油管焊接设备的制作方法
1.本实用新型实施例涉及一种油管焊接设备。
背景技术:
2.连续油管作为“万能作业机”,广泛应用于油气田修井、钻井、完井、测井等作业,贯穿了油气开采的全过程,所以连续油管在石油天然气行业也得到了广泛的青睐。随着大多数的油田开发进入中后期,连续油管的应用范围和领域不断向深井和超深井方向发展,连续油管的作业深度不断增加,由此连续油管所需的长度也不断增加,连续油管单根需求长度可达数千米。
技术实现要素:
3.本实用新型的至少一实施例提供一种油管焊接设备。油管焊接设备中通过设置气体保护罩、高频感应线圈、挤压座以及进气管的位置关系,可以在对气体保护罩内的油管进行高频感应焊接的过程中对油管起到较好的气体保护效果,提高油管在高频感应焊接过程中的性能稳定。
4.本实用新型的至少一实施例提供一种油管焊接设备,包括焊接挤压装置、高频感应线圈以及气体保护罩。焊接挤压装置包括被配置为挤压油管的挤压座;高频感应线圈包括被配置为缠绕所述油管的缠绕部。所述挤压座的至少部分和所述缠绕部均位于所述气体保护罩内;所述油管焊接设备还包括进气管,所述气体保护罩包括第一开口、第二开口和第三开口,所述进气管穿过所述第一开口,所述高频感应线圈包括穿过所述第二开口且与所述缠绕部连接的连接部,所述第三开口被配置为供所述油管穿过,所述缠绕部位于所述第三开口与所述挤压座之间。
5.例如,根据本实用新型的实施例,所述气体保护罩与所述焊接挤压装置密封连接,所述第一开口与所述进气管密封接触,所述第三开口被配置为流通空气,或者所述第二开口和所述第三开口均被配置为流通气体。
6.例如,根据本实用新型的实施例,所述进气管位于所述气体保护罩内的端口斜切以向所述油管的开口角吹气。
7.例如,根据本实用新型的实施例,所述气体保护罩包括设置有所述第一开口的罩面,所述进气管包括直管,所述直管与该罩面垂直设置。
8.例如,根据本实用新型的实施例,所述端口斜切的角度包括30
°
~60
°
。
9.例如,根据本实用新型的实施例,所述气体保护罩包括设置有所述第一开口的罩面,所述进气管包括直管,所述直管相对于该罩面倾斜插入所述第一开口以向所述油管的开口角吹气。
10.例如,根据本实用新型的实施例,所述缠绕部的靠近所述进气管位于所述气体保护罩内的端口的部分与该端口之间的距离为8~12厘米。
11.例如,根据本实用新型的实施例,所述气体保护罩包括透明绝缘保护罩。
12.例如,根据本实用新型的实施例,所述挤压座包括多个挤压辊,所述多个挤压辊被配置为围绕所述油管,所述气体保护罩包括与所述多个挤压辊一一对应设置的多个第一罩面,所述气体保护罩还包括多个第二罩面,所述第一罩面和所述第二罩面呈环形交替排列,所述气体保护罩还包括一个第三罩面,所述多个第一罩面和所述多个第二罩面均与所述第三罩面连接,且所述第三罩面设置有所述第三开口。
13.例如,根据本实用新型的实施例,所述第二罩面设置有所述第一开口,与设置所述第一开口的所述第二罩面不同的第二罩面或者所述第一罩面设置有所述第二开口。
14.例如,根据本实用新型的实施例,每个第一罩面仅包括一个平面,每个第二罩面仅包括一个平面;或者,每个第一罩面仅包括一个平面,每个第二罩面包括依次连接的至少两个子罩面,每个子罩面为一个平面;或者,每个第二罩面仅包括一个平面,每个第一罩面包括依次连接的至少两个子罩面,每个子罩面为一个平面。
15.例如,根据本实用新型的实施例,所述气体保护罩还包括连接罩面,所述连接罩面与所述第二罩面连接,且所述连接罩面被配置为通过紧固件与所述焊接挤压装置连接。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本实用新型的一些实施例,而非对本实用新型的限制。
17.图1为根据本实用新型实施例提供的油管焊接设备的局部结构示意图;
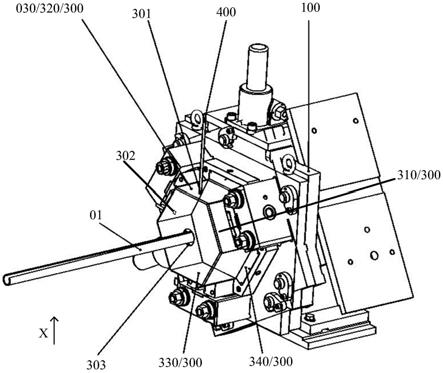
