一种攻牙设备的制作方法
1.本实用新型涉及自动化设备技术领域,具体涉及一种攻牙设备。
背景技术:
2.攻牙机是在工件预设通孔或盲孔内侧面加工出内螺纹的机械加工设备。传统的攻牙机自动化程度低,需要人工配合完成,例如,攻牙步骤通常由攻牙机操作,但上下料、工件摆位等需由人工操作。工作人员与机械设备接触存在安全隐患,人工摆位的工件精度不高,在攻牙后的产品品质亦容易产生误差。并且现有的攻牙机无法在工件的不同方位同时攻牙。若工件需要多面攻牙,则需在一面攻牙完成后,通过人工翻转工件,由攻牙机继续攻牙,工作效率低下,影响产能。
技术实现要素:
3.有鉴于此,本实用新型目的在于提供一种攻牙设备,可自动上下料并同时完成不同方位的攻牙。
4.为实现本实用新型目的,提供一种攻牙设备,用于对物料进行攻牙处理以形成攻牙料。所述攻牙设备包括攻牙机组件、备料组件及导料组件。所述攻牙机组件与所述备料组件分别设置于所述导料组件上方。所述备料组件用于盛放所述物料。所述导料组件用于接收来自所述备料组件的所述物料,并输送所述物料至所述攻牙机组件的攻牙位置。所述攻牙机组件对所述物料进行攻牙处理。所述导料组件包括推料气缸与导料板。所述推料气缸与所述导料板相连,且设置于所述备料组件一侧,用于将所述备料组件中的所述物料推送至所述导料板。所述导料板用于输送所述物料至所述攻牙机组件的所述攻牙位置。
5.可选地,所述备料组件包括直立料仓。所述直立料仓垂直设置于所述导料组件上方。所述直立料仓包括储料通道。所述物料自所述储料通道上端收纳进入所述储料通道,并滑落至所述储料通道的下端。所述储料通道的所述下端固定连接于所述导料组件上,且所述储料通道设有水平方向的走料孔。所述走料孔对应连通所述导料板且与所述推料气缸相对应设置。
6.可选地,所述导料组件还包括相对设置的两条侧边限位板。所述两条侧边限位板分别夹设于所述导料板相对两侧,以与所述导料板共同围绕出送料通道以传送所述物料。
7.可选地,所述两条侧边限位板可拆卸的固定安装于所述导料板两侧,且所述两条侧边限位板之间的间距可调节。
8.可选地,所述攻牙设备还包括感测元件。所述感测元件设于所述导料板一侧,且靠近所述攻牙位置,以感测所述物料是否到达所述攻牙位置。
9.可选地,所述攻牙机组件包括第一攻牙机、第二攻牙机及第三攻牙机。所述第一攻牙机设置于所述攻牙位置上方。所述第二攻牙机设置于所述攻牙位置左侧。所述第三攻牙机设置于所述攻牙位置右侧。所述第一攻牙机包括第一攻牙丝锥。所述第二攻牙机包括第二攻牙丝锥。所述第三攻牙机包括第三攻牙丝锥。
10.可选地,所述攻牙设备还包括承载组件。所述承载组件用于固定承载所述攻牙机组件、所述备料组件及所述导料组件。
11.可选地,所述攻牙设备还包括水循环组件。所述水循环组件用于对所述第一攻牙丝锥、所述第二攻牙丝锥及所述第三攻牙丝锥进行冷却操作,且对所述攻牙料和所述攻牙位置进行冲洗操作。
12.可选地,所述水循环组件包括储水件、抽水件、排水槽及喷水管。所述储水件设置于所述承载组件的一侧,用于储水。所述抽水件设置于所述储水件中,用于将所述储水件中的水输送至所述喷水管。所述喷水管设置于所述承载组件的承载面上,用于向所述攻牙料和所述攻牙位置喷射水流。所述排水槽环绕设置于所述承载面的四周,且与所述储水件连通,用于收集所述水流,并将所述水流排入所述储水件中。
13.可选地,所述攻牙设备还包括控制盒组件。所述控制盒组件设置于所述承载面上。所述控制盒组件包括触摸屏及机械控制按键。所述触摸屏设置于所述机械控制按键的上方。所述机械控制按键包括启动键、停止键及急停键。
14.本实用新型提供的一种攻牙设备,通过推料气缸将物料推送至攻牙位置,三个不同方位的攻牙机同时对物料进行攻牙操作,实现自动化攻牙处理,减少人员与机械设备的接触,提高安全性和生产效率。此外,通过水循环组件对攻牙丝锥的冷却操作和攻牙位置的冲洗操作,可延长攻牙丝锥的使用寿命,同时可避免加工产生的碎屑影响设备正常运转。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本实用新型的一些实施例,而非对本实用新型的限制。
