一种带槽销表面锥槽的加工装置的制作方法
1.本实用新型涉及机加工技术领域,尤其是一种带槽销表面锥槽的加工装置。
背景技术:
2.发动机中的带槽销安装在曲轴和曲轴齿轮之间,用于曲轴齿轮的定位;现有技术中,利用工装径向挤压圆柱销,从而在其表面形成3个半长锥槽。
3.现有技术存在的缺点:
4.(1)带槽销安装困难,在安装过程中易出现起屑、堆屑、掉屑现象,导致曲轴和齿轮贴合不紧密,安装后容易脱落;
5.(2)锥槽明显宽、深;
6.(3)挤压锥槽引起的变形大,整个锥槽部分外圆由圆柱形变成了圆锥形;不符合国家标准《gb/t13829.6
‑
2004槽销半长锥槽》的要求,具体应为锥槽附近外圆变为圆锥形,而远离锥槽的部分外圆仍是圆柱形。
技术实现要素:
7.本实用新型需要解决的技术问题是提供一种带槽销表面锥槽的加工装置,采用径向挤压技术,通过设置结构巧妙的底座、压柄、挤压刀座、导向块及挤压刀具等加工装置,采用本加工装置加工的带槽销表面锥槽有效的提高了锥槽形状及尺寸精度,解决了现有技术中存在的成品装配困难,起屑、堆屑的问题。
8.为解决上述技术问题,本实用新型所采用的技术方案是:
9.一种带槽销表面锥槽的加工装置,包括用于施加压力的液压机、卡装工件的挤压夹具和安装在挤压夹具内的挤压刀具;所述挤压夹具包括设置在所述加工装置底端与工作台接触的底板、安装在底板上一侧的底座、安装在底座上端的挤压刀座,安装在挤压刀座上端的导向块、通过轴与底座内部连接的压柄以及设置在导向块上端的活动导向套;所述挤压刀座的中间位置设置放置工件的圆柱形通孔二;所述导向块的中间位置设置放置工件的圆柱形通孔一,所述活动导向套的中间位置设置放置工件的圆柱形通孔三;所述挤压刀具安装在挤压刀座的所述圆柱形通孔二和导向块的所述圆柱形通孔一的外侧;所述加工装置还包括调整块或调整垫。
10.本实用新型技术方案的进一步改进在于:所述底板为长方体结构,底板上安装底座的一侧设置通过内六角圆柱头螺钉四与底座固定连接的四个螺栓通孔一。
11.本实用新型技术方案的进一步改进在于:所述底座为右侧和下侧相邻两端中部半开口结构的长方体;底座底端四周设置与底板通过内六角圆柱头螺钉四相连接的四个螺栓盲孔一;底座中部均匀设置与挤压刀座通过内六角圆柱头螺钉一相连接的三个螺栓通孔二;底座的顶端中间位置开设放置顶杆的顶杆通孔;底座的右侧开口端内部设置安装轴的轴孔一。
12.本实用新型技术方案的进一步改进在于:所述挤压刀座为圆柱体两侧对称切去两
个扇形台的结构;挤压刀座在放置工件的圆柱形通孔二的外侧均匀设置安装挤压刀具的三个长方体通孔;两侧切去扇形台的侧面纵向位置设置若干个通过内六角圆柱头螺钉五固定挤压刀具的螺栓盲孔二;挤压刀座的底部设置与底座通过内六角圆柱头螺钉一相连接的三个螺栓盲孔三;挤压刀座的上部外侧左右对称设置与导向块通过内六角圆柱头螺钉二相连接用的两个螺栓盲孔四;挤压刀座的上部的左边还设置与导向块通过菱形销定位用的销盲孔一;挤压刀座的上部的右边还设置与导向块通过圆柱销定位用的销盲孔二。
13.本实用新型技术方案的进一步改进在于:所述导向块为扁圆柱体结构,导向块的底端在放置工件的圆柱形通孔一的外侧均匀设置安装挤压刀具的三个长方体凹槽;导向块在放置工件的圆柱形通孔一外侧均匀设置三个通过开槽紧定螺钉固定挤压刀具的螺钉孔;导向块在放置工件的圆柱形通孔一的左右最外侧对称设置与挤压刀座通过内六角圆柱头螺钉二相连接用的二个螺栓通孔三;导向块的左边还设置与挤压刀座通过菱形销定位用的销通孔一;导向块的右边还设置与挤压刀座通过圆柱销定位用的销通孔二。