18.图2为图1所示油管焊接设备中省略气体保护罩的示意图;以及
19.图3为根据本实用新型实施例的另一示例提供的气体保护罩的示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
21.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
22.在研究中,本技术的发明人发现:连续油管生产过程包括:首先根据连续油管的需求长度将数段钢带对接起来,然后再使用高频感应焊将对接起来的钢带焊接成管。一般一根几千米的连续油管,需要不间断焊接几个小时,期间不能出现任何的焊接异常,否则都需要重新对接钢带、重新制管,容易给连续油管生产厂家造成巨大损失。
23.在实际的连续油管生产过程中,经常会发生由于连续油管在高频感应焊接时气体保护不到位而产生氧化物夹渣,从而导致高频感应焊机打火,造成制管异常停机。一般连续
油管进行制管焊接时,仅是使用氮气作为保护气体,通过气管对连续油管焊接v型口处进行吹扫。这样的气体保护方式有很大的缺陷,气体吹扫不均匀,也无法隔绝空气,所以并不能达到理想的气体保护效果。
24.本实用新型的实施例提供一种油管焊接设备,油管焊接设备包括焊接挤压装置、高频感应线圈以及气体保护罩。焊接挤压装置包括被配置为挤压油管的挤压座,高频感应线圈包括被配置为缠绕油管的缠绕部。挤压座的至少部分和缠绕部均位于气体保护罩内;油管焊接设备还包括进气管,气体保护罩包括第一开口、第二开口和第三开口,进气管穿过第一开口,高频感应线圈包括穿过第二开口且与缠绕部连接的连接部,第三开口被配置为供油管穿过,缠绕部位于第三开口与挤压座之间。油管焊接设备中通过设置气体保护罩、高频感应线圈、挤压座以及进气管的位置关系,可以在对气体保护罩内的油管进行高频感应焊接的过程中对油管起到较好的气体保护效果,提高连续油管在高频感应焊接过程中的性能稳定。
25.下面结合附图对本实用新型实施例提供的油管焊接设备进行描述。
26.图1为根据本实用新型实施例提供的油管焊接设备的局部结构示意图,图2为图1所示油管焊接设备中省略气体保护罩的示意图。如图1和图2所示,油管焊接设备包括焊接挤压装置100、高频感应线圈200以及气体保护罩300,焊接挤压装置100包括被配置为挤压油管01的挤压座110,高频感应线圈200包括被配置为缠绕油管01的缠绕部210。挤压座110的至少部分和缠绕部210均位于气体保护罩300内;油管焊接设备还包括进气管400,气体保护罩300包括第一开口301、第二开口302和第三开口303,进气管400穿过第一开口301,高频感应线圈200包括穿过第二开口302且与缠绕部210连接的连接部220,第三开口303被配置为供油管01穿过,缠绕部210位于第三开口303与挤压座110之间。油管焊接设备中通过设置气体保护罩、高频感应线圈、挤压座以及进气管的位置关系,可以在对气体保护罩内的油管进行高频感应焊接的过程中对油管起到较好的气体保护效果,提高连续油管在高频感应焊接过程中的性能稳定。
27.例如,可以选择热轧、固溶处理后的酸洗状态的钢卷,通过交流电弧炉冶炼,再经过氩氧脱碳或真空电弧炉精炼,有效控制钢卷中杂质元素的含量;然后纵剪、铣边,获得与连管外径相应的钢带宽度,并保证钢带边缘平整和光滑。例如,可以根据连续油管所需长度的要求(一般长达数千米),通过钢带对焊的方式将钢带接长。例如,在经过上述钢带对接以达到制管要求的总长度后,将数千米的钢带转移到制管机组,钢带连续通过成型机组逐渐弯曲成型。
28.例如,油管焊接设备还包括高频感应焊机,高频感应焊机被配置为与高频感应线圈200的穿过第二开口302的连接部220连接以使得高频感应线圈200的缠绕部210产生感应电流。高频感应焊接技术通过感应电流加热钢带边缘,并通过焊接挤压辊挤压形成焊缝,其焊接速度快、热输入小,经过挤压后氧化物夹杂被排出,可以得到良好的焊接质量。
