一种行人保护横梁总成的焊接定位装置的制作方法
1.本实用新型涉及汽车工装设备技术领域,特别涉及一种行人保护横梁总成的焊接定位装置。
背景技术:
2.参照图1,行人保护横梁总成,又称前防护横梁,是由主梁和两个吸能盒焊接而成,而吸能盒往往是由两个呈u型的钣金件和套管焊接而成,而吸能盒需要与汽车上的其他零部件连接,因此,需要较高的位置精度。
3.一般的,在生产时,将钣金件和主梁同时放置在总装机台上,通过焊接装置将两个钣金件和套管焊接成吸能盒,然后通过该焊接装置将吸能盒与主梁焊接,将焊接成品从总装机台移下之后,继续放置新的钣金件和主梁。以主梁为例,主梁在总装机台上的停留时间过长,单位时间内能够焊接的前防护横梁数量较少,降低了生产效率。
技术实现要素:
4.本实用新型的目的在于提供一种能够提升生产效率的行人保护横梁总成的焊接定位装置。
5.本实用新型提供一种行人保护横梁总成的焊接定位装置,包括机架、焊接预定位机构和焊接定位机构,焊接预定位机构设置为两个并对称设置于机架上,焊接预定位机构包括第一定位组件、第二定位组件、第三定位组件、第四定位组件和第五定位组件,第一定位组件和第二定位组件用于将第一钣金件夹持固定,第四定位组件和第五定位组件均设置为两个,两个第五定位组件分别设置于第四定位组件上,第三定位组件、第四定位组件和第五定位组件用于将第二钣金件压设于第一钣金件上并固定;焊接定位机构设置于机架上,焊接定位机构包括第六定位组件、第七定位组件、第八定位组件、第一支撑组件和第二支撑组件,第六定位组件设置为两个并对称设置,且位于两焊接预定位机构之间,第七定位组件设置为三个并彼此间隔布置,第八定位组件和第一支撑组件均设置为两个,两第八定位组件分别位于两第七定位组件的下方,两第一支撑组件分别位于两第七定位组件的下方,第二支撑组件位于其中两第七定位组件之间,第六定位组件用于夹持吸能盒,第七定位组件用于夹持主梁,第八定位组件、第一支撑组件和第二支撑组件均用于支撑主梁。
6.进一步的,第一定位组件包括第一气缸、第一连接块、第二气缸、第一限位块、第一限位部、第一固定块和第一销柱,第一气缸设置于机架上,第一气缸的自由端连接有第一连接块,第一气缸可驱动连接块纵向移动,第二气缸设置为两个并分设于第一连接块上,两第二气缸的输出端上均连接有第一限位块,第一限位块的顶部止抵于第一钣金件的底部,第一限位块的顶面设置有第一限位部,第一钣金件上具有可供第一限位块穿过的第一定位孔,以定位第一钣金件;第一固定块设置于机架上,第一销柱设置为两个间隔设置于第一固定块上,用于穿过第一钣金件并插设于套管,以固定套管并定位第一钣金件;第二定位组件包括第二连接块、第三气缸、第一下夹块和第一上夹块,第二连接块连接于机架上,第三气
缸转动连接于第三连接块,第一下夹块固定连接于第三连接块,以支撑第一钣金件,第一上夹块分别转动连接于第二连接块和第三气缸的输出端,第三气缸可驱动第一上夹块相对于第一钣金件转动,以使第一上夹块和第一下夹块将第一钣金件夹紧。
7.在本实施例中,第三定位组件包括第四气缸和第二下夹块,第四气缸设置于机架上,第四气缸的输出端上设置有第二下夹块,第四气缸可驱动第二下夹块相对于第二钣金件的底面横向移动,以支撑第二钣金件;第四定位组件包括第五气缸、第一支撑架、第二支撑架、第三连接块、第三上夹块和第一定位柱,第五气缸设置于第一支撑架上上,第五气缸的自由端上连接有第二支撑架,第二支撑架的底部固定设置有第三上夹块,第三上夹块位于第二下夹块的上方,第三连接块连接于第二支撑架的侧壁上,第一定位柱连接于第三连接块,第二钣金件上具有可供第一定位柱穿过的第二定位孔,第五气缸可驱动第一定位柱和第三上夹块纵向移动,以使第三上夹块和第二下夹块将第二钣金件夹紧,以使第一定位柱插设于第二定位孔,以定位第二钣金件;第五定位组件设置为气动夹爪,气动夹爪设置于第二支撑架的侧壁上并位于第一定位柱的上方,用于夹持第二钣金件,第一定位柱位于气动夹爪的两夹持壁之间。