14.本实用新型技术方案的进一步改进在于:所述压柄的尾端设置压杆、中部设置起限位作用的内六角圆柱头螺钉三;压柄设置在底座内部的前部设置轴穿过的轴孔二;压柄的前端还接触放置顶杆。
15.本实用新型技术方案的进一步改进在于:所述挤压刀具设置为三个;所述挤压刀具具有预设高度、预设厚度且前端刀刃具有预设角度;所述挤压刀具的上部宽度l1小于下部宽度l2。
16.本实用新型技术方案的进一步改进在于:所述挤压刀具的预设高度h为36mm;所述挤压刀具的预设厚度δ为3mm;前端刀刃的预设角度β为60~80
°
;所述挤压刀具上部宽度l1为16.8mm;所述挤压刀具下部宽度l2为17.8mm。
17.由于采用了上述技术方案,本实用新型取得的技术进步是:
18.1、本实用新型采用径向挤压技术,通过设置结构巧妙的底座、压柄、挤压刀座、导向块及挤压刀具等加工装置,实现了带槽销表面锥槽的一次成型加工,提高了带槽销锥槽、外圆形状及尺寸精度,解决了现有技术中存在的成品装配困难,起屑、堆屑的现象。
19.2、本实用新型通过设置调整块或调整垫、活动导向套、衬套二、衬套三等和挤压刀具相配合,进一步保证了带槽销锥槽、外圆形状及尺寸精度,避免了加工操作时人为因素造成的精度影响。
20.3、本实用新型通过设置压柄、压杆、顶杆、衬套三以及内六角圆柱头螺钉三的结构,有效的解决了工件加工完成后不易取出的问题。
21.4、本实用新型通过设置菱形销和圆柱销并在销孔内加装衬套一,充分保证了导向块和挤压刀座的定位的准确性,更进一步的为加工带槽销锥槽的外圆形状及尺寸精度奠定了基础。
22.5、本实用新型中挤压刀座的特殊结构设计,使得安装和更换挤压刀具方便快捷,同时也减轻了加工装置的重量,使用更加方便。
23.6、本实用新型使得加工带槽销表面锥槽时挤压槽形工序操作简单、快捷、高效,有效的解决了带槽销锥槽加工难的难题。
24.7、本实用新型中各种型号的内六角圆柱头螺钉的使用以及挤压刀具的结构尺寸设计,均使加工装置外表精致、美观、大方,连接牢固可靠,初步为提高带槽销锥槽、外圆形
状及尺寸精度夯实了基础,并保证了加工过程的安全性。
附图说明
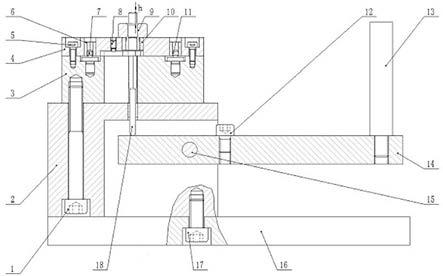
25.图1是本实用新型整体结构剖示图;
26.图2是本实用新型俯视图;
27.图3是本实用新型中导向块的仰视图;
28.图4是本实用新型中导向块翻转后的侧面剖示图;
29.图5是本实用新型中挤压刀座的俯视图;
30.图6是本实用新型中挤压刀座的a
‑
a剖示图;
31.图7是本实用新型中底座的正面剖示图;
32.图8是本实用新型中底座的俯视图;
33.图9是本实用新型中底座的b
‑
b剖示图;
34.图10是本实用新型中挤压刀具的正视图;
35.图11是本实用新型中挤压刀具的俯视图;
36.图12是本实用新型中挤压刀具的c
‑
c剖示图;
37.图13是本实用新型中调整块的结构示意图;
38.图14是本实用新型中调整垫的结构示意图;
39.图15是本实用新型中测量距离h值示意图。