29.例如,如图1和图2所示,钢带弯曲成型后依次穿过气体保护罩300的第三开口303、高频感应线圈200的缠绕部210以及挤压座110。例如,挤压座110被配置为对弯曲成型的钢带进行挤压以形成v型开口角焊缝,高频感应线圈200的缠绕部210环绕该开口角焊缝,并通过感应电流加热焊缝以实现钢带的焊接。例如,焊接后的钢带可以形成图1所示的油管01,例如,油管01可以为连续油管。
30.例如,如图1和图2所示,进气管400被配置为向被高频感应线圈200的缠绕部210缠绕的钢带的开口角位置(该开口角为形成油管前的开口角,也可以称为油管的开口角)处吹保护气体。
31.例如,气体保护罩300与焊接挤压装置100密封连接,第一开口301与进气管400密封接触,第三开口303被配置为流通空气,或者第二开口302和第三开口303均被配置为流通气体。
32.在油管焊接设备中,通过将气体保护罩与焊接挤压装置密封,第一开口与进气管密封,且第三开口(或者第二开口和第三开口)被配置为流通气体,可以使得进气管通入的保护气体将气体保护罩内的空气通过第三开口(或者第二开口和第三开口)排出,气体保护罩内充满了保护气体,油管在焊接过程中一直被连续通入气体保护罩的保护气体包围,使得油管隔绝了空气,从而避免油管在焊接过程中产生氧化物夹渣,进而规避了整个机组停机的风险。
33.例如,气体保护罩300可以通过螺钉与焊接挤压装置100连接,气体保护罩300与焊接挤压装置100之间的缝隙处采用高温绝缘胶填满,除了第三开口303(或者第二开口302和第三开口303)外,气体保护装置的其他位置均处于密封状态。
34.例如,保护气体可以包括惰性气体。例如,保护气体包括氩气,相对于氮气,氩气的惰性更强,高温时也不会与空气中的物质发生反应,作为保护气体更加稳定。例如,通过进气管400向气体保护罩300输入氩气的压力可以为0.15-0.2mpa,流量可以为7-12升/分钟,氩气的密度是空气的1.4倍。由于氩气的密度比空气大,且有一定的压力和流量,通入的氩气更容易将气体保护罩300内的空气从第三开口303(或者第二开口302和第三开口303)排出。
35.在油管01进行高频感应焊接的过程中,气体保护罩300内可以持续通入氩气,使得气体保护罩300内也一直都充满氩气,将油管01的焊接位置隔绝空气,避免油管01在焊接过程中产生氧化物夹渣,进而规避了机组停机的风险。
36.例如,根据本实用新型实施例的一示例,如图1和图2所示,进气管400位于气体保护罩300内的端口410斜切以向油管01的开口角吹气。例如,氩气可以通过进气管400进入到气体保护罩300内,且直接吹扫油管01的焊接开口角位置。本实用新型实施例提供的油管焊接设备中,通过将进气管位于气体保护罩内的端口进行斜切设置,可以使得通过进气管吹向油管开口角的保护气体具有较大的覆盖空间,有利于使得保护气体完全包围油管的开口角,实现该开口角与空气的隔绝,避免油管在焊接过程中产生氧化物夹渣。
37.例如,如图1和图2所示,开口角位于油管01的比较靠近挤压座110的位置,进气管400位于气体保护罩300内的端口410包括斜切面,该斜切面面向挤压座110,以在进气管400向气体保护罩300通入保护气体时,该保护气体可以朝向靠近挤压座110的开口角吹气,以实现对开口角的直吹。但不限于此,进气管位于气体保护罩内的端口的斜切面的设置可以根据进气管与开口角的位置关系进行设置。
38.例如,进气管400位于气体保护罩300内的端口410斜切的角度可以包括30
°
~60
°
。例如,进气管400位于气体保护罩300内的端口410斜切的角度可以包括40
°
~50
°
。例如,进气管400位于气体保护罩300内的端口410斜切的角度可以为45
°
,该斜切的端口410正对油管01的开口角的位置,有利于保护气体可以直吹油管01的开口角的位置。
