一种带电缆滑轨的火焰切割机的制作方法
1.本实用新型涉及大型工业切割技术领域,尤其是一种带电缆滑轨的火焰切割机。
背景技术:
2.切割是一个热传递的过程。燃气(精制co)被点燃后并加入一定量的氧气在切割喷嘴端部形成炽热火焰,火焰产生的热量加热铸坯一点(预热过程)。当这一点达到一定温度(预热成功)并加入高纯度且有高流速的氧气(切割氧)后,在这一点上的钢铁熔化并在高纯度氧气作用下燃烧形成熔化燃烧区,利用切割氧的动能将熔化的钢铁溶液(切割渣)吹出燃烧区以形成缺口。切割喷嘴端部形成的炽热火焰产生的热量和钢铁燃烧性能使连续切割成为可能并形成割缝。切割会产生大量的热量,加上红坯自身带和热量,一直灼烤大车上安装电缆。
3.阐述一下切割过程:在切割过程中,当b割枪距切下辊外圆表面100mm时,火焰切割机plc系统检测到切下辊位置信号,向铸机plc系统发出切下辊动作信号;当切割机继续同步运动100mm+辊径+100mm的距离后火焰切割机plc系统向铸机plc系统发出切下辊复位信号。
4.当切割到两割枪相遇时,根据预先设定b一割枪关闭能介后以快速返回切割原点;另a一割枪继续以切割速切割铸坯。
5.当还差80mm切断铸坯时,两割枪一并反方向移动5mm左右停止切割。
6.当火焰切割机在同步运动作用下,运动到坯头切下辊道上坯头收集器栅架上时,通过检测装置发出继续切割信号,割枪继续切割。当还差30mm切断铸坯时,割枪转以始切速切割铸坯。割枪在切断铸坯后按照设置的过切割距离继续切割一段距离,以保证确实切断铸坯。
7.切割过程中,容易造成短路跳闸的生产事故。
8.基于上述一系列的问题,遂有以下技术方案的产生。
技术实现要素:
9.本实用新型的目的是针对上述不足,提供一种带电缆滑轨的火焰切割机,可以防止因接近热源,高温辐射,火星喷溅,造成电缆线,烧损短路,跳闸的生产事故。
10.本实用新型为实现上述目的所采用的技术方案是:
11.一种带电缆滑轨的火焰切割机,包括a小车、b小车、大车、吊挂轮、吊挂架以及安装在吊挂架上端的电缆滑轨,所述电缆滑轨下方设有工字钢滑道,所述工字钢滑道一端连接在切割机南北两端,所述火焰切割机还包括坦克链、立柱、导轨槽、吊挂轮组,所述坦克链上挂有软管。
12.进一步的,所述a小车上设有a枪,所述b小车上设有b枪,所述a枪和b枪用于切割红坯。
13.进一步的,所述吊挂轮组上设有吊挂轮,所述吊挂轮与所述吊挂架之间设有紧固
件。
14.进一步的,所述吊挂轮上设有挂钩,与挂钩相连的设有挂箍。
15.本实用新型与现有技术对比有益效果是:
16.本实用新型还是由机架上硬管,先集中
△
a中点,即a、b枪交汇中点,再用软管按东西向穿坦克链内,滚动往返;电缆线坦克链内抽出,在净空1.6米的新增电缆滑轨,跟随小车东西a、b小车移动;
17.预期效果、效益:可以快速查对电缆线烧损位置,造成短路,跳闸原因,减少修复耗时,为铸机高效化生产添加助力。采用简易方法解决问题具有创造性或创新性应用范围:板坯p4岗位新品钢的贡献。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为原切割软管在坦克链运行外观示意图。
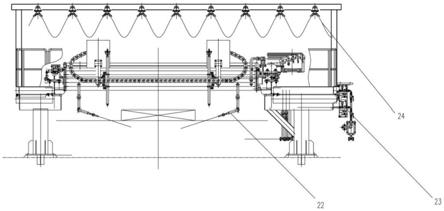
20.图2为新增电缆滑轨外观示意图。
21.图3为导轨槽截面示意图。
22.图4为吊挂轮组示意图。
23.图5为增加电缆滑轨改造后示意图。
24.1、南大车支柱
