一种合金材料冷挤压成型设备的制作方法
1.本实用新型属于冷挤压成型设备领域,更具体的说涉及一种合金材料冷挤压成型设备。
背景技术:
2.现有技术中对于零件的加工包括数控机床加工、铸造成型和冷锻成型等,数控机床加工精度高,且对产品的尺寸可控度高,加工出来的产品质量高,缺点是对复杂零件的加工工时长,对零件的切削量大,零件成本较大,也不适合大批量零件的生产加工;而铸造成型的零件会有较大的余量,产品无法直接成型,仍需要通过数控机床进行进一步加工,且生产过程对环境的污染较大;冷锻成型的零件加工效率高,对一些外形复杂的零件,其加工模具精度要求较高,且模具的损耗较大,需要经常更换维修,导致零件的加工成本变大。
3.于是现有技术中出现使用不同的加工方法来对同一零件进行加工,其中一种是先将零件进行铸造成型,然后在通过机床进行精加工,但是铸造成型的铸件毛坯余量较多,机床加工仍需要较多的工时,且零件的毛坯表面粗糙,不方便在机床上进行装夹,导致加工效率降低。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种合金材料冷挤压成型设备,减少零件机加工余量,提高机加工效率。
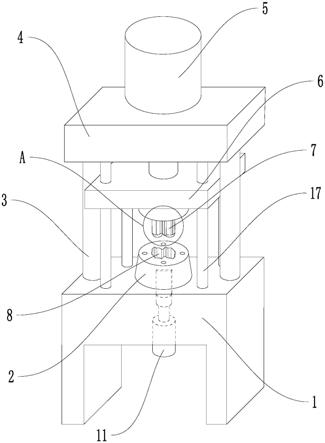
5.为实现上述目的,本实用新型提供了如下技术方案:一种合金材料冷挤压成型设备,包括下底座,所述下底座上设置有下模座,所述下底座上设置有支撑立柱,所述支撑立柱上设置有上底座,所述上底座上设置有液压油缸,所述液压油缸的活塞杆上设置有上模座,所述上模座上设置上模块,所述下模座上设置有对应上模块的仿形的第一下模孔,所述第一下模孔的下方设置有仿形的第二下模孔,所述第二下模孔小于第一下模孔,第一下模孔与第二下模孔之间形成挤压支撑台阶。
6.进一步地,所所述下底座上设置有顶升气缸,所述顶升气缸的活塞杆上设置有连接块,所述连接块上设置有顶升块,所述连接块与下模座滑动连接,所述下模座上设置有连通第二下模孔的滑动槽,所述顶升块与滑动槽滑动连接。
7.进一步地,所所述下模座上设置有安装轴,所述安装轴上设置有定位凸条,所述定位凸条沿安装轴轴向延伸,所述下底座上设置有安装孔,所述安装孔内设置有定位槽。
8.进一步地,所所述下模座上设置有若干连接孔,所述连接孔内设置有连接螺栓,所述连接螺栓与下底座螺纹连接。
9.进一步地,所所述下底座上设置有若干导杆,所述导杆穿过上模座,所述上模座与导杆滑动连接。
10.进一步地,所述上模块的端部设置有挤压凸起。
11.与现有技术相比,本实用新型的有益效果是:通过冷压设备对铸件毛坯进行初步
的冷压成型,冷压时,将铸件毛坯放入第一下模孔内,并进行初步定位,再通过上模块对铸件毛坯进行冷压,冷压后形成挤压毛坯,减少了零件的机加工余量,降低机加工时间,提高加工效率,而多余的余料会在挤压毛坯的上端部形成余料环壁,方便机加工时去除;挤压毛坯表面较为光滑,方便在机床上定位装夹。
附图说明
12.图1为本实用新型冷压设备的结构示意图;
13.图2为图1中a部放大图;
14.图3为下模座的结构示意图;
15.图4为下模座俯视结构示意图;
16.图5为顶升气缸的结构示意图;
17.图6为铸件毛坯的结构示意图;
18.图7为挤压毛坯的结构示意图。
19.附图标记:1.下底座;2.下模座;3.支撑立柱;4.上底座;5.液压油缸;6.上模座;7.上模块;8.第一下模孔;9.第二下模孔;10.挤压支撑台阶;11.顶升气缸;12.连接块;13.顶升块;14.安装轴;15.定位凸条;16.连接孔;17.导杆;18.挤压凸起;19.滑动槽;20.铸件毛坯;21.挤压毛坯;22.余料环壁。
具体实施方式
20.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
21.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本实用新型描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
22.参照图1至图6对本实用新型进一步说明。
