一种斗杆加工用夹具的制作方法
1.本实用新型涉及斗杆加工技术领域,具体涉及一种斗杆加工用夹具。
背景技术:
2.斗杆是指挖掘机的一种工作装置,通常也叫大臂、小臂,主要作用是用来支配挖斗的挖掘、装车等动作。目前,斗杆在机床上加工时没有专用的夹具来固定,由于斗杆的夹紧需要对其后耳、前支座、后支座、底面及侧面等位置进行定位夹紧,需要使用多个夹具来进行固定,操作复杂且较为繁琐。
技术实现要素:
3.针对现有技术存在的不足,本实用新型提出一种斗杆加工用夹具,能够用于斗杆的夹紧。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种斗杆加工用夹具,包括底板,所述底板上设有前固定座、同步对夹油缸、上压缸、下支撑座、侧压缸、侧支撑油缸和后移动座;
5.所述前固定座和后移动座分别设置在底板的两端,所述前固定座固定设置,所述后移动座能够朝向斗杆运动,所述上压缸和下支撑座分别位于斗杆的上方和下方,所述同步对夹油缸设置在斗杆的下方,所述侧压缸和侧支撑油缸相对应地分别设置在斗杆的两侧。
6.先通过后移动座将斗杆推向前固定座方向并抵住,同步对夹油缸上升并对斗杆两侧进行压紧并扶正,上压缸将斗杆下压至下支撑座上,侧支撑油缸和侧压缸从两侧压紧斗杆,从而完成斗杆的定位和固定,即可开始加工。
7.上述一种斗杆加工用夹具的有益效果是:能够对斗杆进行多个方位的定位和固定,便于机床加工,并且操作简单。
8.进一步地,所述底板上沿轴向设有滑轨,所述后移动座与滑轨滑动连接,所述后移动座上设有液压杆和推板。
9.后移动座在滑轨上滑动,带动液压杆和推板靠近斗杆,液压杆带动推板朝向斗杆的后耳方向移动并抵接。
10.进一步地,所述底板上设有侧支撑座,所述侧压缸和侧支撑油缸设置在侧支撑座上,所述侧支撑座沿斗杆轴向设有多个。
11.侧压缸和侧支撑油缸从两侧对斗杆进行辅助夹紧。
12.进一步地,还包括气缸和传感器,所述气缸设置在侧支撑座上,所述侧支撑座上还设有导轨座,所述气缸连接有与导轨座滑动连接的垫板,所述传感器设置在垫板上。
13.气缸推动垫板在导轨座上移动,通过传感器测量与斗杆上耳的距离,以确定是否定位准确。
14.进一步地,所述底板的两侧均沿轴向设有多个螺纹孔和销孔,所述螺纹孔能够与
螺钉螺纹连接,所述销孔内能够插入定位销。
15.加工前先用行车将夹具整体吊上机床的工作台,将螺纹孔与机床的t型槽对齐后插入定位销,再依次连接入螺钉将底板压紧。
16.进一步地,所述底板上还设有快接插头。
17.快接插头用于快速连接油管、气管和电线等。
附图说明
18.为了更清楚地说明本实用新型具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
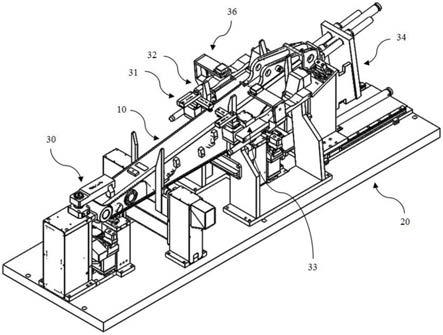
19.图1为本实用新型一实施例提供的一种斗杆加工用夹具的示意图;
20.图2为图1所示的一种斗杆加工用夹具的主视图;
21.图3为图1所示的一种斗杆加工用夹具的俯视图;
22.附图标记:
23.10-斗杆、11-前支座、12-后支座、13-后耳、14-上耳;
24.20-底板、21-滑轨、22-螺纹孔、23-销孔、24-快接插头;
25.30-前固定座、31-同步对夹油缸、311-直线油缸一、32-上压缸、321-横压板、322-转角压板、33-下支撑座、34-侧压缸、35-侧支撑油缸、351-侧支撑座、36-后移动座、361-直线油缸二、362-液压杆、363-推板、37-气缸、371-导轨座、372-垫板、38-传感器。
具体实施方式