8.进一步的,第六定位组件包括第六气缸、滑块、第四连接块、第七气缸、第一夹臂、第八气缸、第二限位块和第二限位部,第六气缸设置于机架上,滑块滑动连接于机架,第六气缸的自由端连接于滑块,第四连接块竖直布置并连接于滑块,第七气缸转动连接于第四连接块的底部,第七气缸的自由端与第一夹臂转动连接,且第一夹臂与第四连接块的顶部转动连接,第六气缸可驱动滑块横向移动,第七气缸可驱动第一夹臂相对于第一钣金件转动,以将第一钣金件压紧;第八气缸位于滑块远离第六气缸的一侧,第八气缸的输出端上设置有第二限位块,第二限位块的顶部具有第二限位部,第八气缸可驱动第二限位块纵向移动以将第二钣金件抵紧,并使得第二限位部插设于第二定位孔。
9.进一步的,第七定位组件包括第三支撑架、第九气缸、第二夹臂、第四上夹块和第四下夹块,第三支撑架设置于机架上,第九气缸连接于第三支撑架上,第九气缸的自由端与第二夹臂的一端相连接,第二夹臂的另一端的底部连接有第四上夹块,第四下夹块设置于机架上并位于第四上夹块的下方,第九气缸可驱动第二夹臂相对于主梁转动,以使第四上夹块和第四下夹块将主梁夹紧固定。
10.进一步的,第八定位组件包括第五连接块、第十气缸和第五上夹块,第五连接块固定设置于机架上,第十气缸转动连接于第五连接块的底部,第五上夹块分别转动连接于第五连接块的顶部和第十气缸的输出端,第十气缸可驱动第五上夹块相对于主梁的底侧转动,以将主梁底侧的侧壁压紧。
11.进一步的,机架上设置有第一支撑块和两个挡块,其中一挡块设置于其中一位于边缘的第七定位组件的一侧,另一挡块设置于另一位于边缘的第七定位组件的一侧,以将主梁抵紧固定;第一支撑块设置于位于中部的第七定位组件的一侧,第一支撑块与位于中部的第五上夹块相对设置,并配合第五上夹块将主梁夹紧。
12.其中,第一支撑组件包括第十一气缸、第三限位块和第三限位部,第十一气缸设置于机架上,第十一气缸的输出端上设置有第三限位块,以将主梁抵紧,第三限位块的顶部设置有第三限位部,以将主梁定位。
13.进一步的,第二支撑组件包括第十二气缸、第六连接块、第十三气缸、第七连接块、
第三夹臂和卡块,第十二气缸设置于机架上,第十二气缸的输出端上连接有第六连接块,第六连接块上开设有卡槽;第七连接块固定设置于机架上,第十三气缸转动连接于第七连接块的一端,第三夹臂转动连接于第七连接块的另一端,第三夹臂转动连接于第十三气缸的自由端,卡块设置于第三夹臂的顶部并卡设于卡槽内,第十二气缸可驱动第六连接块横向移动,第十三气缸可驱动卡块相对于主梁转动。
14.根据本实用新型实施例的行人保护横梁总成的焊接定位装置,至少具有如下有益效果:通过焊接预定位机构和焊接定位机构之间的配合使用,将第一钣金件、第二钣金件和套管夹持固定于焊接预定位机构上,并将焊接好后的吸能盒与主梁夹持固定于焊接定位机构上,在对吸能盒与主梁进行焊接操作的同时,对位于焊接预定位机构上的第一钣金件和第二钣金件进行焊接,以节约时间,同时,焊接预定位机构能够使得焊接好的吸能盒始终位于固定的位置,以使吸能盒与主梁之间在焊接时的相对位置不会发生偏差。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.下面结合附图和实施例对本实用新型进一步地说明:
17.图1为行人保护横梁总成的结构图;
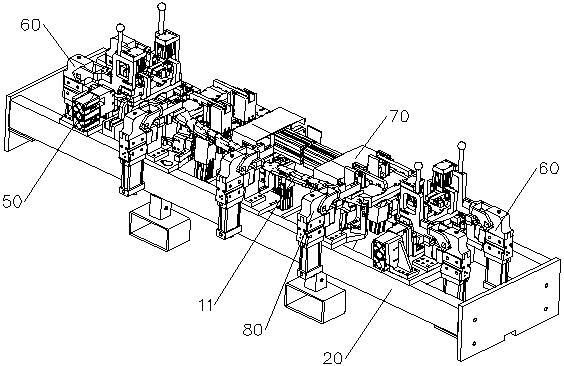
18.图2为本实用新型的结构图;
19.图3为本实用新型的俯视图;
20.图4为本实用新型的焊接预定位机构的配合示意图;
21.图5为本实用新型的第一定位组件的结构图;
22.图6为本实用新型的第二定位组件的结构图;
23.图7为本实用新型的第三定位组件的结构图;
24.图8为本实用新型的第四定位组件和第五定位组件的配合示意图;
25.图9为本实用新型的第六定位组件的结构图;
26.图10为本实用新型的第七定位组件、第八定位组件、第一支撑组件和第二支撑组件的配合示意图;
27.图11为本实用新型的第七定位组件的结构图;
28.图12为本实用新型的第八定位组件的结构图;
29.图13为本实用新型的第一支撑组件的结构图;
