一种新型数控折弯机的制作方法
1.本实用新型涉及金属板材弯折机领域,特别涉及一种新型数控折弯机。
背景技术:
2.折弯机由支架、工作台和夹紧板组成,是将板材根据工艺需要压制折弯成各种形状工件的设备。折弯机具有以下特点:直接折弯,不需拼接,不需开槽,不需用焊条,它的折角外表美观不漏水,同时加工速度快,折角处理表面美观,强度高,它将手工焊接转变成全自动的机器操作。然后现有的折弯机采用人工送料至折弯机构,存在操作安全风险,增大人工劳动强度。并且折弯机在折弯处对板材进行折弯时,板材容易与折弯机发生相对滑动,使得板材向行进方向的后方移动,导致板材在折弯时板材与折弯机其他机构相抵触发生弯折,影响加工质量和加工效率。
技术实现要素:
3.本实用新型的目的是针对现有技术的不足,提供一种结构简单,能够减轻人工劳动强度,降低操作风险和提高加工精度的新型数控折弯机。
4.本实用新型的技术方案是:
5.一种新型数控折弯机,包括折弯机本体,还包括送料机构、定位机构和控制器,所述送料机构设置在所述折弯机本体的进料侧,所述送料机构包括滑动底座、送料台、检测传感器和第一驱动机构,所述滑动底座垂直设置于在所述折弯机本体的进料端,所述送料台滑动设置在所述滑动底座上,所述送料台由底板和设置在底板两侧的限位挡板构成,所述限位挡板设有调节部,所述限位挡板的调节部通过调节螺杆与螺母相配合活动设置在所述底板上,所述底板的下端面设有与所述滑动底座滑动配合的滑块;所述第一驱动机构用于驱动所述送料台沿所述滑动底座移动,所述检测传感器设置在所述送料台上,所述第一驱动机构和所述检测传感器分别与所述控制器电连接,所述检测传感器用于检测所述送料台是否有待折弯工件并发送信息到控制器,所述控制器用于根据所述检测传感器采集的信息控制所述第一驱动机构启、停动作;所述定位机构设置在折弯机本体的另一侧,所述定位机构包括限位滑块、驱动气缸和定位块,所述折弯机本体的工作台上设有沿长度方向设置的限位滑轨,所述限位滑块滑动设置在所述折弯机本体的限位滑轨上,所述驱动气缸设置在所述限位滑块上,所述驱动气缸与所述控制器相连,所述控制器用于控制所述驱动气缸启、停动作,所述定位块固定在所述驱动气缸的塞杆上,所述驱动气缸用于带动所述定位块移动限制待折弯工件的位置。
6.进一步地,所述折弯机本体包括机架,设置在机架上的标尺和折弯机构,所述折弯机构包括上模和下模,所述下模上开设有长形凹槽,所述下模的长形凹槽中设置有缓冲软条。
7.进一步地,所述检测传感器采用红外传感器。
8.进一步地,所述底板的侧壁开设有用于供所述调节螺杆插入的条形槽,所述调节
螺杆滑动设置在所述条形槽中。
9.进一步地,所述底板的侧壁沿所述条形槽的长度方向设有刻度。
10.进一步地,所述送料机构还设有滑轨和第二驱动机构,所述滑轨与折弯机本体相互平行,所述滑动底座设置在所述滑轨上,第二驱动机构与所述控制器电连接,所述第二驱动机构用于带动所述滑动底座沿滑轨移动。
11.进一步地,所述控制器与所述折弯机本体的控制系统电连接。
12.采用上述技术方案具有以下有益效果:本实用新型结构简单,增设送料机构、定位机构和控制器,利用送料机构的送料台将待折弯工件送至折弯机构本体的进料端,减轻了人工的劳动强度,避免了人工操作风险,提高了工作效率。送料台上的限位挡板,便于对对待折弯工件进行校正加工,避免待折弯工件倾斜进入折弯机内进行加工时位置偏移,提高了加工精度。送料机构采用检测传感器,当检测传感器检测到待折弯工件在送料台上时才启动检测传感器,自动化操作,并节约用电。利用定位机构对待折弯工件的加工位置进行定位,提高了加工的精度。
13.所述折弯机本体包括机架,设置在机架上的标尺和折弯机构,所述折弯机构包括上模和下模,所述下模上开设有长形凹槽,所述下模的长形凹槽中设置有缓冲软条。在对待折弯工件进行折弯时,避免工件过度操作,出现次品,提高了成品率。