23.一种合金材料冷挤压成型设备,包括底座,所述下底座1上设置有下模座2,所述下底座1上设置有支撑立柱3,所述支撑立柱3上设置有上底座4,所述上底座4上设置有液压油缸5,所述液压油缸5的活塞杆上设置有上模座6,所述上模座6上设置上模块7,所述下模座2上设置有对应上模块7的仿形的第一下模孔8,所述第一下模孔8的下方设置有仿形的第二下模孔9,所述第二下模孔9小于第一下模孔8,第一下模孔8与第二下模孔9之间形成挤压支撑台阶10。
24.优选的,所述第一下模孔8的形状与零件的铸造毛坯相适配,所述第二下模孔9的形状与零件的成品形状相同,且第二下模孔9内的各处尺寸略大于零件成品的尺寸。
25.优选的,所述上模块7的仿形尺寸小于第一下模孔8的仿形尺寸,方便铸件毛坯20
受挤压的余料形成余料环壁22。
26.如图6和图7所示,为方便理解本实用新型,本实施例中以图6为中的圆柱状零件代替复杂零件,其为浇铸成型的铸件毛坯20,其表面具有成品零件的大致外形,便于铸件毛坯20的浇铸;图7为经过冷压后的挤压毛坯21,其上端部受挤压后形成余料环壁22。
27.如图1至图7所示,加工零件时,将浇铸成型的铸件毛坯20放置在下模座2的第一下模孔8内,并通过挤压支撑台阶10对铸件毛坯20进行支撑,同时通过仿形的第一下模孔8的孔壁与铸件毛坯20的侧面相抵触,从而对铸件毛坯20进行定位,然后启动上底座4桑的液压油缸5,带动上模座6上的上模块7朝向铸件毛坯20移动,当上模块7与铸件毛坯20相抵触后通过上模块7和挤压支撑台阶10的相互挤压作用,使铸件毛坯20向下挤压进入第二下模孔9内,当毛坯零件被完全挤入第二下模孔9后,铸件毛坯20的形状会与成品零件的外形相同,而挤压过程中多出的余料向上堆积并在零件的上端部形成余料环壁22,然后挤压毛坯21,此时的挤压毛坯21外形与成品零件相同,但其外形尺寸会略大于成品零件,且挤压毛坯21的表面较为光滑,便于将多个挤压毛坯21一次性装夹在机床夹具上进行进一步精加工,且加工时对余料环壁22切削较为方便快速,而零件的表面加工余量少,极大缩短了加工时间,提高零件加工效率,减少直接进行机加工的原材料消耗,节约材料成本。
28.如图5所示,本实施例优选的所述下底座1上设置有顶升气缸11,所述顶升气缸11的活塞杆上设置有连接块12,所述连接块12上设置有顶升块13,所述连接块12与下模座2滑动连接,所述下模座2上设置有连通第二下模孔9的滑动槽19,所述顶升块13与滑动槽19滑动连接,挤压完成后,顶升气缸11启动,使连接块12和顶升块13朝向挤压毛坯21移动,当顶升块13与挤压毛坯21的下段面相抵触后,即可将挤压毛坯21从第二下模孔9和第一下模孔8内顶出,从而便于操作人员将挤压零件取出,并快速更换铸件毛坯20进行下一次的冷压。
29.如图3所示,本实施例优选的所述下模座2上设置有安装轴14,所述安装轴14上设置有定位凸条15,所述定位凸条15沿安装轴14轴向延伸,所述下底座1上设置有安装孔(附图未示出),所述安装孔内设置有定位槽(附图未示出),安装拥有不同的下模座2时,通过安装轴14上的定位凸条15与下底座1上的定位槽配合,然后将安装轴14安装在安装孔内,从而快速对下模座2上的第一下模孔8进行定位,并与上模座6上的上模块7相对应。
30.如图4所示,本实施例优选的所述下模座2上设置有若干连接孔16,所述连接孔16内设置有连接螺栓(附图未示出),所述连接螺栓与下底座1螺纹连接,即通过连接螺栓将下模座2固定在下底座1上,同时方便对下模座2的拆卸更换。
31.优选的,所述上模块7与上模座6之间可与下模座2同样的连接固定方式进行连接固定。
32.如图1所示,本实施例优选的所述下底座1上设置有若干导杆17,所述导杆17穿过上模座6,所述上模座6与导杆17滑动连接,即通过导杆17提高上模座6的移动准确性,提高冷压效率和质量。
33.如图2所示,本实施例优选的所述上模块7的端部设置有挤压凸起18,且冷压凸起的端部尺寸小于上模块7的尺寸,方便与毛坯零件相抵触,从而提高挤压效率。
34.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和
润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1