40.其中,1、内六角圆柱头螺钉一,2、底座,3、挤压刀座,4、导向块,5、内六角圆柱头螺钉二,6、衬套一,7、菱形销,8、开槽紧定螺钉,9、活动导向套,10、衬套二,11、圆柱销,12、内六角圆柱头螺钉三,13、压杆,14、压柄,15、轴,16、底板,17、内六角圆柱头螺钉四,18、顶杆,19、内六角圆柱头螺钉五,20、调整块,21、调整垫,22、挤压刀具。
具体实施方式
41.下面结合附图对本实用新型做进一步详细说明:
42.如图1、2所示,一种带槽销表面锥槽的加工装置,包括用于施加压力的液压机、卡装工件的挤压夹具和安装在挤压夹具内的挤压刀具22;所述挤压夹具包括设置在所述加工装置底端与工作台接触的底板16、安装在底板16上一侧的底座2、安装在底座2上端的挤压刀座3,安装在挤压刀座3上端的导向块4、通过轴15与底座2内部连接的压柄14以及设置在导向块4上端的活动导向套9;所述挤压刀座3的中间位置设置放置工件的圆柱形通孔二;所述导向块4的中间位置设置放置工件的圆柱形通孔一;活动导向套9的中间位置设置放置工件的圆柱形通孔三;所述挤压刀具22安装在挤压刀座3的所述圆柱形通孔二和导向块4的所述圆柱形通孔一的外侧;所述加工装置还包括调整块20或调整垫21。所述圆柱形通孔三、所述圆柱形通孔一、所述圆柱形通孔二从上至下依次相对应。
43.如图1、2所示,所述底板16为长方体结构,底板16上安装底座2的一侧设置通过内六角圆柱头螺钉四17与底座2固定连接的四个螺栓通孔一。
44.具体的,所述内六角圆柱头螺钉四17的型号为m10
×
20。
45.如图7、8、9所示,所述底座2为右侧和下侧相邻两端中部半开口结构的长方体;底座2底端四周设置与底板16通过内六角圆柱头螺钉四17相连接的四个螺栓盲孔一;底座2中
部均匀设置与挤压刀座3通过内六角圆柱头螺钉一1相连接的三个螺栓通孔二;底座2的顶端中间位置开设放置顶杆18的顶杆通孔;底座2的右侧开口端内部设置安装轴15的轴孔一。
46.具体的,所述内六角圆柱头螺钉一1的型号为m10
×
80。
47.如图5、6所示,所述挤压刀座3为圆柱体两侧对称切去两个扇形台的结构,挤压刀座3的截面一端为扇形,挤压刀座3的截面另一端为一字形;挤压刀座3在放置工件的圆柱形通孔二的外侧均匀设置安装挤压刀具22的三个长方体通孔,所述长方体通孔之间的夹角均为120
°
;两侧切去扇形台的侧面纵向位置设置若干个通过内六角圆柱头螺钉五19固定挤压刀具22的螺栓盲孔二,一般每侧设置上下两个;挤压刀座3的底部设置与底座2通过内六角圆柱头螺钉一1相连接的三个螺栓盲孔三;挤压刀座3的上部外侧左右对称设置与导向块4通过内六角圆柱头螺钉二5相连接用的两个螺栓盲孔四;挤压刀座3的上部的左边还设置与导向块4通过菱形销7定位用的销盲孔一;挤压刀座3的上部的右边还设置与导向块4通过圆柱销11定位用的销盲孔二。所述挤压刀座3的结构设置,方便挤压刀具22的更换及固定。
48.具体的,所述内六角圆柱头螺钉二5的型号为m4
×
12;所述内六角圆柱头螺钉五19的型号为m4
×
10。
49.如图3、4所示,所述导向块4为扁圆柱体结构,导向块4的底端在放置工件的圆柱形通孔一的外侧均匀设置安装挤压刀具22的三个长方体凹槽,所述长方体凹槽之间的夹角α均为120
°
