示,螺母拧紧底座10-1与机架通过螺栓连接;螺母拧紧底座10-1与平移导轨10-2通过螺栓连接;平移底板10-3与平移导轨10-2通过螺栓连接;随动气缸10-4与平移底板10-3通过螺栓链接;随动导轨10-5与拧紧架10-6通过螺栓连接;随动气缸10-4与与拧紧架10-6通过浮动接头连接;前进气缸架10-7与拧紧架10-6通过螺栓连接;前进气缸10-8与前进气缸架10-7通过螺栓连接;前进导轨10-9与拧紧架10-6通过螺栓连接;前进底板10-10与前进导轨10-9通过螺栓连接;电动拧紧机ⅰ10-11与前进底板10-10通过螺栓连接;螺母拧紧头10-12与电动拧紧机ⅰ10-11通过螺栓连接。
18.参照图5所示,拧紧前进伺服安装板4-1与拧紧前进伺服4-2通过螺栓连接;同步轮ⅰ4-3与左拧紧前进伺服4-2通过免键轴衬连接;同步轮ⅰ4-3与同步轮ⅱ4-5通过同步带连接;同步轮ⅱ4-5与前进丝杠4-7与同步轮ⅱ4-5通过免键轴衬连接;前进丝杠4-7与前进轴承室4-6通过螺母拧紧;前进轴承室4-6与前进底板4-4通过螺栓连接;底层导轨4-8与前进底板4-4通过螺栓连接;底层移动板4-9与底层导轨4-8通过螺栓连接;缓冲气缸4-10与缓冲
气缸架4-11通过螺栓连接;底层移动板4-9与缓冲气缸架4-11通过螺栓连接;中层导轨4-12与底层移动板4-9通过螺栓连接;中层移动板4-13与中层导轨4-12通过螺栓连接;拧紧伺服电机4-14与拧紧减速机4-15通过螺栓连接;拧紧减速机4-15与减速机架4-16通过螺栓连接;中层移动板4-13与减速机架4-16通过螺栓连接;拧紧轴4-17与拧紧减速机4-15通过键连接;前推气缸4-18与前推气缸架4-19通过螺栓连接;前推气缸架4-19与中层移动板4-13通过螺栓连接;前推板4-20与前推气缸4-18通过浮动接头连接;前推杆4-21与前推板4-20通过螺栓连接;拧紧轴4-17与拧紧轴承室4-22通过螺母拧紧;前推直线轴承4-23与拧紧轴承室4-22通过螺栓连接;复位弹簧4-24与前推杆4-21通过定位垫连接;旋转定位板4-25与前推杆4-21通过螺栓连接;锥套4-26与旋转定位板4-25通过凸轮滚子连接;拧紧夹爪4-27与拧紧轴4-17通过螺栓连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1