一种清洁纤维棉成型设备的制作方法
1.本实用新型设计清洁棉加工领域,尤其涉及一种清洁纤维棉成型设备。
背景技术:
2.清洁纤维钢棉(steel wool)是一种新型的金属纤维材料,其纤维细达4μm,自然状态类似蓬松的棉花状。钢棉长纤维:主要用于民间日常洗涤和工业除锈、去污、抛光等;清洁纤维钢棉其生产过程中需要将钢棉纤维通过一种设备绕制成一定重量、一定形状产品,通过包装后再进行销售,目前使用的成型设备设计不合理,不容易拉断,或者需要人工辅助拉断,在成型的过程中不及时梳理,不能保证得到客户需要的规格要求。
技术实现要素:
3.为解决上述问题,本发明公开了一种清洁纤维棉成型设备,操作稳定,设计合理,能够及时生产成定量、定重、定型的清洁棉产品。
4.一种清洁纤维棉成型设备,包括依次设置的放棉装置、s型条状清洁棉输送装置、梳理装置、驱动传送控制装置、宽度设定装置、拉断轮装置和卷绕成型装置;其中所述s型条状清理棉输送装置包括输送架和布置在所述输送架的若干个输送轮;其中所述梳理装置包括上、下对称设置的压板;每个所述压板上均转动梳理轮;其中驱动传送控制装置包括输送板;其中输送板上、下对称设有传动轮;其中传动轮与第一伺服电机连接固定;控制器固定在所述输送板上并与所述第一伺服电机电性连接固定;所述宽度设定装置包括设定架;其中所述设定架的两侧分别滑动设有限位杆;所述设定架的表面设有若干个万向轮;所述拉断轮装置包括第二伺服电机和拉断操作架;拉断操作架上、下对称设有齿形拉断轮;其中所述齿形拉断轮与第二伺服电机连接固定。
5.进一步的,所述限位杆的底部与所述设定架上的轨道滑配连接。
6.进一步的,其中每个所述压板的每端均设有套管;每组上、下对称设置的套管之间设有支撑轴;所述支撑轴的表面套有弹簧,增减压板之间的间隙之间的弹性调节,配合加工需求。
7.进一步的,每个所述传动轮的表面均设有防滑层,保证对清洁棉输送稳定。
8.进一步的,所述输送架上的输送轮呈s型输送路线分布。
9.本实用新型工作原理是:1、将大卷条状清洁棉卷放置在放棉装置中,进行放料,并通过s型条状清理棉输送装置进行梳理输送,以便后面拉断成型;由于输送轮呈s型输送路线分布,清洁棉依次经过输送轮,增加输送路程,保证清洁棉输送的稳定性;
10.2、然后再经过梳理装置,经过两个压板之间的间隙,并通过梳理轮进行再次梳理,第一伺服电机带动传动轮对清理后的清洁棉进行驱动前行,控制器可设置第一伺服电机的转速并确定输送量;输送经过宽度设定装置,通过限位杆调节清洁棉收集所需的宽度;
11.3、然后经过拉断轮装置,第二伺服电机带动齿形拉断轮进行匀速运动,卷绕成型装置将定长、定量的棉条卷绕成一定宽度产品形状;
12.4、由于第二伺服电机的转速是第一伺服电机转速的1.1倍,第一伺服电机带动传送轮做间隙运动,由于齿形拉断轮速度比传动轮快,一旦停止的时候,直接通过惯性,拉断轮牵扯拉断;
13.本实用新型的有益效果:操作稳定,设计合理,及时拉断,能够生产成定量、定重、定型的清洁棉产品。
附图说明
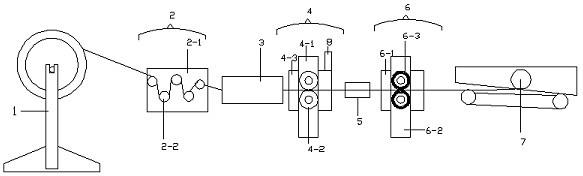
14.图1、本实用新型的结构示意图;
15.图2、本实用新型中梳理装置的右视图;
16.图3、宽度设定装置的俯视图;
17.附图标记列表:
18.其中1
‑
放棉装置;2
‑ꢀ
s型条状清洁棉输送装置;3
‑
梳理装置;4
‑
驱动传送控制装置;5
‑