39.例如,如图1和图2所示,气体保护罩300包括设置有第一开口301的罩面030,进气管400包括直管,直管与该罩面030垂直设置。上述“端口410斜切的角度”可以指端口410的斜面与直管的延伸方向之间的角度,但不限于此,也可以指端口410的斜面与油管01的延伸方向之间的角度。
40.例如,如图1和图2所示,缠绕部210靠近进气管400位于气体保护罩300内的端口410的部分与该端口410之间的距离为8~12厘米。例如,缠绕部210靠近进气管400位于气体保护罩300内的端口410的部分与该端口410之间的距离为9~11厘米。例如,油管01与进气管400位于气体保护罩300内的端口410之间的距离在10厘米左右,可以有利于保护气体直吹开口角位置。
41.本实用新型实施例通过对进气管位于气体保护罩内的端口进行斜切设置,且对该端口与油管之间距离进行设置,可以进一步实现保护气体直吹开口角位置。
42.例如,以图1所示的x方向的箭头所指方向为向上,设置有第一开口301的罩面030位于油管01的上方,进气管400插入位于油管01上方的罩面030,油管01被挤压座110挤压形成的开口角可以位于油管01面向进气管400的一侧,以实现进气管400通入的保护气体对开口角进行直吹。
43.例如,如图1和图2所示,第一开口301位于油管01的上方,油管01的开口角可以位于油管的上壁。例如,进气管400的底端距离油管01上表面的距离在10厘米左右,可以有利于保护气体直吹开口角位置。
44.例如,如图1和图2所示,气体保护罩300可以包括多个罩面030,包括第一开口301的罩面030位于为气体保护罩300中最上侧的罩面。例如,气体保护罩300包括的多个罩面彼此之间可以设置小于180度的夹角。
45.图1示意性的示出包括第一开口301的罩面030为气体保护罩300中最上侧的罩面,但不限于此,第一开口的位置可以根据开口角的位置而定。
46.例如,如图1和图2所示,第二开口302可以位于第一开口301的下方。例如,第三开口303位于第一开口301的下方。例如,第二开口302可以位于第三开口303的上方,也可以位于第三开口303的下方,本实用新型实施例对此不作限制。
47.例如,根据本实用新型实施例的另一示例,气体保护罩300包括设置有第一开口301的罩面030,进气管400包括直管,直管相对于该罩面030倾斜插入第一开口301以向油管01的开口角吹气。本实用新型实施例提供的油管焊接设备中,通过将进气管倾斜插入气体保护罩内,可以使得通过进气管吹向油管开口角的保护气体具有较大的覆盖空间,有利于使得保护气体完全包围油管的开口角,实现该开口角与空气的隔绝,避免油管在焊接过程中产生氧化物夹渣。
48.例如,开口角位于油管01的靠近挤压座110的位置,进气管400可以向靠近挤压座110的一侧倾斜,以在进气管400向气体保护罩300通入保护气体时,该保护气体可以朝向面向挤压座110的一侧吹气,以实现对开口角的直吹。但不限于此,进气管插入气体保护罩内的部分的倾斜方向的设置可以根据进气管与开口角的位置关系进行设置。
49.例如,进气管400相对于该罩面030的倾斜角度可以包括30
°
~60
°
。例如,进气管400相对于该罩面030的倾斜角度可以包括40
°
~50
°
。例如,进气管400相对于该罩面030的倾斜角度可以为45
°
,该进气管400通过倾斜设置以使其位于气体保护罩300内的端口410正
对油管01的开口角的位置,有利于保护气体可以直吹油管01的开口角的位置。
50.例如,在进气管400相对于罩面030倾斜设置时,缠绕部210靠近进气管400位于气体保护罩300内的端口410的部分与该端口410之间的距离可以为8~12厘米。例如,在进气管400相对于罩面030倾斜设置时,缠绕部210靠近进气管400位于气体保护罩300内的端口410的部分与该端口410之间的距离为9~11厘米。例如,在进气管400相对于罩面030倾斜设置时,油管01与进气管400位于气体保护罩300内的端口410之间的距离在10厘米左右,可以有利于保护气体直吹开口角位置。