30.图14为本实用新型的第二支撑组件的结构图。
31.附图标记:主梁11、第一钣金件12、第二钣金件13、套管14、第一定位孔15、第二定位孔16、第三定位孔18、机架20、第一定位组件30、第二定位组件40、第三定位组件50、第四定位组件60、第六定位组件70、第七定位组件80、第八定位组件90、第一支撑组件100、第二支撑组件110、第一气缸31、第一连接块32、第二气缸33、第一限位块34、第一限位部35、第一固定块36、第一销柱37、第二连接块41、第三气缸42、第一下夹块43、第一上夹块44、第四气缸51、第二下夹块52、第五气缸61、第一支撑架62、第二支撑架63、第三连接块64、第三上夹块65、第一定位柱66、气动夹爪67、第六气缸71、滑块72、第四连接块73、第七气缸74、第一夹臂75、第八气缸76、第二限位块77、第二限位部78、第三支撑架81、第九气缸82、第二夹臂83、
第四上夹块84、第四下夹块85、第五连接块91、第十气缸92、第五上夹块93、第一支撑块21、挡块22、第十一气缸101、第三限位块102、第三限位部103、第十二气缸111、第六连接块112、卡槽113、第十三气缸114、第七连接块115、第三夹臂116、卡块117。
具体实施方式
32.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
33.参照图2和图3,根据本实用新型的一种行人保护横梁总成的焊接定位装置,包括机架20、焊接预定位机构和焊接定位机构,焊接预定位机构设置为两个并对称设置于机架20上,焊接预定位机构包括第一定位组件30、第二定位组件40、第三定位组件50、第四定位组件60和第五定位组件,第一定位组件30和第二定位组件40用于将第一钣金件12夹持固定,第四定位组件60和第五定位组件均设置为两个,两个第五定位组件分别设置于第四定位组件60上,第三定位组件50、第四定位组件60和第五定位组件用于将第二钣金件13压设于第一钣金件12上并固定;焊接定位机构设置于机架20上,焊接定位机构包括第六定位组件70、第七定位组件80、第八定位组件90、第一支撑组件100和第二支撑组件110,第六定位组件70设置为两个并对称设置,且位于两焊接预定位机构之间,第七定位组件80设置为三个并彼此间隔布置,第八定位组件90和第一支撑组件100均设置为两个,两第八定位组件90分别位于两第七定位组件80的下方,两第一支撑组件100分别位于两第七定位组件80的下方,第二支撑组件110位于其中两第七定位组件80之间,第六定位组件70用于夹持吸能盒,第七定位组件80用于夹持主梁11,第八定位组件90、第一支撑组件100和第二支撑组件110均用于支撑主梁11。
34.通过焊接预定位机构和焊接定位机构之间的配合使用,将第一钣金件12、第二钣金件13和套管14夹持固定于焊接预定位机构上,并将焊接好后的吸能盒与主梁11夹持固定于焊接定位机构上,在对吸能盒与主梁11进行焊接操作的同时,对位于焊接预定位机构上的第一钣金件12和第二钣金件13进行焊接,以节约时间,同时,焊接预定位机构能够使得焊接好的吸能盒始终位于固定的位置,以使吸能盒与主梁11之间在焊接时的相对位置不会发生偏差。
35.参照图4、图5和图6,进一步的,第一定位组件30包括第一气缸31、第一连接块32、第二气缸33、第一限位块34、 第一限位部35、第一固定块36和第一销柱37,第一气缸31设置于机架20上,第一气缸31的自由端连接有第一连接块32,第一气缸31可驱动连接块纵向移动,第二气缸33设置为两个并分设于第一连接块32上,两第二气缸33的输出端上均连接有第一限位块34,第一限位块34的顶部止抵于第一钣金件12的底部,第一限位块34的顶面设置有第一限位部35,第一钣金件12上具有可供第一限位块34穿过的第一定位孔15,以定位第一钣金件12;第一固定块36设置于机架20上,第一销柱37设置为两个间隔设置于第一固定块36上,用于穿过第一钣金件12并插设于套管14,以固定套管14并定位第一钣金件12;第二定位组件40包括第二连接块41、第三气缸42、第一下夹块43和第一上夹块44,第二连接块41连接于机架20上,第三气缸42转动连接于第三连接块64,第一下夹块43固定连接于第三