;导向块4在放置工件的圆柱形通孔一外侧均匀设置三个通过开槽紧定螺钉8固定挤压刀具22的螺钉孔,所述螺钉孔之间的夹角均为120
°
;导向块4在放置工件的圆柱形通孔一的左右最外侧对称设置与挤压刀座3通过内六角圆柱头螺钉二5相连接用的二个螺栓通孔三;导向块4的左边还设置与挤压刀座3通过菱形销7定位用的销通孔一;导向块4的右边还设置与挤压刀座3通过圆柱销11定位用的销通孔二;导向块4在放置工件的圆柱形通孔一的外侧还设置衬套二10;所述菱形销7的销通孔一和圆柱销11的销通孔二内均设置衬套一6。导向块4由左至右依次设置为螺栓通孔三、销通孔一、螺钉孔、圆柱形通孔一、销通孔二、螺栓通孔三。
50.具体的,所述衬套一6的型号为a4h7
×
10,所述菱形销7的型号为b4f7
×
8,所述开槽紧定螺钉8的型号为m4
×
8,所述圆柱销11的型号为a4f7
×
8。
51.所述导向块4和挤压刀座3的外圆尺寸一致,所述导向块4中间设置的放置工件的圆柱形通孔一大于挤压刀座3中间设置的放置工件的圆柱形通孔二,导向块4中间设置的放置工件的圆柱形通孔一的内部放置衬套二10;所述菱形销7和圆柱销11及衬套一6的设置均是为了保证导向块4和挤压刀座3的中间放置工件的圆柱形通孔一和圆柱形通孔二精准对齐,以保证工件放入时减少误差,保证加工工件表面锥槽的精度。所述衬套二10的设置是为了保护导向块4中间设置的放置工件的圆柱形通孔一、保证活动导向套9定位准确,衬套二10可以更换。
52.如图1、2所示,所述压柄14的尾端设置压杆13、中部设置起限位作用的内六角圆柱头螺钉三12;压柄14设置在底座内部的前部设置轴15穿过的轴孔二;压柄14的前端还接触放置顶杆18,所述顶杆18插入底座2的顶端中间位置开设的顶杆通孔中,顶杆18的长度依据加工装置及工件的尺寸固定设置,一般将顶杆18与工件接触的顶端设置为平面,与压柄14接触的底端设置为圆锥状;所述压杆13的底端设置为螺丝头,可拧入压柄14底端开设的螺丝孔中,方便安装和拆卸。所述压柄14上的轴孔二与底座2上的轴孔一对正后,插入轴15,并
将轴15用螺栓固定在底座2上。所述内六角圆柱头螺钉三12的型号为m8
×
12,通过内六角圆柱头螺钉三12的限位作用,保证顶杆18与压柄14的位置及位移。所述底座2上的顶杆通孔的内部即顶杆18的外侧还设置衬套三,衬套三不仅能够保护底座2上的顶杆通孔,还能够保证顶杆18顶出工件方向准确无误。
53.如图10
‑
12所示,所述挤压刀具22设置为三个;所述挤压刀具22具有预设高度、预设厚度且前端刀刃具有预设角度;所述挤压刀具22的上部宽度l1小于下部宽度l2。所述挤压刀具22安装时,前端刀刃可依据需加工工件表面锥槽的深度调整进入所述导向块4的圆柱形通孔一和挤压刀座3的圆柱形通孔二的尺寸。
54.具体的,所述挤压刀具22的预设高度h为36mm,公差为
±
0.05mm;所述挤压刀具22的预设厚度δ为3mm,公差为
‑
0.01mm,前端刀刃的预设角度β为60~80
°
;所述挤压刀具22上部宽度l1为16.8mm,公差为
±
0.02mm;所述挤压刀具22下部宽度l2为17.8mm,公差为
±
0.02mm。所述挤压刀具22的规格尺寸可依据所加工工件的大小进行设置。
55.所述加工装置的尺寸设置可依据所需加工工件的尺寸大小进行调整。
