一种铝合金U型散热底板整形工装的制作方法
一种铝合金u型散热底板整形工装
技术领域
1.本实用新型涉及一种汽车零部件加工技术领域,尤其是一种铝合金u型散热底板整形工装。
背景技术:
2.在大力发展新能源汽车的今天,为了提高电动汽车的续航里程,给汽车减重是一种有效的手段,从而铝合金材料在新能源汽车上的应用也越来越多,其中,电池托盘的占比最大。
3.现有宽度在200-400mm的新能源汽车电池托盘中的u型散热底板成型时,在挤压机挤出后u型散热底板两边容易向内凹陷呈收口状,影响产品质量,产品合格率低。
技术实现要素:
4.针对现有技术中存在的不足,本实用新型提供一种铝合金u型散热底板整形工装,实现铝合金u型散热架的在线整形,无需动手折弯产品,有利于增加产品尺寸稳定性,提升产品合格率,节约整形时间。本实用新型采用的技术方案是:
5.一种铝合金u型散热底板整形工装,包括
6.外框,所述外框内部设有整形空间;
7.顶板,所述顶板设置在外框顶部,以实现整形空间的打开和关闭;
8.定位件,所述定位件能够在整形空间内沿第一方向运动,用以将u型散热底板固定于整形空间内;
9.两个整形件,所述整形件能够在整形空间内沿第二方向运动,用以调整u型散热底板形状;
10.第一驱动件,所述第一驱动件设置在顶板上,用于驱动定位件沿第一方向运动;以及
11.第二驱动件,所述第二驱动件设置在顶板上,用于驱动整形件沿第二方向运动;
12.所述第一方向垂直于第二方向。
13.进一步地,所述第一驱动件为螺杆,所述螺杆与顶板螺纹连接,所述螺杆一端连接有第一定位框,所述螺杆另一端连接手柄,所述定位件设置在第一定位框上。
14.进一步地,所述第一定位框上设置有轴承,所述螺杆一端连接轴承,所述第一定位框上设置有第一限位件,所述第一限位件贯穿顶板用以防止第一定位框随螺杆的转动而转动。
15.进一步地,所述第二驱动件包括两个滚珠丝杠,任一所述滚珠丝杠的输出端连接滑动块,所述滑动块贯穿顶板,两个所述整形件分别设置在两个滑动块上,以实现整形件在第二方向的运动。
16.进一步地,所述第二驱动件为双向丝杠,所述双向丝杠的输出端连接滑动块,所述滑动块贯穿顶板,两个所述整形件分别设置在两个滑动块上,以实现两个整形件在第二方
向上的同步运动。
17.进一步地,所述顶板上设置滑槽,所述滑动块滑动设置在滑槽内。
18.进一步地,所述定位件和整形件均为镀铬滚筒。
19.进一步地,所述外框沿第三方向设置开口,所述开口与整形空间相通,所述第三方向垂直于第一方向和第二方向。
20.进一步地,所述外框内部设置多个导向辊,所述导向辊的轴线方向与第二方向平行。
21.进一步地,所述外框上设置有凸台,所述凸台上设置定位孔,用以安装外框。
22.本实用新型的优点:
23.本技术利用设置在挤压机出口处的外框接收u型散热架底板,并采用第一驱动件驱动定位件将u型散热架底板固定在整形空间内,利用第二驱动件驱动整形件向外撑开u型散热架底板的两边,使其两边的收口打开,以实现对u型散热架底板的在线整形,以提高u型散热架底板的尺寸稳定性,提高产品合格率。
附图说明
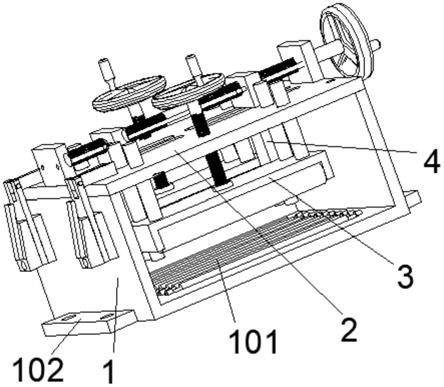
24.图1为本实用新型的结构图。
25.图2为本实用新型的俯视图。
26.图3为图2中沿a-a线的剖视图。
27.图4为图2中沿b-b线的剖视图。
28.图中:1-外框,2-顶板,3-定位件,4-整形件,5-第一驱动件,6-第一定位框,7-第一限位件,8-第二驱动件,9-滑动块,101-导向辊,102-凸台,201-滑槽。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
30.请参阅附图1-4,本实用新型提供一种铝合金u型散热底板整形工装,包括外框1、顶板2、定位件3、两个整形件4、第一驱动件5和第二驱动件8,所述外框1内部设有整形空间;所述顶板2设置在外框1顶部,以实现整形空间的打开和关闭;所述定位件3能够在整形空间内沿第一方向运动,用以将u型散热底板固定于整形空间内;所述整形件4能够在整形空间内沿第二方向运动,用以调整u型散热底板形状;所述第一驱动件5设置在顶板2上,用于驱动定位件3沿第一方向运动;所述第二驱动件8设置在顶板2上,用于驱动整形件4沿第二方向运动;所述第一方向垂直于第二方向。