连接块64,以支撑第一钣金件12,第一上夹块44分别转动连接于第二连接块41和第三气缸42的输出端,第三气缸42可驱动第一上夹块44相对于第一钣金件12转动,以使第一上夹块44和第一下夹块43将第一钣金件12夹紧。
36.此时,第一钣金件12位于下侧,第二钣金件13位于上侧,第二钣金件13的侧边盖设于第一钣金件12的侧边上。使用时,第一气缸31可第二气缸33驱动两个第一限位块34将第一钣金件12抵紧,两个第一限位部35插设于第一定位孔15内,同时,第一上夹块44和第一下夹块43将第一钣金件12夹持固定,以使第一钣金件12始终位于固定位置。
37.如图7和图8,在本实施例中,第三定位组件50包括第四气缸51和第二下夹块52,第四气缸51设置于机架20上,第四气缸51的输出端上设置有第二下夹块52,第四气缸51可驱动第二下夹块52相对于第二钣金件13的底面横向移动,以支撑第二钣金件13;第四定位组件60包括第五气缸61、第一支撑架62、第二支撑架63、第三连接块64、第三上夹块65和第一定位柱66,第五气缸61设置于第一支撑架62上,第五气缸61的自由端上连接有第二支撑架63,第二支撑架63的底部固定设置有第三上夹块65,第三上夹块65位于第二下夹块52的上方,第三连接块64连接于第二支撑架63的侧壁上,第一定位柱66连接于第三连接块64,第二钣金件13上具有可供第一定位柱66穿过的第二定位孔16,第五气缸61可驱动第一定位柱66和第三上夹块65纵向移动,以使第三上夹块65和第二下夹块52将第二钣金件13夹紧,以使第一定位柱66插设于第二定位孔16,以定位第二钣金件13;第五定位组件设置为气动夹爪67,气动夹爪67设置于第二支撑架63的侧壁上并位于第一定位柱66的上方,用于夹持第二钣金件13,第一定位柱66位于气动夹爪67的两夹持壁之间。
38.使用时,第二下夹块52移动至第二钣金件13下方,第五气缸61驱动第三上夹块65、第一定位柱66和气动夹爪67向第二钣金件13移动,以使两个第一定位柱66插设于对应的第二定位孔16内,以定位第二钣金件13,同时,气动夹爪67夹持第二钣金件13以将其固定,并带动第二钣金件13向第二下夹块52靠近直至止抵于第二下夹块52,以使第二下夹块52和第三上夹块65将第二钣金件13夹紧,即实现第一钣金件12和第二钣金件13的固定,且使得第一钣金件12和第二钣金件13的相对位置始终如一,较好的保证吸能盒的品质。
39.参照图9,进一步的,第六定位组件70包括第六气缸71、滑块72、第四连接块73、第七气缸74、第一夹臂75、第八气缸76、第二限位块77和第二限位部78,第六气缸71设置于机架20上,滑块72滑动连接于机架20,第六气缸71的自由端连接于滑块72,第四连接块73竖直布置并连接于滑块72,第七气缸74转动连接于第四连接块73的底部,第七气缸74的自由端与第一夹臂75转动连接,且第一夹臂75与第四连接块73的顶部转动连接,第六气缸71可驱动滑块72横向移动,第七气缸74可驱动第一夹臂75相对于第一钣金件12转动,以将第一钣金件12压紧;第八气缸76位于滑块72远离第六气缸71的一侧,第八气缸76的输出端上设置有第二限位块77,第二限位块77的顶部具有第二限位部78,第八气缸76可驱动第二限位块77纵向移动以将第二钣金件13抵紧,并使得第二限位部78插设于第二定位孔16。
40.如图9所示,其中,第七气缸74、第四连接块73、第一夹臂75、第八气缸76、第二限位块77和第二限位部78均设置为两个,对应的连接方式如上所述。此时,吸能盒的第二钣金件13侧位于下侧,吸能盒的第一钣金件12侧位于上侧,第二限位部78将吸能盒定位,第二限位块77和第一夹臂75将吸能盒固定,以便较好的确定吸能盒相对于主梁11之间的相对位置。
