一种夹持装置的制作方法
1.本实用新型涉及机械焊接领域,具体地,涉及一种夹持装置。
背景技术:
2.重型制造业领域的制造过程会涉及到大型工件的焊接,通过吊装机构将大型工件吊装至指定位置后,由于大型工件的体积、重量庞大,大型工件会发生摆动,无法实现准确定位,导致焊接精度偏低,另外,由于重量较大将大型工件移动至最佳的施焊部位非常困难,否则不利于焊缝成型,降低焊接速度,因此,需要设计一种在保证焊件准备定位的同时并可调整其位置的定位装置。
技术实现要素:
3.针对现有技术中的缺陷,本实用新型的目的是提供一种夹持装置,实现了对大型工件焊接的准确定位。
4.本实用新型提供一种夹持装置,包括:
5.支撑部,所述支撑部沿长度方向铺设直线导轨;
6.第一夹手,所述第一夹手设置于所述直线导轨上,所述第一夹手与所述直线导轨滑动连接,使所述第一夹手能沿所述直线导轨方向移动;
7.第二夹手,所述第二夹手设置于所述直线导轨上,所述第二夹手与所述第一夹手相对称布置构成用于夹持焊件的u型夹持空间;所述第二夹持与所述直线导轨滑动连接,使所述第二夹手能沿所述直线导轨方向移动;
8.升降部,所述升降部设置于所述支撑部的底部,所述升降部带动所述支撑部沿竖直方向做升降运动。
9.优选地,夹持装置包括:
10.滚珠丝杠,所述滚珠丝杠设置于所述支撑部上,所述滚珠丝杠与所述第一夹手、所述第二夹手相连;
11.第一减速电机,所述第一减速电机与所述滚珠丝杠相连,所述第一减速电机驱动所述滚珠丝杠工作,从而带动所述第一夹手、所述第二夹手沿所述直线导轨同步对中移动。
12.优选地,夹持装置包括:具有容纳空间的支撑箱体,所述容纳空间用于容纳所述升降部。
13.优选地,所述支撑箱体上沿竖向设有可伸缩的导向部件,所述导向部件的下端与所述支撑箱体固定,所述导向部件的上端与所述支撑部的底面固定。
14.优选地,所述升降部包括:
15.第一升降机,所述第一升降机设置于所述支撑部的底部一侧,且所述第一升降机的上端与所述支撑部的底部相连,所述第一升降机的下端与所述支撑箱体相连;
16.第二升降机,所述第二升降机设置于所述支撑部的底部另一侧,且所述第二升降机的上端与所述支撑部的底部相连,所述第二升降机的下端与所述支撑箱体相连;
17.第二减速电机,所述第二减速电机与所述第一升降机、所述第二升降机相连,同步驱动所述第一升降机、所述第二升降机做升降运动,从而带动所述框架做升降运动。
18.优选地,夹持装置包括:移动部,所述移动部用于带动所述支撑箱体及所述支撑部沿指定方向移动。
19.优选地,所述移动部包括:
20.轨道,所述轨道沿直线方向铺设于地面上;
21.导向滑块,所述导向滑块设置于所述支撑箱体底部,所述支撑箱体通过所述导向滑块与所述轨道滑动连接,所述支撑箱体能沿所述轨道方向移动。
22.优选地,所述移动部进一步包括:
23.传动齿条,所述传动齿条沿所述轨道方向延伸,并位于所述轨道的两条导轨之间;
24.齿轮齿条传动装置,所述齿轮齿条传动装置设置于所述支撑箱体内,并与所述传动齿条相连,带动所述支撑箱体沿所述轨道方向移动。
25.优选地,所述支撑部上设有随动伸缩的防尘钢带,所述防尘钢带设置于所述第一夹手、所述第二夹手的内侧,能随所述第一夹手、所述第二夹手同步伸缩,从而使所述支撑部的内部形成封闭空间。
26.优选地,夹持装置包括:plc控制装置,所述plc控制装置用于控制所述升降部升降及所述第一夹手与所述第二夹手同步移动。
27.与现有技术相比,本实用新型具有如下至少一种的有益效果:
28.本实用新型上述装置,通过对中设置两个可移动的夹手构成u型的夹持空间,实现对大型工件夹紧、定位,且所构成的u型的夹持空间夹持的效果牢固、稳定,防止移动或焊接施工过程中发生大型工件脱落事故;同时通过设置升降部进一步调整大型工件的高度,以调整施焊位置,确保焊接精度,提高焊接质量,解决了大型、重型工件在有限的场地内移动困难的问题。
附图说明
29.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
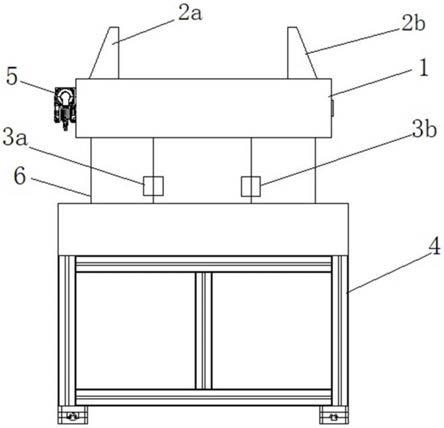
30.图1是本实用新型一优选实施例的夹持装置结构示意图;
31.图2是本实用新型一优选实施例的的夹持装置的升降部收纳于支撑箱体内的状态示意图;
32.图3是本实用新型一优选实施例的夹持装置的升降部伸出至支撑箱体外的状态示意图;
33.图4是本实用新型一优选实施例的支撑部的结构示意图;
34.图5是本实用新型一优选实施例的包括移动部的夹持装置的结构示意图;
35.图中标记分别表示为:1为支撑部、2a为第一夹手、2b为第二夹手、3a为第一升降机、3b为第二升降机、4为支撑箱体、5为第一减速电机、6为导向部件、7为轨道、8为导向滑块、9为传动齿条、10为防尘钢带。
具体实施方式
36.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进。这些都属于本实用新型的保护范围。以下实施例中未详细说明的部分均可以采用现有部件实现。
37.参照图1所示,本实施例提供一种夹持装置的结构示意图,包括支撑部1、第一夹手2a、第二夹手2b和升降部。可实现对焊件(大型工件)施焊部位的准确定位、焊接。
38.支撑部1沿长度方向铺设直线导轨。支撑部1可以为具有一定刚度的框架结构,起到承载、支撑的作用,并可为第一夹手2a、第二夹手2b提供水平行程。
39.第一夹手2a设置于直线导轨上,第一夹手2a与直线导轨滑动连接,使第一夹手2a能沿直线导轨方向移动。
40.第二夹手2b设置于直线导轨上,第二夹手2b与第一夹手2a相对称布置构成用于夹持焊件的u型夹持空间;第二夹持与直线导轨滑动连接,使第二夹手2b能沿直线导轨方向移动。通过移动第一夹手12a和第二夹手12b以调整u型夹持空间的大小,实现夹紧、定位。作为一优选方式,第一夹手2a和第二夹手2b自动对中夹手的伸缩形成为250mm-650mm。
41.升降部设置于支撑部1的底部,升降部带动支撑部1沿竖直方向做升降运动。
42.在具体实施时,需要两个夹持装置相配合使用,将两个夹持装置分别设置于焊件的两端,对焊件的两端进行夹紧、定位。具体为:将焊件夹持于由第一夹手2a与第二夹手2b构成的u型夹持空间内,通过移动第一夹手2a、第二夹手2b使焊件的一端夹紧、定位;将另一个夹持装置按照上述步骤进行,夹紧、定位焊件的另一端;再将两个夹持装置的升降部同步上升,带动其上部的支撑部1及被夹持的大型工件向上升至施焊位置,即通过升降部可根据需要调整施焊位置。
43.在其它部分优选实施例中,夹持装置包括:滚珠丝杠和第一减速电机5,其中,滚珠丝杠安装于支撑部1内,并位于直线导轨的内侧,滚珠丝杠与第一夹手2a、第二夹手2b相连;参照图2所示,将第一减速电机5固定于支撑部1的一侧。第一减速电机5与滚珠丝杠相连,第一减速电机5驱动滚珠丝杠进行工作,从而带动第一夹手2a、第二夹手2b沿直线导轨同步对中移动。