31.在本技术中,顶板2与外框1一端可以铰接,通过转动顶板2一端打开整形空间;可以为卡接,通过拆卸两者之间的卡件分离顶板2和外框1,打开整形空间;也可以是插销等快拆连接,通过拔掉插销等快拆件分离顶板2与外框1,从而打开整形空间。
32.本技术利用设置在挤压机出口处的外框1接收u型散热架底板,并采用第一驱动件5驱动定位件3将u型散热架底板固定在整形空间内,利用第二驱动件8驱动整形件4向外撑开u型散热架底板的两边,使其两边的收口打开,以实现对u型散热架底板的在线整形,以提
高u型散热架底板的尺寸稳定性,提高产品合格率。
33.作为本技术的一个实施例,所述第一驱动件5为螺杆,所述螺杆与顶板2螺纹连接,所述螺杆一端连接有第一定位框6,所述螺杆另一端连接手柄,所述定位件3设置在第一定位框6上;第一定位框6为定位件3提供安装载体,通过转动手柄旋转螺杆,使螺杆一端带动第一定位框6和定位件3升降;
34.为了避免定位件3接触到u型散热底板但还没压紧固定时,定位件3随螺杆的转动而转动,造成工件表面出现划痕,所述第一定位框6上设置有轴承,所述螺杆一端连接轴承,所述第一定位框6上设置有第一限位件7,所述第一限位件7贯穿顶板2用以防止第一定位框6随螺杆的转动而转动;所述顶板2上设置供第一限位件7运动的限位孔,当螺杆转动带动定位件3升降时,第一限位件7在限位孔内滑动。
35.作为本技术的其他实施例,第一驱动件5为气缸、电动滑轨等直线驱动器,直接驱动第一定位框6和定位件3做升降运动。
36.为了提高定位效果,第一驱动件5和定位框6设置两个或以上,相对于外框在第二方向上的中线对称;为了提高每个定位点的定位效果,每个定位框6内设置至少一个定位件3。
37.作为本技术的一个实施例,所述第二驱动件8包括两个滚珠丝杠,任一所述滚珠丝杠的输出端连接滑动块9,所述滑动块9贯穿顶板2,两个所述整形件4分别设置在两个滑动块9上,以实现整形件4在第二方向的运动;使用两个滚珠丝杠分别控制两个整形件4的运动,便于对u型散热底板的两边分别整形;当滚珠丝杠转动带动滑动块9在第二方向上运动,整形件4随滑动块9运动,在整形空间内向外框1内壁靠近,直至挤压u型散热底板的一边,操作两个滚珠丝杠对u型散热底板的两边分别整形。
38.作为本技术的另一个实施例,所述第二驱动件8为双向丝杠,所述双向丝杠的输出端连接滑动块9,所述滑动块9贯穿顶板2,两个所述整形件4分别设置在两个滑动块9上,以实现两个整形件4在第二方向上的同步运动;使用双向丝杠同时带动两个滑动块9做相向运动,同时实现两个整形件4在整形空间内向外框1内壁靠近,直至同时挤压u型散热底板的两边,实现同步整形。
39.作为本技术的其他实施例,第二驱动件5为气缸、电动滑轨等直线驱动器,直接驱动滑动块9或整形件4滑动。
40.为了进一步限制滑动块9的运动轨迹,避免其产生晃动影响整形效果,所述顶板2上设置滑槽201,所述滑动块9滑动设置在滑槽201内。
41.为了防止定位件3或整形件4直接接触u型散热底板时划伤工件表面,所述定位件3和整形件4均为镀铬滚筒;利用镀铬滚筒的圆柱表面避免平面接触u型散热底板表面时,由于平面歪斜产生压痕,进一步保护与工件表面。
42.为了方便u型散热底板进出外框1,节约上下料的时间,所述外框1沿第三方向设置开口,所述开口与整形空间相通,所述第三方向垂直于第一方向和第二方向;在本技术中,第一方向为竖直方向,第二方向为左右方向,第三方向为前后方向;打开顶板2便于u型散热底板进入整形空间整形处理,整形后从开口移出;开口还能够加快散热,使整形后的u型散热底板加快冷却。
43.为了方便u型散热底板整形后的移出,所述外框1内部设置多个导向辊101,所述导
向辊101的轴线方向与第二方向平行;导向辊101的设计能够降低u型散热底板的摩擦力,降低其下料难度。
44.为了方便外框1的安装,所述外框1上设置有凸台102,所述凸台102上设置定位孔,用以安装外框1。
45.本技术能够对挤压机挤出的铝合金u型散热底板在线整形,提高尺寸稳定性和产品质量,降低人工劳动强度,保护产品表面不被划伤变形。
46.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1