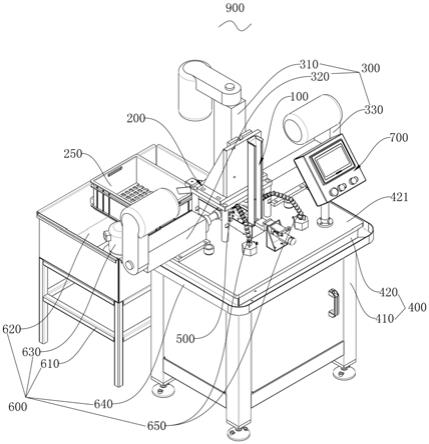
16.图1为本实用新型实施例提供的一种攻牙设备的结构示意图。
17.图2为所述攻牙设备另一视角的结构示意图。
18.图3为所述攻牙设备的备料组件及导料组件的结构示意图。
19.图4为所述攻牙设备的控制盒组件的结构示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的其他实施例,都属于本实用新型的保护范围。
21.参看图1及图2,本实用新型实施例提供的一种攻牙设备900,包括备料组件100、导料组件200、攻牙机组件300、承载组件400、感测元件500、水循环组件600及控制盒组件700。承载组件400用于固定承载备料组件100、导料组件200、攻牙机组件300及控制盒组件700。攻牙机组件300与备料组件100分别设置于导料组件200上方。备料组件100用于盛放物料。导料组件200用于接收来自备料组件100的物料,并输送物料至攻牙机组件300的攻牙位置301。攻牙机组件300对物料进行攻牙处理。感测元件500设置于导料组件200的一侧,且靠近
攻牙位置301,以感测物料是否到达攻牙位置301。水循环组件600部分设置于承载组件400上,用于对攻牙机组件300进行冷却操作,且对攻牙料和攻牙位置301进行冲洗操作。控制盒组件700用于控制攻牙设备900的启动、运转及停止。
22.参看图1及图3,备料组件100包括直立料仓110。直立料仓110垂直设置于导料组件200上方。直立料仓110包括储料通道120。物料自储料通道120上端121收纳进入储料通道120,并滑落至储料通道120的下端122。储料通道120的下端122固定连接于导料组件200上,且储料通道120的下端122设有水平方向的走料孔123。走料孔123对应连通导料组件200。将物料放置在直立料仓110中,物料从储料通道120的上端121滑落至下端122进入导料组件200,导料组件200通过走料孔123将物料输送至攻牙位置301以供攻牙机组件300对物料进行攻牙处理。
23.参看图1及图3,导料组件200包括推料气缸210、导料板220、两条侧边限位板230、送料通道240及收料箱250。推料气缸210与导料板220相连,且设置于备料组件100一侧,并与走料孔123相对应设置,用于将备料组件100中的物料通过走料孔123推送至导料板220。导料板220用于输送物料至攻牙机组件300的攻牙位置301。两条侧边限位板230分别夹设于导料板220相对两侧,以与导料板220共同围绕出送料通道240以传送物料。两条侧边限位板230可拆卸的固定安装于导料板220两侧。两条侧边限位板230包括定位销231及定位销孔232,可通过定位销231在不同的定位销孔232中切换,从而调节两条侧边限位板230之间的间距。通过调节两条侧边限位板230之间的间距和更换料仓的大小,可以适配不同宽度的物料。收料箱250设置在导料板220的下方,且位于推料气缸210的相对侧,用于收纳加工好的攻牙料。感测元件500设于所述导料板一侧,且靠近攻牙位置301,以感测物料是否靠近攻牙位置301。当感测元件500感测到物料时,控制推料气缸210将物料推送至攻牙位置301。当攻牙机组件300对物料攻牙处理完成形成攻牙料后,推料气缸210继续推送下一个物料至攻牙位置301,通过物料推动攻牙料,攻牙料在送料通道240上依次被推送至收料箱250中。