26.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
27.请参阅图1至图3,本实用新型提供一种斗杆加工用夹具,包括前固定座30、同步对夹油缸31、上压缸32、下支撑座33、侧压缸34、侧支撑油缸35和后移动座36,通过同步对夹油缸31夹紧扶正斗杆10,后移动座36推动斗杆10定位,上压缸32、下支撑座33、侧支撑油缸35和侧压缸34对斗杆10进行夹紧定位,即可完成斗杆的定位和固定,便于机床加工。
28.具体地,前固定座30和后移动座36分别设置在底板20的两端,其余部件均设置在前固定座30和后移动座36之间。前固定座30固定设置,且设有定位块。底板20另一端设有滑轨21,滑轨21沿底板20的轴向设置,后移动座36与滑轨21滑动连接,通过一个直线油缸的推动,能够使后移动座36朝向斗杆10运动。后移动座36上设有液压杆362和推板363,液压杆362朝向斗杆的后耳13方向固定设置,推板363与液压杆362相连接。
29.同步对夹油缸31设置有三组,其中两组设置在斗杆10的前支座11和后支座12处下方,且均通过一个直线油缸与底板20相连接,能够上升后再对夹斗杆10,另一组设置在后移动座36上。上压缸32和下支撑座33分别位于斗杆10的上方和下方,且设有两组,一组位于前支座11处,另一组靠近后支座12处。上压缸32能够将斗杆向下压紧在下支撑座33上,上压缸32通过横压板321连接有转角压板322,转角压板322的底部为斜面,用于夹紧斗杆时将其扶正。底板20上还沿轴向设有多个侧支撑座351,侧支撑油缸35和侧压缸34设置在侧支撑座351上,且一一对应的设置在斗杆的两侧。
30.侧支撑座351上还设有气缸37和传感器38,侧支撑座351上设有导轨座371,导轨座371沿斗杆顶面的轴向设置,气缸37上连接有与导轨座371滑动连接的垫板372,传感器38设置在垫板372上,且位于斗杆上方。
31.底板20是所有部件的承载体,本实施方式中,底板20采用灰铸铁ht。底板20的两侧沿轴向设有多个螺纹孔22和销孔23,销孔23位于底板20的两端,底板20上还设有快接插头24,螺纹孔22能够与螺钉螺纹连接,销孔23能够插入定位销。先用行车将夹具整体吊上机床的工作台,将螺纹孔22与机床t型槽对齐后插入定位销,将多个螺钉按对角顺序连接压紧底板20,即可在快接插头24上插入油管、气管和电线等,加工完成后拆卸夹具的顺序相反。
32.上述一种斗杆加工用夹具的工作原理是:夹具固定好后,将工件吊入夹具内,且前支座11尽量靠近前固定座30。先通过直线油缸一311将前支座11和后支座12的两组同步对夹油缸31上升,随后夹紧并扶正斗杆10的前支座11和后支座12,后移动座36在直线油缸二361的作用下朝向斗杆移动,先松开同步对夹油缸31,并通过液压杆362带动推板363推动后耳13,将斗杆抵接10在定位块上,再启动三组同步对夹油缸31将斗杆的后耳13、前支座11和后支座12均对夹夹紧。
33.随后将所有侧支撑油缸35弹出并锁紧,并开启上压缸32向下压紧斗杆10,侧压缸34顶出压紧斗杆10,即可松开并退回同步对夹油缸31,为机床让刀。通过气缸37带动传感器38运动,可测量与上耳14的距离,确保定位的精确度,完成测量后退回传感器38为机床让刀,即可开始加工。
34.使用上述一种斗杆加工用夹具,能够对斗杆进行多个方位的定位和固定,便于机床加工,并且能够测量定位的精确度,确保加工质量。
35.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1