41.参照图10和图11,进一步的,第七定位组件80包括第三支撑架81、第九气缸82、第
二夹臂83、第四上夹块84和第四下夹块85,第三支撑架81设置于机架20上,第九气缸82连接于第三支撑架81上,第九气缸82的自由端与第二夹臂83的一端相连接,第二夹臂83的另一端的底部连接有第四上夹块84,第四下夹块85设置于机架20上并位于第四上夹块84的下方,第九气缸82可驱动第二夹臂83相对于主梁11转动,以使第四上夹块84和第四下夹块85将主梁11夹紧固定。
42.具体的,第三支撑架81的顶部设置有固定块,固定块上开设有与第二夹臂83向相配合的凹槽,第九气缸82可驱动第二夹臂83向下移动,以使第四上夹块84将主梁11压紧,同时,第二夹臂83卡设于凹槽内,以增加第二夹臂83的稳定性。
43.参照图12,进一步的,第八定位组件90包括第五连接块91、第十气缸92和第五上夹块93,第五连接块91固定设置于机架20上,第十气缸92转动连接于第五连接块91的底部,第五上夹块93分别转动连接于第五连接块91的顶部和第十气缸92的输出端,第十气缸92可驱动第五上夹块93相对于主梁11的底侧转动,以将主梁11底侧的侧壁压紧。
44.进一步的,机架20上设置有第一支撑块21和两个挡块22,其中一挡块22设置于其中一位于边缘的第七定位组件80的一侧,另一挡块22设置于另一位于边缘的第七定位组件80的一侧,以将主梁11抵紧固定;第一支撑块21设置于位于中部的第七定位组件80的一侧,第一支撑块21与位于中部的第五上夹块93相对设置,并配合第五上夹块93将主梁11夹紧。
45.如图13所示,其中,第一支撑组件100包括第十一气缸101、第三限位块102和第三限位部103,第十一气缸101设置于机架20上,第十一气缸101的输出端上设置有第三限位块102,第三限位块102的顶部设置有第三限位部103,主梁11上具有可供第三限位部103穿过的第三定位孔17,第十一气缸101可驱动第三限位块102纵向移动,以使第三限位块102将主梁11抵紧,并使第三限位部103插设于第三定位孔17内,以定位主梁11的位置,使得主梁11的相对位置始终如一。
46.参照图14,进一步的,第二支撑组件110包括第十二气缸111、第六连接块112、第十三气缸114、第七连接块115、第三夹臂116和卡块117,第十二气缸111设置于机架20上,第十二气缸111的输出端上连接有第六连接块112,第六连接块112上开设有卡槽113;第七连接块115固定设置于机架20上,第十三气缸114转动连接于第七连接块115的一端,第三夹臂116转动连接于第七连接块115的另一端,第三夹臂116转动连接于第十三气缸114的自由端,卡块117设置于第三夹臂116的顶部并卡设于卡槽113内,第十二气缸111可驱动第六连接块112横向移动,第十三气缸114可驱动卡块117相对于主梁11转动,以将主梁11的底部抵紧。
47.本实用新型的一种工作方式如下:使用时,第六定位组件70将焊接好后的吸能盒夹持固定,第七定位组件80、第八定位组件90、第一支撑组件100和第二支撑组件110将主梁11夹持固定;同时,第一定位组件30和第二定位组件40将第一钣金件12夹持固定,同时将套管14套设于第一销柱37上,第四定位组件60和第五定位组件将第二钣金件13夹持后,第四定位组件60控制被夹持的第二钣金件13向第一钣金件12移动,直至盖第二钣金件13设于第一钣金件12上,第三定位组件50限制第二钣金件13的位置,固定后,即可对焊接预定位机构上的第一钣金件12、第二钣金件13和套管14进行焊接的同时,又可对焊接后的吸能盒和主梁11进行焊接,以减少分别焊接带来的时间消耗。
48.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实
施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1