56.使用方法:
57.带槽销表面锥槽的加工方法包括下料-车外圆、端面、切断-车另一端-磨外圆-挤压槽形-修正外形、修毛刺-清洗-检验-涂油防锈-入库;其特征在于:所述挤压槽形工序包括以下步骤:
58.步骤1,将所述带槽销表面锥槽的加工装置准备好,将磨外圆后的工件插入到活动导向套9的圆柱形通孔三中;此时所述工件的底端已至挤压刀具22的上端;
59.步骤2,测量所述工件顶端距活动导向套9顶端的距离h值(如图15所示),根据h值按选择表选择放入相应适宜尺寸的调整块20或调整垫21;为了保证工件加工后的表面锥槽长度一致,设置了3种型号的调整块和3种型号的调整垫,均是为了调整所述工件的放置位置,以提高加工精度。
60.此处需说明的是:需加工的工件的尺寸是相同的,只是工件在磨外圆后及在放入活动导向套9的圆柱形通孔三中时会有些许偏差,为了保证加工精度,所以设置了调整块20或调整垫21。
61.调整块或调整垫选择表
62.序号h值(mm)使用调整块或调整垫14.5
‑
5.53号调整块25.5
‑
6.52号调整块36.5
‑
7.51号调整块47.5
‑
8.5不需使用58.5
‑
9.51号调整垫69.5
‑
10.52号调整垫710.5
‑
11.53号调整垫
63.如图13所示,所述调整块20为底端中间开圆槽的圆柱形顶帽,其加工尺寸为:外圆外径为9mm,内圆内径为6.5mm,内圆高度为6mm,顶端厚度为1mm(1号调整块)、2mm(2号调整块)、3mm(3号调整块),顶端厚度公差为
±
0.1mm;当h值为7.5
‑
8.5mm时,不需使用调整块或调整垫。
64.如图14所示,所述调整垫21为中间开圆孔的圆形垫片,其加工尺寸为:外圆外径为25mm,内圆内径为6.5mm,垫片厚度为1mm(1号调整垫)、2mm(2号调整垫)、3mm(3号调整垫),垫片厚度公差为
±
0.1mm。
65.步骤3,用液压机的压力头将所述工件压至与活动导向套9平齐的位置;
66.步骤4,取下活动导向套9,将步骤2选取好的调整块20或调整垫21套在所述工件上;
67.步骤5,用液压机的压力头继续将所述工件压到底;
68.步骤6,将加工装置从液压机下移出,再用液压机的压力头压压杆13至所述工件被顶杆18顶出;
69.步骤7,完成所述工件表面槽形的挤压。可以进行下一个工件的加工。
70.需说明的是:在本实用新型的描述中,技术术语“上”、“下”、“前”、“后”、“左”、“右”、“纵”、“横”、“内”、“外”等表示方向或位置关系是基于附图所示的方向或位置关系,仅是为了便于描述和理解本实用新型的技术方案,以上说明并非对本实用新型作了限制,本实用新型也不仅限于上述说明的举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、增添或替换,都应视为本实用新型的保护范围。
71.综上所述,本实用新型采用径向挤压技术,通过设置结构巧妙的底座、压柄、挤压刀座、导向块及挤压刀具等零部件的配合制作的加工装置,实现了带槽销表面锥槽的一次成型加工,提高了锥槽形状及尺寸精度,解决了现有技术中存在的成品装配困难,起屑、堆屑的现象。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1