24.参看图1及图2,攻牙机组件300包括第一攻牙机310、第二攻牙机及320第三攻牙机330。第一攻牙机310设置于攻牙位置301上方。第二攻牙机320设置于攻牙位置301左侧。第三攻牙机330设置于攻牙位置301右侧。第一攻牙机310包括第一攻牙丝锥311。第一攻牙丝锥311安装在第一攻牙机310的攻牙端312,用于对物料的顶面进行攻牙操作。第二攻牙机320包括第二攻牙丝锥321。第二攻牙丝锥321安装在第一攻牙机320的攻牙端322,用于对物料的左面进行攻牙操作。第三攻牙机330包括第三攻牙丝锥331。第三攻牙丝锥安装在第三攻牙机330的攻牙端332,用于对物料的右面进行攻牙操作。当物料到达攻牙位置301时,第一攻牙机310、第二攻牙机320及第三攻牙机330从初始位置移动靠近攻牙位置301,并同时对物料的三面进行攻牙处理,以形成攻牙料。攻牙处理完成后,三个攻牙机各自退回初始位置。
25.参看图1及图2,承载组件400包括承载支架410及承载平台420。承载平台420安装于承载支架410上。承载平台420包括承载面421。承载面421为承载平台420的上表面。承载面421用于固定承载备料组件100、导料组件200、攻牙机组件300、控制盒组件700及部分水循环组件600。
26.参看图1及图2,水循环组件600包括支架610、储水件620、抽水件630、排水槽640及二个喷水管650。支架610设置于承载组件400的一侧,用于支撑储水件620。储水件620用于
储水。收料箱250设置于储水件620中,且靠近导料组件200。抽水件630设置于储水件620中,用于将储水件620中的水输送至喷水管650。二个喷水管650设置于承载组件400的承载面421上,且分别位于导料组件200的两侧,用于向第一攻牙丝锥311、第二攻牙丝锥321、第三攻牙丝锥331及攻牙位置301喷射水流,从而对第一攻牙丝锥311、第二攻牙丝锥321、第三攻牙丝锥331进行冷却操作,并对攻牙料和攻牙位置301进行冲洗操作。通过向攻牙丝锥喷射水流,使攻牙丝锥及时冷却,延长攻牙丝锥的使用寿命,同时水流喷向攻牙料和攻牙位置301,对攻牙料和攻牙位置301进行冲洗操作,攻牙操作产生的碎屑随水流而排走,从而避免碎屑影响设备运转。排水槽640环绕设置于承载组件400的承载面421的四周,且与储水件620连通,用于收集冲洗攻牙料攻牙位置301的水流并将水流排回储水件620中。在本实施例中,储水件620为水箱;抽水件630为水泵;喷水管650为万向节喷管,可灵活调节喷水管的喷水角度。
27.参看图1及图4,控制盒组件700包括控制盒本体710、触摸屏720及机械控制按键730。控制盒本体710安装在承载组件400的承载面421上。触摸屏720和机械控制按键730设置在控制盒本体710上。触摸屏720设置于机械控制按键730的上方。触摸屏720用于显示待攻牙物料及攻牙料的数量。机械控制按键730包括启动键731、停止键732及急停键733。启动键731可控制攻牙设备900启动。停止键732可控制攻牙设备900停止。急停键733可控制攻牙设备900紧急制动。
28.本实用新型提供的一种攻牙设备,通过推料气缸将物料推送至攻牙位置,三个不同方位的攻牙机同时对物料进行攻牙操作,实现自动化攻牙处理,减少人员与机械设备的接触,提高安全性和生产效率。此外,通过水循环组件对攻牙丝锥的冷却操作和攻牙位置的冲洗操作,可延长攻牙丝锥的使用寿命,同时可避免加工产生的碎屑影响设备正常运转。
29.尽管已经给出本实用新型相关实施例的描述和图示,但本领域技术人员应该理解,这些实施例的描述和图示并不构成对本实用新型范围的限制,在不超出本实用新型构思和范围的前提下,可以对本实用新型进行多种形式和细节上变换。因此,本实用新型公开的范围不限于上述实施例,而应该由权利要求以及权利要求的等同物来确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1