一种带有屏蔽圈的感应焊接设备的制作方法
1.本实用新型涉及感应焊接技术领域,特别涉及一种带有屏蔽圈的感应焊接设备。
背景技术:
2.随着现代工业的快速发展,感应焊接技术广泛应用于金属工件的焊接,在焊接时,将两组金属工件拼接在一起,感应线圈放置在拼接面外周,通过对感应线圈施加交变电流,使金属工件在拼接面处产生感应电流而升温熔化,进而将金属工件焊接在一起,然而,对于锥形金属工件而言,感应焊接时,金属工件的锥部斜面正处于感应线圈的下方,感应线圈通过热辐射使锥部斜面也一并升温,如此会造成锥部斜面的熔化、变形等问题,因此,有必要制作出一种带有屏蔽圈的感应焊接设备,能够在感应焊接时,较少对金属工件的锥部斜面的热量传导,避免金属工件表面熔化、变形,提高工件的焊接质量。
技术实现要素:
3.本实用新型的目的是提供一种带有屏蔽圈的感应焊接设备以解决背景技术中所提及的问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种带有屏蔽圈的感应焊接设备,包括外壳、升降平台、升降驱动组件、横行驱动组件、载台、屏蔽圈、压紧装置和加热装置,升降平台设置在外壳内,升降平台外侧面与外壳内侧面滑动连接,升降驱动组件下端固定在外壳底部,上端与升降平台底部驱动连接,升降驱动组件对应在升降平台的左右两侧,横行驱动组件固定在升降平台上,载台左右并排设置两组且对应在升降平台的上方,两组载台均固定在横行驱动组件的动力输出端,屏蔽圈设置在载台上,用于套设在工件上阻隔热量传递,压紧装置架设在外壳上且对应在升降平台的中部上方,压紧装置用于压紧工件,加热装置固定在外壳一侧,加热装置上设有感应线圈,感应线圈对应在升降平台和压紧装置之间。
6.对本实用新型的进一步描述:载台包括底板、隔热板和限位块,底板固定在横行驱动组件的动力输出端,隔热板固定在底板上方,限位块安装在底板上,限位块设置四组且分别对应在底板的四周,限位块相对于底板的中心距离可调。
7.对本实用新型的进一步描述:隔热板采用石棉板。
8.对本实用新型的进一步描述:屏蔽圈包括环形挡板和散热管道,散热管道环绕在环形挡板的外周,散热管道的两端分别设有进水口和出水口。
9.对本实用新型的进一步描述:环形挡板和散热管道均采用铜材料制成。
10.对本实用新型的进一步描述:压紧装置包括顶板、导柱、压紧气缸、压板和保护套,导柱设置四组,上端固定在顶板的四角,下端固定在外壳上,压紧气缸固定在顶板上且动力输出端向下,压板固定在压紧气缸的动力输出端且与四组导柱滑动连接,压板对应在升降平台的中部上方,保护套套设在导柱上且对应在压板的下方。
11.本实用新型的有益效果为:通过设置屏蔽圈,在加热装置对两组金属工件进行加
热焊接时,屏蔽圈套设在锥形金属工件上,即屏蔽圈对应在需要焊接的拼接面下方,焊接过程中,感应线圈向下所散发的热量,大部分由屏蔽圈进行吸收,有效阻隔热量向锥部斜面传递,防止工件的表面温度过高而熔化和变形,提高产品的焊接质量。
附图说明
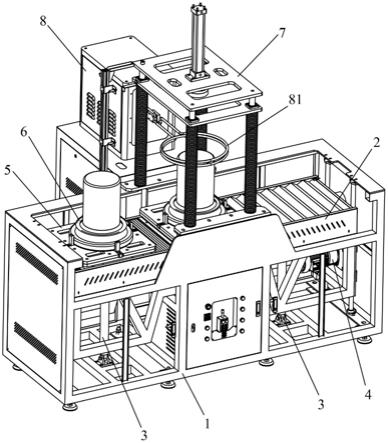
12.图1是本实用新型的整体结构图;
13.图2是本实用新型载台的结构图;
14.图3是本实用新型屏蔽圈的结构图;
15.图4是本实用新型压紧装置的结构图;
16.图5是本实用新型载台和屏蔽圈的使用状态图;
17.附图标记说明:
18.1、外壳;2、升降平台;3、升降驱动组件;4、横行驱动组件;5、载台;
19.51、底板;52、隔热板;53、限位块;6、屏蔽圈;61、环形挡板;62、散热管道;621、进水口;622、出水口;7、压紧装置;71、顶板;72、导柱;73、压紧气缸;74、压板;75、保护套;8、加热装置;81、感应线圈;91、顶部工件;92、底部工件;93、焊接面。
具体实施方式
20.以下结合附图对本实用新型进行进一步说明:
21.如图1所示,一种带有屏蔽圈的感应焊接设备,包括外壳1、升降平台2、升降驱动组件3、横行驱动组件4、载台5、屏蔽圈6、压紧装置7和加热装置8,升降平台2设置在外壳1内,升降平台2外侧面与外壳1内侧面滑动连接,升降驱动组件3下端固定在外壳1底部,上端与升降平台2底部驱动连接,升降驱动组件3对应在升降平台2的左右两侧,横行驱动组件4固定在升降平台2上,载台5左右并排设置两组且对应在升降平台2的上方,两组载台5均固定在横行驱动组件4的动力输出端,屏蔽圈6设置在载台5上,用于套设在工件上阻隔热量传递,压紧装置7架设在外壳1上且对应在升降平台2的中部上方,压紧装置7用于压紧工件,加热装置8固定在外壳1一侧,加热装置8上设有感应线圈81,感应线圈81对应在升降平台2和压紧装置7之间。
22.拼接在一起的两个工件放置在其中一组载台5上并将屏蔽圈6套设在工件的锥形斜面上,通过横行驱动组件4将该组载台5移送到升降平台2的中部,此时,工件处于感应线圈81下方,接着,升降驱动组件3驱动升降平台2上升,使工件上需要焊接的位置刚好处于感应线圈81内,压紧装置7将工件向下压紧,防止在焊接工程中工件移位,随即由加热装置8对焊接位置进行加热焊接,屏蔽圈6能够吸收并阻隔感应线圈81上的热量向工件的锥部斜面传递,防止工件锥部斜面熔化和变形,在焊接时,操作人员可将另一组载台5上已完成焊接的工件取下并放置下一组待焊接的工件,提高焊接效率。
23.如图2所示,载台5包括底板51、隔热板52和限位块53,底板51固定在横行驱动组件4的动力输出端,隔热板52固定在底板51上方,限位块53安装在底板51上,限位块53设置四组且分别对应在底板51的四周,限位块53相对于底板51的中心距离可调,在放置工件之前,先按照工件的尺寸预先调节好限位块53的位置,调节好后,工件放置在隔热板52上且对应在四组限位块53之间,使工件运行到升降平台2中部的时候,工件恰好处于感应线圈81的正
下方,提高焊接的精度,隔热板52能够吸收热量,防止底板51长期处于高温而变形,在本设计中,隔热板52采用石棉板,石棉板有很强的抗张力、承受压力、能够承受1400℃左右。
24.如图3所示,屏蔽圈6包括环形挡板61和散热管道62,散热管道62环绕在环形挡板61的外周,散热管道62的两端分别设有进水口621和出水口622,进水口621和出水口622和供水设备连接,使水流在散热管道62内循环流动,不断地将焊接过程中感应线圈81产生的热量带走,环形挡板61对散热管道62起到支撑的作用,同时环形挡板61也能够吸收热量,在本设计中,环形挡板61和散热管道62均采用铜材料制成,铜的吸热效果好。
25.如图4所示,压紧装置7包括顶板71、导柱72、压紧气缸73、压板74和保护套75,导柱72设置四组,上端固定在顶板71的四角,下端固定在外壳1上,压紧气缸73固定在顶板71上且动力输出端向下,压板74固定在压紧气缸73的动力输出端且与四组导柱72滑动连接,压板74对应在升降平台2的中部上方,保护套75套设在导柱72上且对应在压板74的下方,当工件运输到升降平台2中部且上升后,压紧气缸73驱动压板74沿着导柱72向下压紧工件,防止工件的焊接的过程中发生移位,保护套75能够防止操作人员粘上导柱72上的润滑油,保持导柱72上有足够的润滑油,使压板74在导柱72上顺畅滑动。
26.如图5所示,为载台5和屏蔽圈6的工作状态图,本设计中,工件分为顶部工件91和底部工件92,底部工件92上端为锥台,顶部工件91下端与底部工件92上端拼接,拼接面处需要焊接,即焊接面93,底部工件92放置在载台5上的四组限位块53之间,屏蔽圈6套设在底部工件92的锥台上,在感应焊接时阻隔热量向锥形斜面传递。
27.本实施例的工作原理:
28.拼接在一起的两个工件放置在其中一组载台5上并将屏蔽圈6套设在工件的锥形斜面上,通过横行驱动组件4将该组载台5移送到升降平台2的中部,此时,工件处于感应线圈81下方,接着,升降驱动组件3驱动升降平台2上升,使工件上需要焊接的位置刚好处于感应线圈81内,压紧装置7将工件向下压紧,防止在焊接工程中工件移位,随即由加热装置8对焊接位置进行加热焊接,屏蔽圈6能够吸收并阻隔感应线圈81上的热量向工件的锥部斜面传递,防止工件锥部斜面熔化和变形,在焊接时,操作人员可将另一组载台5上已完成焊接的工件取下并放置下一组待焊接的工件,提高焊接效率。
29.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1