一种自动激光铆压机的制作方法
1.本实用新型涉及铆压机领域,更具体地说,涉及一种自动激光铆压机。
背景技术:
2.铆压机是利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层板件连接起来。
3.现有铆压机大多为单工位铆压机,部分多工作的铆压机其工位位置的可调性较差,而板材的铆压孔的位置多样,具有弧形排列、错位排列以及不规则排列等多种方式,这种板材只能够通过单工位铆压机进行逐个铆压加工,加工效率低下,无法满足市场使用需求。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供一种自动激光铆压机,以解决板材的铆压孔的位置多样,具有弧形排列、错位排列以及不规则排列等多种方式,这种板材只能够通过单工位铆压机进行逐个铆压加工,加工效率低下的问题。
5.为解决上述问题,本实用新型采用如下的技术方案。
6.一种自动激光铆压机,包括机架,所述机架的底部固定连接有安装台,所述安装台上滑动连接有多个工作台,多个所述工作台的正面均转动连接有第一调节杆,所述第一调节杆与安装台之间螺纹连接,所述机架的顶部固定安装有固定台,所述固定台的顶部固定连接有液压杆,所述固定台的底部设置有同步压板,所述液压杆的底端贯穿固定台并与同步压板固定连接,所述同步压板的底部滑动连接有多个铆压头,所述铆压头的正面转动连接有第二调节杆,所述第二调节杆与同步压板之间螺纹连接,所述铆压头的背面固定安装有激光发射器,所述工作台的背面固定安装有激光接收器。
7.作为上述技术方案的进一步描述:
8.所述工作台与铆压头上均穿插有与其螺纹连接的固定螺杆,顶部的所述固定螺杆的顶端与同步压板接触,底部的所述固定螺杆的底端与安装台接触。
9.作为上述技术方案的进一步描述:
10.所述工作台与铆压头的数量相对应,所述工作台与铆压头的数量均为一个以上。
11.作为上述技术方案的进一步描述:
12.所述安装台上固定安装有多个信号灯,所述激光接收器与信号灯之间电性连接,所述信号灯与激光接收器一一对应。
13.作为上述技术方案的进一步描述:
14.所述同步压板的顶部固定连接有均匀分布的导向杆,所述导向杆的顶端贯穿并延伸至固定台的顶部。
15.相比于现有技术,本实用新型的优点在于:
16.本方案,能够同步对弧形、错位、不规则排列等方式的多个铆压孔进行铆压工作,从而提高铆压机的加工效率,能够适应大批量加工生产,满足生产需求,适合推广使用。
附图说明
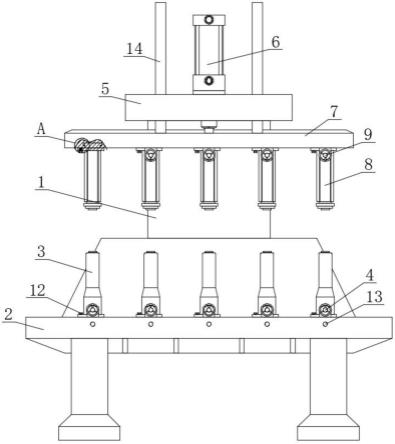
17.图1为本实用新型的正视结构示意图;
18.图2为本实用新型的局部侧视结构示意图;
19.图3为本实用新型图1中a部的放大结构示意图。
20.图中标号说明:
21.1、机架;2、安装台;3、工作台;4、第一调节杆;5、固定台;6、液压杆;7、同步压板;8、铆压头;9、第二调节杆;10、激光发射器;11、激光接收器;12、固定螺杆;13、信号灯;14、导向杆。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;
23.请参阅图1~3,本实用新型中,一种自动激光铆压机,包括机架1,机架1的底部固定连接有安装台2,安装台2上滑动连接有多个工作台3,多个工作台3的正面均转动连接有第一调节杆4,第一调节杆4与安装台2之间螺纹连接,机架1的顶部固定安装有固定台5,固定台5的顶部固定连接有液压杆6,固定台5的底部设置有同步压板7,液压杆6的底端贯穿固定台5并与同步压板7固定连接,同步压板7的底部滑动连接有多个铆压头8,铆压头8的正面转动连接有第二调节杆9,第二调节杆9与同步压板7之间螺纹连接,铆压头8的背面固定安装有激光发射器10,工作台3的背面固定安装有激光接收器11。
24.本实用新型中,每个工作台3与对应的铆压头8形成一个工位,通过工作台3与安装台2的滑动连接以及铆压头8与同步压板7的滑动连接,使的每个工位的位置能够进行改变,通过旋转第一调节杆4与第二调节杆9能够对工作台3与铆压头8的位置进行调节,并通过激光发射器10与激光接收器11的配合定位对应的工作台3与铆压头8的位置,避免发生两者无法正常进行铆压工作,从而改变相邻两个工位的位置形成对应加工件的铆压孔位置,也可将丝杆调节的方式改为电动推杆、液压推杆等方式,并通过plc与激光发射器10与激光接收器11的对接控制电器的启动,提高自动化,能够同步对弧形、错位、不规则排列等方式的多个铆压孔进行铆压工作,从而提高铆压机的加工效率,能够适应大批量加工生产,满足生产需求,适合推广使用。
25.请参阅图1与图3,其中:工作台3与铆压头8上均穿插有与其螺纹连接的固定螺杆12,顶部的固定螺杆12的顶端与同步压板7接触,底部的固定螺杆12的底端与安装台2接触。
26.本实用新型中,通过旋转固定螺杆12,能够固定工作台3与铆压头8分别在安装台2及同步压板7上的位置,避免或降低加工过程中的震动造成第一调节杆4与第二调节杆9松动导致工作台3与对应的铆压头8错位影响铆压工作,结构稳定性更高,满足使用者的使用需求。
27.请参阅图1与图2,其中:工作台3与铆压头8的数量相对应,工作台3与铆压头8的数量均为一个以上。
28.本实用新型中,通过每个工作台3与对应的铆压头8能够形成一个铆压工位,铆压工作的数量为两个及两个以上。
29.请参阅图1,其中:安装台2上固定安装有多个信号灯13,激光接收器11与信号灯13之间电性连接,信号灯13与激光接收器11一一对应。
30.本实用新型中,将激光接收器11与信号灯13连接,当激光接收器11接收到激光发射器10发射的信号,则代表工作台3与对应的铆压头8的位置调整完成,信号灯13灯亮能够提醒工作人员定位调整完成。
31.请参阅图1与图2,其中:同步压板7的顶部固定连接有均匀分布的导向杆14,导向杆14的顶端贯穿并延伸至固定台5的顶部。
32.本实用新型中,通过导向杆14增加同步压板7的升降稳定性。
33.工作原理:每个工作台3与对应的铆压头8形成一个工位,通过工作台3与安装台2的滑动连接以及铆压头8与同步压板7的滑动连接,使的每个工位的位置能够进行改变,通过旋转第一调节杆4与第二调节杆9能够对工作台3与铆压头8的位置进行调节,并通过激光发射器10与激光接收器11的配合定位对应的工作台3与铆压头8的位置,避免发生两者无法正常进行铆压工作,从而改变相邻两个工位的位置形成对应加工件的铆压孔位置,也可将丝杆调节的方式改为电动推杆、液压推杆等方式,并通过plc与激光发射器10与激光接收器11的对接控制电器的启动,提高自动化,能够同步对弧形、错位、不规则排列等方式的多个铆压孔进行铆压工作,从而提高铆压机的加工效率,能够适应大批量加工生产,满足生产需求,适合推广使用。
34.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1