14.所述送料机构还设有滑轨,所述滑动底座设置在所述滑轨上。通过滑动底座与滑轨滑动配合,调整送料机构在折弯机本体前的左右位置。
15.所述控制器与所述折弯机本体的控制系统电连接,利用控制器接入折弯机本体的控制系统,将控制器的信息传递到折弯机本体的控制系统中,控制系统进行一体智能化控制。
16.与下面结合附图和具体实施方式作进一步的说明。
附图说明
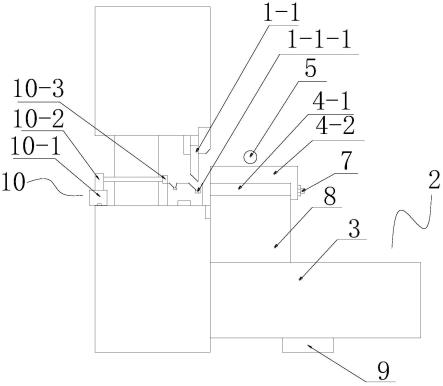
17.图1为本实用新型的结构示意图;
18.图2为图1的左侧视图。
19.附图中,1为折弯机本体,1-1为折弯机构,1-1-1为长形凹槽,2为送料机构,3为滑动底座,4为送料台,4-1为底板,4-2为限位挡板,5为检测传感器,6为第一驱动机构,7为调节螺杆,8为滑块,9为滑轨,10为定位机构,10-1为限位滑块,10-2为驱动气缸,10-3为定位块。
具体实施方式
20.具体实施例1:
21.参见图1和图2所示,一种新型数控折弯机,包括折弯机本体1,送料机构2、定位机构10和控制器,折弯机本体1为现有折弯机,所述送料机构2设置在所述折弯机本体1的进料侧,所述定位机构10设置在折弯机本体1的另一侧,送料机构2包括滑动底座3、送料台4、检测传感器5和第一驱动机构6,所述滑动底座3垂直设置于在所述折弯机本体1的进料端,本具体实施例中:采用两个平行设置的滑动底座3。所述送料台4滑动设置在所述滑动底座3上,所述送料台4由底板4-1和设置在底板两侧的限位挡板4-2构成,所述底板4-1的下端面
设有与所述滑动底座3滑动配合的滑块8,所述送料台4通过底板4-1滑动设置在所述滑动底座3上。所述底板4-1的侧壁开设有用于供所述调节螺杆插入的条形槽,所述限位挡板4-2设有调节部,限位挡板4-2的调节部设置有一调节螺杆7,该调节螺杆7滑动设置在所述底板4-1的条形槽中,所述限位挡板4-2的调节部通过调节螺杆7与螺母相配合活动设置在所述底板4-1上,便于调整两块限位挡板的距离,从而对待折弯工件的加工位置进行限制,提高加工的精度。可能地,所述底板4-1的侧壁沿所述条形槽的长度方向设有刻度。所述第一驱动机构6与送料台4相连,用于驱动所述送料台4沿所述滑动底座3移动;所述检测传感器5设置在所述送料台4的限位挡板4-2上,所述检测传感器5采用红外传感器。所述第一驱动机构6和所述检测传感器分别与所述控制器电连接,控制器采用plc,所述检测传感器5用于检测所述送料台是否有待折弯工件并发送信息到控制器,所述控制器用于根据所述检测传感器采集的信息控制所述第一驱动机构启、停。所述控制器与所述折弯机本体的控制系统电连接。
22.可能地,所述送料机构2还设有滑轨9和第二驱动机构,所述滑轨与折弯机本体相互平行,所述滑动底座3设置在所述滑轨9上,第二驱动机构与所述控制器电连接,所述第二驱动机构用于带动所述滑动底座3沿滑轨9移动。可以根据待折弯工件在折弯机本体的左右位置从而调整送料机构的送料台位置,以满足加工需求。
23.所述定位机构10包括限位滑块10-1、驱动气缸10-2和定位块10-3,所述折弯机本体1的工作台上设有沿长度方向设置的限位滑轨,所述限位滑块10-1滑动设置在所述折弯机本体1的限位滑轨上,所述驱动气缸10-2设置在所述限位滑块10-2上,所述驱动气缸10-2与所述控制器相连,所述控制器用于控制所述驱动气缸10-2启、停动作,所述定位块10-3固定在所述驱动气缸10-2的塞杆上,所述驱动气缸10-2用于带动所述定位块10-3移动限制待折弯工件的位置。
24.可能地,所述折弯机本体1包括机架,设置在机架上的标尺和折弯机构1-1,所述折弯机构1-1包括上模和下模,所述下模上开设有长形凹槽1-1-1,所述下模的长形凹槽1-1-1中设置有缓冲软条,缓冲软条采用耐老化橡胶条或者毛条,对折弯部位进行缓冲,提高了待折弯部件的合格率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1