一种座椅底座焊接夹具的制作方法
1.本实用新型涉及焊接技术领域,尤其是一种座椅底座焊接夹具。
背景技术:
2.座椅是一种有靠背、有的还有扶手的坐具。随着社会的进步与科学技术的不断发展,座椅的使用场合越来越广泛,座椅的材质的多种多样。按照使用的分类:机场座椅,汽车座椅,公交座椅,家庭座椅,餐厅座椅,儿童安全座椅,休闲座椅等。按照材料分类:铝合金座椅,不锈钢座椅,铁制座椅,木制座椅,以及其他材料座椅等。
3.由于使用寿命较长,采用金属焊接而成的座椅骨架越来越受到欢迎。如图 1所示的一种座椅底座,包括n型管、前横管、连接板以及扶手管,所述n型管包括后横管以及两条朝前折弯的侧管,所述前横管两端分别两条侧管的前部内侧连接,两个所述连接板左右相对设置在两条侧管前部外侧,两个所述托手臂左右相对设两条侧管上侧,且所述托手臂两端分别与侧管中部以及后部连接。在该座椅底座的生产过程中,需要对前横管、连接板以及扶手管进行定位,然后分别对连接处焊接。由于人工定位的方式容易使前横管、连接板以及扶手管晃动导致定位精度不高,使连接处的位置有所偏差,需要重复调整焊接位置,使得焊接质量差且焊接效率低。
技术实现要素:
4.本实用新型所要解决的技术问题在于,提供一种座椅底座焊接夹具,能够减少因晃动而导致的定位偏差,无需重复调整焊接位置。
5.为了解决上述技术问题,本实用新型的一种座椅底座焊接夹具,包括底板,所底板顶面安装有两组前后对应设置并对应用于承托前横管和后横管的第一限位座,所述底板底面安装有两组左右对应设置并对应用于承托扶手管的第二限位座;所述底板顶面的前部、后部、左部以及后部均安装有气动快速夹,对应用于将前横管、后横管以及两条侧管夹紧;所述底板顶面安装有两组左右对应设置的第一侧压组件,用于将连接板压向侧管的外侧;所述底板底面安装有两组左右对应设置的第二侧压组件,用于与第二限位座配合压紧扶手管;所述底板设有用于露出下侧焊接位置以及供扶手管穿过的第一让位口。
6.作为上述方案的改进,所述座椅底座还包括多个从前往后间隔设置在两条侧管之间的支撑件,所述底板顶面中部设有多组从前往后间隔设置并用于承托支撑件的第三限位座。
7.作为上述方案的改进,本实用新型的座椅底座焊接夹具还包括夹紧气缸,多组所述夹紧气缸从前往后间隔设置底板顶面的中部并与第三限位座配合用于夹紧多个支撑件。
8.作为上述方案的改进,所述座椅底座还包括用于连接两条侧管、前横管与支撑件、后横管与支撑件或支撑件与支撑件的加强管,所述底板顶面设有多个用于承托加强管的第四限位座,所述第四限位座设有多个开口朝上的限位槽,所述限位槽的槽底为与加强管外径相匹配的圆弧面。
9.作为上述方案的改进,所述第四限位座一侧安装有弹性夹持件,所述弹性夹持件设有与限位槽连通并用于夹持加强管外侧的夹持槽。
10.作为上述方案的改进,所述底板底面安装有用于向上推出座椅底座的退料气缸,所述第三限位座设有供退料气缸穿过的第二让位口。
11.作为上述方案的改进,所述支撑件设有多个第一连接孔,所述退料气缸的输出端设有多个位置与第一连接孔一一对应的第一定位销。
12.作为上述方案的改进,所述第一侧压组件包括安装在底板顶面前部的第一侧压气缸以及安装在第一侧压气缸输出端处的侧压板,所述侧压板设有用于定位连接板的限位缺口。
13.作为上述方案的改进,所述连接板设有多个第二连接孔,所述第一侧压组件还包括多个安装侧压板朝向侧管一侧且位置与第二连接孔一一对应的第二定位销。
14.作为上述方案的改进,所述第二侧压组件包括安装在底板顶面前部的第二侧气缸以及安装在第二侧压气缸输出端处的压紧块,所述第二限位座设有用于承托扶手管的第一台阶,所述压紧块设有与第二台阶相匹配的第二台阶。
15.实施本实用新型,具有如下有益效果:
16.本实用新型的座椅底座焊接夹具通过底板、第一限位座、气动快速夹、第一侧压组件、第二侧压组件以及第二限位座相互配合,能够对前横管、n型管和扶手管定位,并在焊接过程中夹紧前横管、n型管、连接板以及扶手管,减少因晃动而导致的定位偏差,无需重复调整焊接位置,提高定位精度、焊接质量和焊接效率。
附图说明
17.图1为本实用新型实施例要加工的座椅底座的立体示意图;
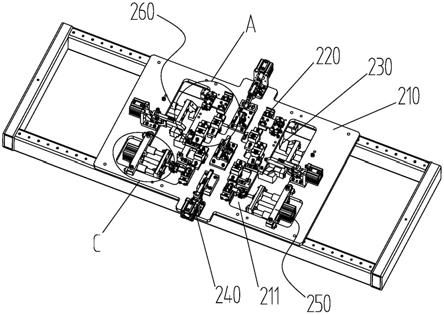
18.图2为本实用新型实施例中的座椅底座焊接夹具的立体示意图;
19.图3为图2中a处的放大视图;
20.图4为图3中b处的放大视图;