51.本实用新型实施例通过将进气管相对于其插入的罩面进行斜切设置,且对该进气管靠近油管的端口与油管之间距离进行设置,可以进一步实现保护气体直吹开口角位置。
52.例如,在进气管400相对于罩面030倾斜设置时,进气管400的端口可以位于油管01的上面或者侧面,进气管400的位置根据油管01的开口角的位置而定。
53.例如,如图1和图2所示,气体保护罩300可以为透明绝缘保护罩。例如,气体保护罩300作为连续油管高频感应焊气体保护的关键部件,其材质可以使用耐高温、绝缘、透明的有机玻璃或者聚碳酸酯板(pc板)。但不限于此,气体保护罩300还可以采用其他能满足耐高温、绝缘、透明等要求的材质。
54.由于气体保护罩与高频感应焊接位置之间的距离很近,在对油管进行高频感应焊接的过程中,气体保护罩会处于温度很高的环境中,因此,气体保护罩采用耐高温的材料。
55.由于气体保护罩内设置有高频感应线圈,为了避免气体保护罩与高频感应线圈发生感应,而影响连续油管的正常焊接,也为了避免气体保护罩自身被感应加热,气体保护罩采用绝缘材料。
56.在连续油管焊接过程中,采用透明的气体保护罩,可以方便工作人员时刻观察油管焊接的情况,防止油管在焊接过程中异常发生。
57.例如,如图1和图2所示,气体保护罩300可以包括多个罩面030,每个罩面030可以采用相同的材料。但不限于此,例如,多个罩面030中的部分罩面030可以采用不同的材料,例如可以仅设置有第三开口303的罩面030采用透明材料,其他罩面030采用非透明材料。气体保护罩的材料可以根据实际工艺需求进行选取。
58.例如,如图1和图2所示,挤压座110包括多个挤压辊111,多个挤压辊111被配置为围绕油管01,气体保护罩300包括与多个挤压辊111一一对应设置的多个第一罩面310,气体保护罩300还包括多个第二罩面320,第一罩面310和第二罩面320呈环形交替排列,气体保护罩300还包括一个第三罩面330,多个第一罩面310和多个第二罩面320均与第三罩面330连接,且第三罩面330设置有第三开口303。本实用新型实施例提供的油管焊接设备中,气体保护罩作为连续油管高频感应焊气体保护的关键部件,其结构可以根据焊接挤压装置的结构设计而成,从而既可以实现对气体保护罩的密封设置,又有利于节省气体保护罩占用的空间。
59.例如,如图1所示,挤压座110可以包括三个挤压辊111,三个挤压辊111呈三角形分布,且这三个挤压辊111围绕油管01设置以对钢带进行挤压。本实用新型实施例不限于此,挤压辊的数量还可以为四个或者更多个,可以根据对钢带挤压要求设置挤压辊的数量。
60.例如,如图1和图2所示,气体保护罩300包括与三个挤压辊111分别对应设置的三个第一罩面310,气体保护罩300还包括三个第二罩面320,第一罩面310和第二罩面320呈环
形交替排列。例如,相邻挤压辊111之间间隔设置,第二罩面320可以与相邻挤压辊111之间的间隔对应设置。
61.例如,如图1和图2所示,第三罩面330仅包括一个平面,每个第一罩面310仅包括一个平面,每个第二罩面320仅包括一个平面,每个第一罩面310的形状可以为四边形,每个第二罩面320的形状可以为四边形,三个第一罩面310和三个第二罩面320围绕第三罩面330形成六棱柱,第三罩面330的形状为六边形。
62.例如,如图1和图2所示,第一罩面310的轮廓与第二罩面320的轮廓可以相同,也可以不同。例如,第一罩面310的材料可以与第二罩面320的材料相同,也可以不同。
63.例如,如图1和图2所示,第一罩面310与第三罩面330之间的夹角可以与第二罩面320与第三罩面330之间的夹角相等。例如,第一罩面310与第三罩面330之间的夹角可以为90
°
,第二罩面320与第三罩面330之间的夹角可以为90
°
。但不限于此,第一罩面与第三罩面之间的夹角以及第二罩面与第三罩面之间的夹角可以根据油管焊接设备的形状进行设置。