44.在其它部分优选实施例中,参照图3所示,夹持装置包括:具有容纳空间的支撑箱体4,支撑箱体4起到支撑、承重焊件的作用;支撑箱体4具有有一定高度的容纳空间用于容纳升降部。
45.在其它部分优选实施例中,支撑箱体4上沿竖向设有可伸缩的导向部件6,导向部件6起到竖向导向及支撑的作用。导向部件6的下端与支撑箱体4固定,导向部件6的上端与支撑部1的底面固定。导向部件6可随着支撑部1升降同步升降。作为一优选方式,导向部件6采用可伸缩的杆件部件。
46.在其它部分优选实施例中,参照图3所示,升降部包括:第一升降机3a,第二升降机3b和第二减速电机,将升降机,第二升降机3b和第二减速电机安装在支撑箱体4内。
47.第一升降机3a位于支撑部1的底部一侧,且第一升降机3a的上端与支撑部1的底部固定,第一升降机3a的下端与支撑箱体4内的底面固定。
48.第二升降机3b位于支撑部1的底部另一侧,且第二升降机3b的上端与支撑部1的底部固定,第二升降机3b的下端与支撑箱体4内的底面上。
49.第二减速电机与第一升降机3a、第二升降机3b相连,同步驱动第一升降机3a、第二升降机3b做升降运动,从而带动支撑部1做升降运动。参照图2所示,为第一升降机3a收纳于支撑箱体4的容纳空间内的状态示意图。在支撑箱体4的上面开设有与第一升降机3a大小、形状相匹配的开孔,使第一升降机向上运动时,可从支撑箱体4的上方伸出至外部,参照图3所示。
50.在其它部分优选实施例中,夹持装置包括移动部,移动部用于带动支撑箱体4及支撑部1沿指定方向移动。
51.作为一优选方式,参照图5所示,移动部包括轨道7和四个导向滑块8,其中,轨道7沿直线方向铺设于地面上。轨道7由两条导轨间隔一定宽度构成。四个导向滑块8分别安装在支撑箱体4底部的四个角上,支撑箱体4通过四个导向滑块8与轨道7滑动连接,使支撑箱体4能沿轨道7方向移动。
52.参照图5所示,移动部进一步包括:传动齿条9和齿轮齿条传动装置,其中,传动齿条9沿轨道7方向延伸,并位于轨道7的两条导轨之间。齿轮齿条传动装置安装于支撑箱体4内,并与传动齿条9相连,带动支撑箱体4沿轨道7方向移动。
53.在其它部分优选实施例中,参照图4所示,支撑部1上设有随动伸缩的防尘钢带10,防尘钢带10安装于第一夹手2a、第二夹手2b的内侧,能随第一夹手2a、第二夹手2b同步伸缩,从而使支撑部1的内部形成封闭空间,以防止在工作过程中的残渣掉进支撑部1内部,影响设备运行。
54.在其它部分优选实施例中,夹持装置包括:plc控制装置,plc控制装置用于控制升降部升降及第一夹手与第二夹手2b同步对中移动,实现自动化操作。在具体实施时,可通过plc控制装置控制两个夹持装置进行同步升降及夹持运动,使两个夹持装置的升降、自动分中装夹的精度均可控制在正负0.1mm。
55.申请文件中使用到各类部件如没有详细说,均可以采用标准件或常用技术,可以从市场上购买,各个零件的具体连接方式可以采用现有技术中成熟的螺栓、铆钉和焊接等常规手段,机械、零件和电器设备均采用现有技术中的常规型号,电路连接采用现有技术中常规的连接方式,对于所属领域的技术人员都是很容易实现的,在此不再作出具体叙述。
56.以上对本实用新型的具体实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本实用新型的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1