25.2、南大车轨道
26.3、大车
27.4、a小车
28.5、坦克链
29.6、b小车
30.7、能介(各类气管)
31.8、北大车轨道
32.9、北大车支柱
33.10、控制开关
34.11、b枪
35.12、红坯
36.13、a枪
37.14、立柱
38.15、导轨槽
39.16、吊挂轮组
40.17、吊挂轮
41.18、吊挂架
42.19、紧固件
43.20、挂钩
44.21、挂箍
45.22、冲渣
46.23、进出设备水
47.24、电缆滑轨
具体实施方式
48.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
49.本实用新型提供了一种带电缆滑轨的火焰切割机。下面将结合图1-5对本实用新型提供的技术方案进行更为详细的阐述。
50.一种带电缆滑轨的火焰切割机,包括a小车4、b小车6、大车3、吊挂轮17、吊挂架18以及安装在吊挂架18上端的电缆滑轨24,所述电缆滑轨24下方设有工字钢滑道,所述工字钢滑道一端连接在切割机南北两端,所述火焰切割机还包括坦克链5、立柱14、导轨槽15、吊挂轮组16,所述坦克链5上挂有软管。
51.进一步的,所述a小车4上设有a枪13,所述b小车6上设有b枪11,所述a枪13和b枪11用于切割红坯12。
52.进一步的,所述吊挂轮组16上设有吊挂轮17,所述吊挂轮17与所述吊挂架18之间设有紧固件19。
53.进一步的,所述吊挂轮17上设有挂钩20,与挂钩20相连的设有挂箍21。
54.定义板坯行进方向:当板坯结晶器更换固定后,板坯的厚度、宽度就已经定下了,长度由火焰切割机按照,下单的计划尺寸截取。
55.红坯由西向东行进;火焰切割大车横跨红坯宽度的南、北向,切割时夹住红坯宽度两侧,大车车轮跟随红坯由西、向东,在南、北两侧大车轨道上行进;火焰切割a、b小车,切割时,在大车车身上东、西方向上,带着切割枪往返。
56.即:切割过程,夹住红坯宽度两侧,大车由西向东行进;a小车带着切割枪由南向北,b小车带着切割枪由北向南,到大车中点会合。
57.切割会产生大量的热量,加上红坯自身带和热量,一直灼烤大车上安装电缆。
58.因此机架都要进行设备水强制循环冷却,切割枪也安装外喷溅粒化水及内部风冷。
59.而a、b小车进行切割行走。供应驱动装置的电缆,首先必需软连接,跟随小车行走;水冷不行,因此有,灼烤大车上安装在坦克内的电缆,现有能介(氧气、精制煤气、天然气、)输送,是由机架上硬管,先集中
△
a中点,再用软管按东西向穿坦克链内,电缆线也一并穿入坦克链内。跟随小车东西a、b小车移动。
60.因接近热源,高温辐射,火星喷溅,造成电缆线,烧损短路,跳闸的生产事故。
61.改善措施:现有能介(氧气、精制煤气、天然气、)输送,还是由机架上硬管,先集中
△
a中点,即a、b枪交汇中点,再用软管按东西向穿坦克链内,滚动往返;电缆线坦克链内抽
出,在净空1.6米的新增电缆滑轨,跟随小车东西a、b小车移动。
62.预期效果、效益:可以快速查对电缆线烧损位置,造成短路,跳闸原因,减少修复耗时,为铸机高效化生产添加助力。采用简易方法解决问题具有创造性或创新性应用范围:板坯p4岗位新品钢的贡献。
63.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应当涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1