一种简易结构的轴辊校直机的制作方法
1.本实用新型涉及轴辊制造设备技术领域,具体涉及一种简易结构的轴辊校直机。
背景技术:
2.轴辊的加工制造涉及一系列的工序,包括毛坯锻造、热处理、粗加工、半精加工、精加工等。在轴辊制作过程中,由于轴辊内部有可能存在应力分布不均匀的情况,会导致轴辊毛坯粗车后产生一定的变形;另外轴辊毛坯粗车后发现表面缺陷时需要进行焊补,焊补后也会发生一定的变形。当轴辊变形量超过一定的值,有可能导致后续加工的困难,轴辊局部余量太小而无法加工出。在这种情况下需要对轴辊进行校正,以保证后续的加工余量。校正方法通常有两种:一种是冷校正,即在不加热轴辊的情况下对轴辊的局部施加作用力,使得轴辊发生一定的塑性变形,其适用于变形量较小的情况;另一种是局部热校正,即将轴辊局部加热后施力校正,其适用于变形量较大的情况。为了保证轴辊校正后的尺寸稳定性,通常轴辊校正后需要采取一定的稳定性处理(如去应力时效等),然后再进行后续加工。
3.现有的中小型轴辊变形校正方法如下:将轴辊定位在一对v型铁上,用压板压紧固定,然后使用锤子进行敲击。如果变形量较大,则还采用必要时局部加热方法,配合锤子敲击来进行校正。
4.上述校正方法的不足是:校正作业为人工作业,其自动化程度低、劳动强度大、操作效率低,且校正量也不易精确控制。
技术实现要素:
5.为了解决上述问题,本实用新型提出一种简易结构的轴辊校直机,旨在提高中小型轴辊校正作业的自动化程度,克服传统校正作业劳动强度大、操作效率低、校正精度差的弊端。具体的技术方案如下:
6.一种简易结构的轴辊校直机,包括工作台、固定设置在所述工作台上且为竖立设置的刚性矩形框、固定设置在所述刚性矩形框内部下端面上的用于定位轴辊外圆的第一定位支承、设置在所述工作台上且与所述第一定位支承间隔布置的用于定位轴辊外圆的第二定位支承,在所述刚性矩形框的前端面的上部位置固定设置有一冲击气缸,所述冲击气缸的冲击杆朝下设置,在所述工作台上且位于所述冲击气缸的下方位置设置有用于监测轴辊校直变形量的红外测距传感器,所述刚性矩形框的上端框梁上竖立设置有用于将所述轴辊顶压在所述第一定位支承上的螺旋顶杆,所述螺旋顶杆的上端连接有操作盘,所述红外测距传感器连接显示装置。
7.优选的,所述轴辊的中心轴线、所述冲击气缸的冲击杆的中心轴线、所述红外测距传感器的测距光线位于所述第一定位支承和第二定位支承的同一对称中心平面上。
8.优选的,所述第一定位支承为与轴辊的外径相适配的半圆弧凹模。
9.本实用新型中,所述第二定位支承为v型铁,所述v型铁的上端竖立设置有一对螺柱,所述一对螺柱上连接有一块用于将所述轴辊压紧在所述v型铁上的压板。
10.为了能够适应不同长度轴辊的校正和轴辊上不同位置的校正,进一步改进的方案是:在所述工作台上设置有一导轨槽,所述v型铁移动设置在所述导轨槽上并通过螺栓压紧固定。
11.本实用新型中,所述冲击气缸通过压缩空气管路与压缩空气源相连接,所述压缩空气管路上设置有压力调节装置。
12.本实用新型中,所述红外测距传感器、所述压力调节装置分别连接mcu控制器。所述红外测距传感器通过所述mcu控制器所述连接显示器。
13.优选的,所述弧形开口保护圈上焊接有一定位杆,所述刚性矩形框上设置有限位块,所述限位块上设置有限位槽,所述定位杆的下端连接在所述限位块的限位槽内。
14.优选的,所述限位槽上还设置有用于将所述定位杆的下端限制在所述限位槽内的限位螺钉。
15.本实用新型中,所述冲击杆的下端端部连接有可更换压头。
16.为了在校正时保护轴辊的表面不受损伤,本实用新型的一种简易结构的轴辊校直机还设置有用于保护轴辊受冲击部外圆的弧形开口保护圈,所述弧形开口保护圈弹性套紧在所述轴辊受冲击部的外圆上,所述弧形开口保护圈的开口朝下设置以让开所述红外测距传感器的测距光线。
17.本实用新型的使用方法如下:
18.(1)准备:将需要校正的轴辊预先标记好校正的位置和校正量;
19.(2)装夹定位:将轴辊吊装到轴辊校直机上,通过第一定位支承和第二定位支承进行固定;将弧形开口保护圈弹性包裹在轴辊外圆的校正位置。注意弧形开口保护圈上的开口朝下设置以方便下方红外测距传感器对轴辊外圆的测量。
20.(3)压力调整:控制系统(mcu控制器)通过压力调节装置调整连接冲击气缸的压缩空气管路上的压力;
21.(4)轴辊校正:控制系统(mcu控制器)开启冲击气缸,开始进行校正作业,校正过程中通过红外测距传感器实时检测校正变形量,当达到预先设定的值时停止校正作业。
22.必要时,控制系统可以通过压力调节装置动态调整连接冲击气缸的压缩空气管路上的压力,从而对冲击气缸的冲击力进行优化调整。
23.必要时,可以由操作人员配合轴辊校直机对轴辊施加局部火焰加热,以提高校正作业的效率。
