气冷封水滑动导卫的制作方法
1.本实用新型涉及轧钢技术领域,尤其是属于轧钢设备技术领域,具体为轧机的导卫装置。
背景技术:
2.我国钢产量超过其它所有国家总和,是名副其实世界钢铁大国。高速线材生产中导卫装置是重要工艺用生产备件,在型材和线材轧机上,导卫装置是安装在轧机机架上,位于轧辊前后,轧机机架间的引导扶持轧件顺利进入轧机轧制和导出的装置。这种引入和导出轧件必须和高温轧件接触,冷却成为必然要解决问题,尤其是高速线材轧机的精轧机和减定径机组,其轧制速度高,小规格速度已超过100米/秒,如果冷却不佳磨损会很快,如果冷却水很大,在中高碳钢轧制过程中,轧件头部遇到冷却水的激冷会出现爆裂开花情况使进入后续轧机出现不能正常咬入而堆钢情况,或爆裂开花的头部掉下小钢渣堵塞轧制通道而出现堆钢,成为有矛盾的二个方面。
3.目前的实际工况下,滑动导卫耐磨件的水冷主要靠辊环机架辊环冷却水带入,即使这样精轧机和减定径机组高速机架轧件头部爆裂开花和掉下小钢渣堵塞轧制通道还是时刻成为堆钢主要原因。
技术实现要素:
4.针对现有技术中存在不足,本实用新型提供了一种气冷封水滑动导卫,解决轧件在导卫腔体内遇到冷却速度过大导致轧件头部爆裂并掉下钢渣导致轧制通道堵塞的问题,并能够改善导卫磨损件的冷却状况。
5.为解决上述问题,本实用新型专利采用的技术方案是:
6.一种气冷封水滑动导卫,其特征在于,包括滑动导卫壳体、磨损件、气体封水装置,所述磨损件上具有供轧件通过的凹槽或通孔,所述磨损件装配在滑动导卫壳体内部;
7.所述气体封水装置包括外盖、封水器腔体,所述外盖装在封水器腔体的一端端部,封水器腔体、外盖中间均设置有供轧件通过的通孔,所述封水器腔体侧壁上设有高压空气入口,所述高压空气入口连通所述供轧件通过的通孔;所述封水器腔体的另一端装配在导卫壳体上。
8.进一步地,所述外盖上具有向封水器腔体内部延伸的延伸部,所述延伸部与外盖端部圆盘之间具有台阶,所述向封水器腔体上高压空气入口对应的一段到其尾部具有内径与所述台阶外径相同的大内径孔区域,且大内径孔区域内壁与外盖的所述台阶、延伸部围成环形空腔作为压缩空气储气腔,所述压缩空气储气腔通过外盖延伸部与封水器腔体之间的缝隙与所述供轧件通过的通孔连通。
9.进一步地,所述外盖延伸部的端部为锥斜面,封水器腔体的大内径孔区域与供轧件通过的通孔之间的过渡段的内壁也为锥斜面,两个锥斜面之间的形成锥形环状出风口。
10.进一步地,所述锥形环状出风口的锥面与所述供轧件通过的通孔轴线的夹角为15
~45
°
11.进一步地,所述锥形环状出风口的锥面与所述供轧件通过的通孔轴线的夹角为30
°
。
12.进一步地,所述锥形环状出风口的缝隙尺寸为0.5-1.5mm。
13.进一步地,所述封水器腔体的另一端具有装配用凸台,所述装配用凸台与导卫壳体上的台阶配合,使封水器腔体装配在导卫壳体上。
14.进一步地,所述外盖、封水器腔体之间设置密封装置,用于密封高压空气入口通入的高压气体从外盖、封水器腔体之间的接触面泄漏到外界环境中。
15.进一步地,所述密封装置为密封环,装在外盖或封水器腔体上的密封槽内。