21.图5为图2中c处的放大视图;
22.图6为本实用新型实施例中的座椅底座焊接夹具另一视角的立体示意图;
23.图7为图6中d处的放大视图;
24.图8为本实用新型实施例中的座椅底座焊接夹具夹住座椅底座的立体示意图。
25.图中:110、n型管;120、前横管;130、连接板;140、扶手管;111、后横管;112、侧管;210、底板;220、第一限位座;230、第二限位座;240、气动快速夹;250、第一侧压组件;260、第二侧压组件;211、第一让位口; 150、支撑件;270、第三限位座;271、夹紧气缸;160、加强管;280、第四限位座;281、限位槽;282、弹性夹持件;283、夹持槽;290、退料气缸; 272、第二让位口;151、第一连接孔;291、第一定位销;251、第一侧压气缸;252、侧压板;253、限位缺口;131、第二连接孔;254、第二定位销; 261、第二侧压气缸;262、压紧块;231、第一台阶;263、第二台阶。
具体实施方式
26.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚的理
解本实用新型要求保护的技术思想。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
27.如图1所示,本实用新型实施例要加工的座椅底座包括n型管110、前横管120、连接板130以及扶手管140,所述n型管110包括后横管111以及两条朝前折弯的侧管112,所述前横管120两端分别两条侧管112的前部内侧连接,两个所述连接板130左右相对设置在两条侧管112前部外侧,两个所述扶手管140左右相对设两条侧管112上侧,且所述扶手管140两端分别与侧管112中部以及后部连接。焊接时,需要将座椅底座翻转180度,即两个所述扶手管140右左右相对设两条侧管112上侧变为右左右相对设两条侧管112 下侧。
28.如图2-8所示,本实用新型实施例中的一种座椅底座焊接夹具,包括底板210,所底板210顶面安装有两组前后对应设置并对应用于承托前横管120 和后横管111的第一限位座220,所述底板210顶面的前部、后部、左部以及后部均安装有气动快速夹240,对应用于将前横管120、后横管111以及两条侧管112夹紧;如图2和图8所示,底板210顶面前部的气动快速夹240配合第一限位座220对前横管120定位夹紧,底板210顶面后部的气动快速夹 240配合第一限位座220对后横管111夹紧,由于侧管112与后横管111一体设置,底板210顶面左部与右部的气动快速夹240配合第一限位座220上的后横管111对左右两条侧管112夹紧。
29.所述底板210顶面安装有两组左右对应设置的第一侧压组件250,用于将连接板130压向侧管112的外侧。在本实施例中,所述第一侧压组件250可以是电缸或者快速夹配合压板的形式,将连接板130压向侧管112的外侧,实现连接板130的压紧。
30.所述底板210底面安装有两组左右对应设置并对应用于承托扶手管140 的第二限位座230;所述底板210底面安装有两组左右对应设置的第二侧压组件260,用于与第二限位座230配合压紧扶手管140。在本实施例中,所述第二侧压组件260可以电缸或者快速夹将扶手管140压向第二限位座230,实现扶手管140的定位夹持。
31.所述底板210设有用于露出下侧焊接位置以及供扶手管140穿过的第一让位口211。如图2、图6和图8所示,所述底板210安装在外部变位机的变位架中,需要对座椅底座下侧焊接位置焊接时,外部变位机驱动底板210翻转180度,使座椅底座下侧焊接位置露出,方便对座椅底座下侧焊接位置焊接。
32.本实用新型的座椅底座焊接夹具的具体工作原理如下:将n型管110和前横管120分别对应放置到对应的第一限位座220上,并配合气动快速夹240 对n型管110和前横管120夹紧定位;第一侧压组件250动作,使连接板130 压向侧管112外侧;第二侧压组件260动作配合第二限位座230将扶手管140 定位夹紧;对座椅底座连接处进行焊接;气动快速夹240、第一侧压组件250 和第二侧压组件260复位,进入下一工作循环。