24.本实用新型的有益效果是:采用冲击气缸进行冲击校正,配合红外测距传感器的检测,能够精确控制校正量,校正作业的自动化程度高,并克服了传统校正作业劳动强度大、操作效率低的弊端。
附图说明
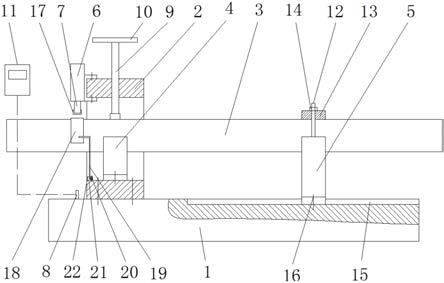
25.图1是本实用新型的一种简易结构的轴辊校直机的结构示意图。
26.图中:1、工作台,2、刚性矩形框,3、轴辊,4、第一定位支承,5、第二定位支承,6、冲击气缸,7、冲击杆,8、红外测距传感器,9、螺旋顶杆,10、操作盘,11、显示装置,12、螺柱,13、压板,14、螺母,15、导轨槽,16、螺栓,17、可更换压头,18、弧形开口保护圈,19、定位杆,20、限位块,21、限位槽,22、限位螺钉。
具体实施方式
27.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
28.如图1所示为本实用新型的一种简易结构的轴辊校直机的实施例,包括工作台1、固定设置在所述工作台1上且为竖立设置的刚性矩形框2、固定设置在所述刚性矩形框2内部下端面上的用于定位轴辊3外圆的第一定位支承4、设置在所述工作台1上且与所述第一定位支承4间隔布置的用于定位轴辊3外圆的第二定位支承5,在所述刚性矩形框2的前端面的上部位置固定设置有一冲击气缸6,所述冲击气缸6的冲击杆7朝下设置,在所述工作台1上且位于所述冲击气缸6的下方位置设置有用于监测轴辊3校直变形量的红外测距传感器8,所述刚性矩形框2的上端框梁上竖立设置有用于将所述轴辊3顶压在所述第一定位支承4上的螺旋顶杆9,所述螺旋顶杆9的上端连接有操作盘10,所述红外测距传感器8连接显示装置11。
29.优选的,所述轴辊3的中心轴线、所述冲击气缸6的冲击杆7的中心轴线、所述红外测距传感器8的测距光线位于所述第一定位支承4和第二定位支承5的同一对称中心平面上。
30.优选的,所述第一定位支承4为与轴辊3的外径相适配的半圆弧凹模。
31.本实施例中,所述第二定位支承5为v型铁,所述v型铁的上端竖立设置有一对螺柱12,所述一对螺柱12上连接有一块用于将所述轴辊3压紧在所述v型铁上的压板13。
32.为了能够适应不同长度轴辊3的校正和轴辊3上不同位置的校正,进一步改进的方案是:在所述工作台1上设置有一导轨槽15,所述v型铁移动设置在所述导轨槽15上并通过螺栓16压紧固定。
33.本实施例中,所述冲击气缸7通过压缩空气管路与压缩空气源相连接,所述压缩空气管路上设置有压力调节装置。
34.本实施例中,所述红外测距传感器8、所述压力调节装置分别连接mcu控制器。所述红外测距传感器8通过所述mcu控制器所述连接显示器。
35.本实施例中,所述冲击杆7的下端端部连接有可更换压头17。
36.为了在校正时保护轴辊3的表面不受损伤,本实施例的一种简易结构的轴辊校直机还设置有用于保护轴辊3受冲击部外圆的弧形开口保护圈18,所述弧形开口保护圈18弹性套紧在所述轴辊3受冲击部的外圆上,所述弧形开口保护圈18的开口朝下设置以让开所述红外测距传感器8的测距光线。
37.优选的,所述弧形开口保护圈18上焊接有一定位杆19,所述刚性矩形框2上设置有限位块20,所述限位块20上设置有限位槽21,所述定位杆19的下端连接在所述限位块20的限位槽21内。
38.本实施例的使用方法如下:
39.(1)准备:将需要校正的轴辊3预先标记好校正的位置和校正量;
40.(2)装夹定位:将轴辊3吊装到轴辊校直机上,通过第一定位支承4和第二定位支承5进行固定;将弧形开口保护圈18弹性包裹在轴辊3外圆的校正位置。注意弧形开口保护圈18上的开口朝下设置以方便下方红外测距传感器8对轴辊3外圆的测量。
41.(3)压力调整:控制系统(mcu控制器)通过压力调节装置调整连接冲击气缸6的压缩空气管路上的压力;
42.(4)轴辊校正:控制系统(mcu控制器)开启冲击气缸6,开始进行校正作业,校正过程中通过红外测距传感器8实时检测校正变形量,当达到预先设定的值时停止校正作业。
43.必要时,控制系统可以通过压力调节装置动态调整连接冲击气缸6的压缩空气管路上的压力,从而对冲击气缸6的冲击力进行优化调整。
44.必要时,可以由操作人员配合轴辊校直机对轴辊3施加局部火焰加热,以提高校正作业的效率。
45.本实施例的有益效果是:采用冲击气缸6进行冲击校正,配合红外测距传感器8的检测,能够精确控制校正量,校正作业的自动化程度高,并克服了传统校正作业劳动强度大、操作效率低的弊端。
46.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1