64.例如,如图1和图2所示,第二罩面320设置有第一开口301,进气管400可以通过相邻挤压辊111之间的间隔向油管01的开口角处延伸。
65.例如,如图1和图2所示,第一罩面310可以设置第二开口302。例如,设置第二开口302的第一罩面310可以为与设置第一开口301的第二罩面320相邻的第一罩面310。
66.例如,第二开口302也可以设置在与设置第一开口301的第二罩面320不同的第二罩面320上,本实用新型实施例对此不作限制,可以根据开口角的位置设置高频感应线圈穿过的第二开口的位置。
67.例如,如图1和图2所示,气体保护罩300还包括连接罩面340,连接罩面340与第二罩面320连接,且连接罩面340被配置为通过紧固件与焊接挤压装置100的表面连接。例如,连接罩面340可以通过螺钉与焊接挤压装置100连接。
68.例如,连接罩面340的材料可以与第二罩面320的材料相同,也可以不同。例如,连接罩面340与第二罩面320之间的夹角小于180
°
。例如,连接罩面340与第二罩面320之间的夹角小于150
°
。例如,连接罩面340与第二罩面320之间的夹角小于120
°
。例如,连接罩面340与第二罩面320之间的夹角可以为85
°
~95
°
。
69.例如,图3为根据本实用新型实施例的另一示例提供的气体保护罩的示意图。图3所示气体保护罩300可以与图1所示的焊接挤压装置相匹配,也可以适用于其他油管焊接设备。如图3所示,气体保护罩300包括多个罩面030,多个罩面030包括与焊接挤压装置包括的多个挤压辊一一对应设置的多个第一罩面310,多个罩面030还包括多个第二罩面320,第一罩面310和第二罩面320呈环形交替排列,气体保护罩300还包括一个第三罩面330,多个第一罩面310和多个第二罩面320均与第三罩面330连接,且第三罩面330设置有第三开口303。
70.例如,如图3所示,每个第一罩面310仅包括一个平面,每个第二罩面320包括依次连接的至少两个子罩面,每个子罩面为一个平面。例如,第二罩面320包括的依次连接的至少两个子罩面形成了弯折面。
71.例如,如图3所示,第一罩面310和第二罩面320的形状不同。
72.例如,如图3所示,第二罩面320包括依次连接的三个子罩面。例如,本示例不限于每个第一罩面310仅包括一个平面,每个第二罩面320包括依次连接的至少两个子罩面,还可以是每个第二罩面320仅包括一个平面,每个第一罩面310包括依次连接的至少两个子罩
面,每个子罩面为一个平面。例如,图3所示的每个第二罩面320中位于两侧的两个子罩面可以划分到第一罩面310中。
73.例如,如图3所示,第一罩面310和第二罩面320呈环形交替排列以形成十二棱柱,第三罩面330的形状为十二边形。
74.例如,本示例中的气体保护罩上设置的第一开口和第二开口与第一罩面和第二罩面的位置关系可以与图1所示的位置关系相同,也可以不同,可以根据实际工艺需求进行设置。
75.例如,如图3所示,气体保护罩300还包括连接罩面340,连接罩面340与第二罩面320连接,且连接罩面340被配置为通过紧固件与焊接挤压装置100的表面连接。
76.例如,连接罩面340的材料可以与第二罩面320的材料相同,也可以不同。例如,连接罩面340与第二罩面320之间的夹角小于180
°
。例如,连接罩面340与第二罩面320之间的夹角可以为85
°
~95
°
。
77.有以下几点需要说明:
78.(1)本实用新型的实施例附图中,只涉及到与本实用新型实施例涉及到的结构,其他结构可参考通常设计。
79.(2)在不冲突的情况下,本实用新型的同一实施例及不同实施例中的特征可以相互组合。
80.以上所述仅是本实用新型的示范性实施方式,而非用于限制本实用新型的保护范围,本实用新型的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1