33.本实用新型的座椅底座焊接夹具通过底板210、第一限位座220、气动快速夹240、第一侧压组件250、第二侧压组件260以及第二限位座230相互配合,能够对前横管120、n型管110和扶手管140定位,并在焊接过程中夹紧前横管120、n型管110、连接板130以及扶手管140,减少因晃动而导致的定位偏差,无需重复调整焊接位置,提高定位精度、焊接质量和焊接效率。
34.实际上,所述座椅底座还优选包括多个从前往后间隔设置在两条侧管112 之间的支撑件150,以提供座椅底座的支撑强度。对应地,所述底板210 顶面中部优选设有多组从
前往后间隔设置并用于承托支撑件150的第三限位座270。如图1所示,所述支撑件150可以呈槽型,对应地,如图3所示,所述第三限位座270设有距离与支撑件150的槽宽相匹配的前后侧面,实现支撑件150的前后定位。进一步地,如图8所示,本实用新型的座椅底座焊接夹具还优选包括夹紧气缸271,多组所述夹紧气缸271从前往后间隔设置底板 210顶面的中部并与第三限位座270配合用于夹紧多个支撑件150,通过夹紧气缸271与第三限位座270相互配合,在焊接过程中渐进支承件,增架对座椅底座的夹持强度,减少焊接变形。
35.实际上,所述座椅底座还优选包括用于连接两条侧管112、前横管120与支撑件150、后横管111与支撑件150或支撑件150与支撑件150的加强管 160,加强两条侧管112、前横管120与支撑件150、后横管111与支撑件150 以及支撑件150与支撑件150的连接强度,对应地,所述底板210顶面优选设有多个用于承托加强管160的第四限位座280,所述第四限位座280设有多个开口朝上的限位槽281,所述限位槽281与加强管160外径相匹配,通过限位槽281实现对对加强管160的定位。进一步地,所述第四限位座280一侧优选安装有弹性夹持件282,所述弹性夹持件282设有与限位槽281连通并用于夹持加强管160外侧的夹持槽283。所述弹性夹持件282可以采用如橡胶等具有一定弹性的材料制作而成,初始状态时,夹持槽283的夹持外径小于加强管160的外径,需要夹持加强管160时,加强管160外侧挤压夹持槽283 使夹持槽283张开,加强管160塞入夹持槽283后,夹持槽283在弹性回复的作用下夹住加强管160,从而实现对加强管160的定位和夹紧。
36.需要说明的是,由于座椅底座在焊接过程会产生焊接变形,焊接底座与第一限位座220、第二限位座230以及第三限位座270卡得较紧,人手难以将焊接底座取出。对应地,所述底板210底面优选安装有用于向上推出座椅底座的退料气缸290,所述第三限位座270设有供退料气缸穿过的第二让位口 272,通过退料气缸290的作用力作用在支撑件150上,从而使焊接后的座椅底座与第一限位座220、第二限位座230以及第三限位座270分离,无需人力操作,座椅底座的取出更为方便。此外,所述支撑件150优选设有多个第一连接孔151,对应地,所述退料气缸290的输出端优选设有多个位置与第一连接孔151一一对应的第一定位销291,对支撑件150进一步定位。
37.具体地,如图5所示,所述第一侧压组件250优选包括安装在底板210 顶面前部的第一侧压气缸251以及安装在第一侧压气缸251输出端处的侧压板252,所述侧压板252设有用于定位连接板130的限位缺口253,通过限位缺口253对连接板130起承托作用,并配合第一侧压气缸251以及侧压板252 起到将连接板130压向侧管112外侧的作用。实际上,所述连接板130优选设有多个第二连接孔131,对应地,所述第一侧压组件250还优选包括多个安装侧压板252朝向侧管112一侧且位置与第二连接孔131一一对应的第二定位销254,通过第二定位销254对连接板130起定位作用。
38.具体地,所述第二侧压组件260优选包括安装在底板210顶面前部的第二侧压气缸261以及安装在第二侧压气缸261输出端处的压紧块262,所述第二限位座230设有用于承托扶手管140的第一台阶231,所述压紧块262设有与第二台阶263相匹配的第二台阶263。第一台阶231对扶手管140起到支撑的作用,第二侧压气缸261驱动压紧块262朝第一台阶231移动,第一台阶 231与第二台阶263围合成夹紧腔,实现对扶手管140的定位夹紧。
39.以上仅为本实用新型的具体实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在
其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1