16.进一步地,所述磨损件的舌尖头部位于靠近轧槽2-3mm位置。
17.本实用新型的设计封水装置和滑动出口导卫安装成一体,高压压缩空气由封水器腔体上的压缩空气入口引入压缩空气储气腔,再经环状出风口进入气冷封水滑动导卫的轧件通道,把轧件通道内辊环带入的冷却水封堵在滑动导卫入口处,轧件通道内成为无水状态。相对旋转辊环随着轧件高速运行最易带着辊环冷却水进入出口滑动导卫腔体,滑动导卫腔体内冷却水控制好了,轧件头部开花和掉渣问题就基本解决了,因此本实用新型能够有效避免轧件头部遇冷却水激冷出现爆裂开花和掉下小钢渣堵塞轧制通道情况,解决中高碳钢和合金钢等中高强度钢材线材生产中小规格易堆钢难题。同时,高压压缩空气气体可以有效解决磨损件散热问题,达到降温冷却效果,延缓导卫磨损件损耗和损坏。
18.本实用新型的气冷封水滑动导卫和水冷式滑动导卫比较,把冷却水阻挡在导卫头部靠近轧辊地方,轧件出轧槽就进入一个只有压缩空气没有冷却水空间,这样有效避免轧件头部遇冷却水激冷出现爆裂开花和掉下小钢渣堵塞轧制通道情况。
19.环状出风口的出气缝隙设计为0.5-1.5mm之间,能够在轧件通道与压缩空气储气腔之间有效形成风压,缝隙越小相对风压越大,从环状出风口出来的高压空气对冷却水吹扫作用越强,带走热量效果好。并且压缩空气储气腔和环状出风口能够有效避免压缩空气对轧件行走方向影响。
附图说明
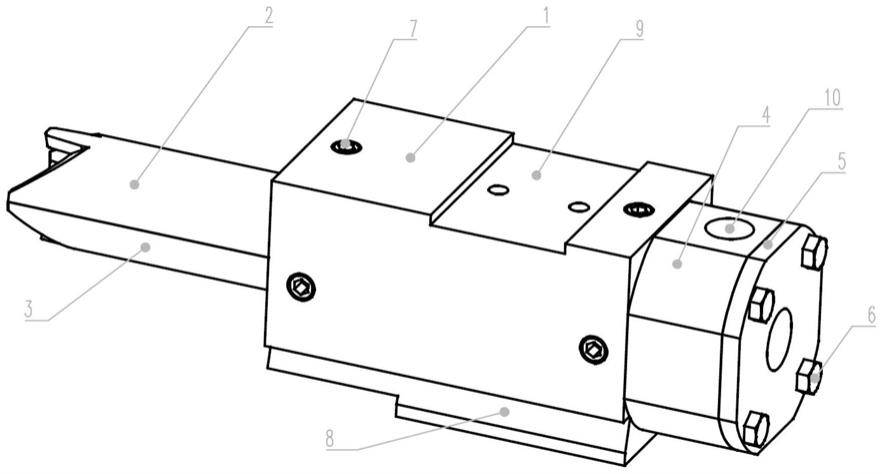
20.图1为本实用新型所述的气冷封水滑动导卫整体结构示意图。
21.图2是本实用新型所述气冷封水滑动导卫的封水装置部分的内部结构示意图。
22.附图标记说明:
23.1.滑动导卫壳体;2.上导卫磨损付;3.下导卫磨损付;4.封水器腔体;5.外盖;6.连接螺栓;7.定位紧固螺钉;8.斜槽;9.槽口;10.压缩空气入口;11.近辊环轧槽舌尖;12.轧件通道;13.压缩空气储气腔;14.环状出风口;15.装配用凸台。
具体实施方式
24.下面结合附图以及具体实施例对本实用新型作进一步的说明,但本实用新型的保护范围并不限于此。
25.如图1、图2所示,本实用新型所述的气冷封水滑动导卫,在滑动出口导卫末端安装气体封水装置,有效把导卫腔体内的冷却水封堵在最靠近辊环地方,这样轧件头部离开辊
环时不会被腔体内冷却水激冷,可以有效避免轧件头部遇冷却水激冷出现爆裂开花和掉下小钢渣堵塞轧制通道情况。,同时,还能够有效为磨损件进行降温,降低磨损。其结构主要包括:滑动导卫壳体1、磨损件、气体封水装置,所述磨损件上具有供轧件通过的凹槽或通孔,所述磨损件装配在滑动导卫壳体1内部。所述气体封水装置包括外盖5、封水器腔体4,所述外盖5装在封水器腔体4的一端端部,封水器腔体4、外盖5中间均设置有供轧件通过的通孔,所述封水器腔体4侧壁上设有高压空气入口,所述高压空气入口连通所述供轧件通过的通孔;所述封水器腔体4的另一端装配在导卫壳体上。将封水器腔体4上的压缩空气入口10引入的高压压缩空气,引入轧件通道12,把轧件通道12内辊环带入的冷却水封堵在滑动导卫1入口处,轧件通道12内成为无水状态,避免轧件头部遇冷却水激冷出现爆裂开花和掉下小钢渣堵塞轧制通道情况,解决中高碳钢和合金钢等中高强度钢材线材生产中小规格易堆钢难题。