宽度设定装置;6
‑
拉断轮装置;7绕卷成型装置;2
‑1‑
输送架;2
‑2‑
输送轮;3
‑1‑
压板;3
‑2‑
梳理轮;4
‑1‑
输送板;4
‑2‑
传动轮;4
‑3‑
第一伺服电机;5
‑1‑
设定架;5
‑2‑
限位杆;5
‑3‑
万向轮;5
‑4‑
轨道;6
‑1‑
第二伺服电机;6
‑2‑
拉断操作架;6
‑3‑
齿形拉断轮;8
‑
控制器;9
‑
套管;10
‑
支撑轴;11
‑
弹簧。
具体实施方式
19.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
20.如图1
‑
3所示,本实施例的一种清洁纤维棉成型设备,包括依次设置的放棉装置1、s型条状清洁棉输送装置2、梳理装置3、驱动传送控制装置4、宽度设定装置5、拉断轮装置6和卷绕成型装置7;其中所述s型条状清理棉输送装置2包括输送架2
‑
1和布置在所述输送架2
‑
1的若干个输送轮2
‑
2;所述输送架2
‑
1上的输送轮2
‑
2呈s型输送路线分布
21.其中所述梳理装置3包括上、下对称设置的压板3
‑
1;每个所述压板3
‑
1上均转动梳理轮3
‑
2;其中每个所述压板3
‑
1的每端均设有套管9;每组上、下对称设置的套管9之间设有支撑轴10;所述支撑轴10的表面套有弹簧11。
22.其中驱动传送控制装置4包括输送板4
‑
1;其中输送板4
‑
1上、下对称设有传动轮4
‑
2;其中传动轮4
‑
2与第一伺服电机4
‑
3连接固定;控制器8固定在所述输送板4
‑
1上并与所述第一伺服电机4
‑
3电性连接固定;每个所述传动轮4
‑
2的表面均设有防滑层。
23.所述宽度设定装置5包括设定架5
‑
1;其中所述设定架5
‑
1的两侧分别滑动设有限位杆5
‑
2;所述设定架5
‑
1的表面设有若干个万向轮5
‑
3;所述限位杆5
‑
2的底部与所述设定架5
‑
1上的轨道5
‑
4滑配连接。
24.所述拉断轮装置6包括第二伺服电机6
‑
1和拉断操作架6
‑
2;拉断操作架6
‑
2上、下对称设有齿形拉断轮6
‑
3;其中所述齿形拉断轮6
‑
3与第二伺服电机6
‑
1连接固定。
25.本实施例工作时:将大卷条状清洁棉卷放置在放棉装置1中,进行放料,并通过s型条状清理棉输送装置2进行梳理输送,以便后面拉断成型;由于输送轮2
‑
2呈s型输送路线分
布,清洁棉依次经过输送轮2
‑
2,增加输送路程,保证清洁棉输送的稳定性;然后再经过梳理装置3,经过两个压板3
‑
1之间的间隙,并通过梳理轮3
‑
2进行再次梳理,第一伺服电机4
‑
3带动传动轮4
‑
2对清理后的清洁棉进行驱动前行,控制器8可设置第一伺服电机4
‑
3的转速并确定输送量;清洁棉输送经过宽度设定装置5,通过限位杆5
‑
2调节清洁棉收集所需的宽度;万向轮5
‑
3辅助顺畅的输送清洁棉;然后经过拉断轮装置6,第二伺服电机6
‑
1带动齿形拉断轮6
‑
3进行匀速运动,卷绕成型装置将定长、定量的棉条卷绕成一定宽度产品形状。
26.拉断操作中,由于第二伺服电机6
‑
1的转速是第一伺服电机4
‑
3转速的1.1倍,第一伺服电机4
‑
3带动传送轮做间隙运动,由于齿形拉断轮6
‑
3速度比传动轮快,一旦停止的时候,直接通过惯性,拉断轮牵扯拉断。
27.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1