26.具体的,所述外盖5上具有向封水器腔体4内部延伸的延伸部,所述延伸部与外盖5端部圆盘之间具有台阶,所述向封水器腔体4上高压空气入口对应的一段到其尾部具有内径与所述台阶外径相同的大内径孔区域,且大内径孔区域内壁与外盖5的所述台阶、延伸部围成环形空腔作为压缩空气储气腔13,所述压缩空气储气腔13通过外盖5延伸部与封水器腔体4之间的缝隙与所述供轧件通过的通孔连通。所述外盖5延伸部的端部为锥斜面,封水器腔体4的大内径孔区域与供轧件通过的通孔之间的过渡段的内壁也为锥斜面,两个锥斜面之间的形成锥形环状出风口14。所述锥形环状出风口14的锥面与所述供轧件通过的通孔轴线的夹角为15~45
°
。所述锥形环状出风口14的缝隙尺寸为0.5-1.5mm。
27.高压压缩空气由压缩空气入口10引入,压缩空气储气腔13内压缩空气经压缩空气出风环状出风口14进入气冷封水滑动导卫1的轧件通道12,最终把轧件通道12内辊环冷却带入冷却水封堵在滑动导卫1入口处,轧件通道12内成为无水状态,高压压缩空气吹扫带走上导卫付磨损件2和下导卫付磨损件3内壁热量,达到降温冷却效果。
28.本实用新型中,压缩空气储气腔13为高压空气提供了一个缓存的空间,环状出风口14的出气缝隙设计为0.5-1.5mm之间,能够在轧件通道12与压缩空气储气腔13之间有效形成风压,缝隙越小相对风压越大,从环状出风口14出来的高压空气对冷却水吹扫作用越强,带走热量效果好。环状出风口14为锥形,使出风口相对于轧件通道12为倾斜的,吹入的高压空气对轧件的风阻较小,同时环形的出风设计使得轧件各个方向的受力相同,能够避免受力失衡导致的移动方向的变化,因此,压缩空气储气腔13和环状出风口14能够有效避免压缩空气对轧件行走方向影响。优选的,所述供轧件通过的通孔轴线的夹角为30
°
。
29.所述磨损件为分为上导卫磨损付2、下导卫磨损付3,上导卫磨损付2、下导卫磨损付3由六个定位紧固螺钉7固定在滑动导卫壳体1内腔,左右和上部各有2个定位紧固螺钉7。出口滑动导卫为靠近辊环轧槽部件,上导卫磨损付2、下导卫磨损付3的舌尖11头部位于靠近轧槽2-3mm位置,以保证轧件顺利引入整个导卫装置。
30.封水器腔体4和外盖5由四个连接螺栓6紧固在出口滑动导卫壳体1上,所述封水器腔体4的端面上具有装配用凸台15,所述装配用凸台15与导卫壳体上的台阶配合,起定位作用,使封水器腔体4装配在导卫壳体上。
31.所述外盖、封水器腔体4之间设置密封装置,用于防止高压空气入口通入的高压气体从外盖、封水器腔体4之间的接触面泄漏到外界环境中。所述密封装置可以采用装在外盖
或封水器腔体4上的密封槽内的密封环。所述滑动导卫壳体1的底面、顶面上分别设有安装定位压紧作用的斜槽8、用于安装紧固的槽口9,方便气冷封水滑动导卫的安装。
32.所述实施例为本实用新型的优选的实施方式,但本实用新型并不限于上述实施方式,在不背离本实用新型的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1